Can someone please fill in the blanks on the fields in the custom tool library. Some things are self explanatory and others not so much.
Number=Tool number in library, arbitrary number assigned by user
Vendor=Who made tool
Model=Model Number of bit
URL=Vendor URL for model of bit
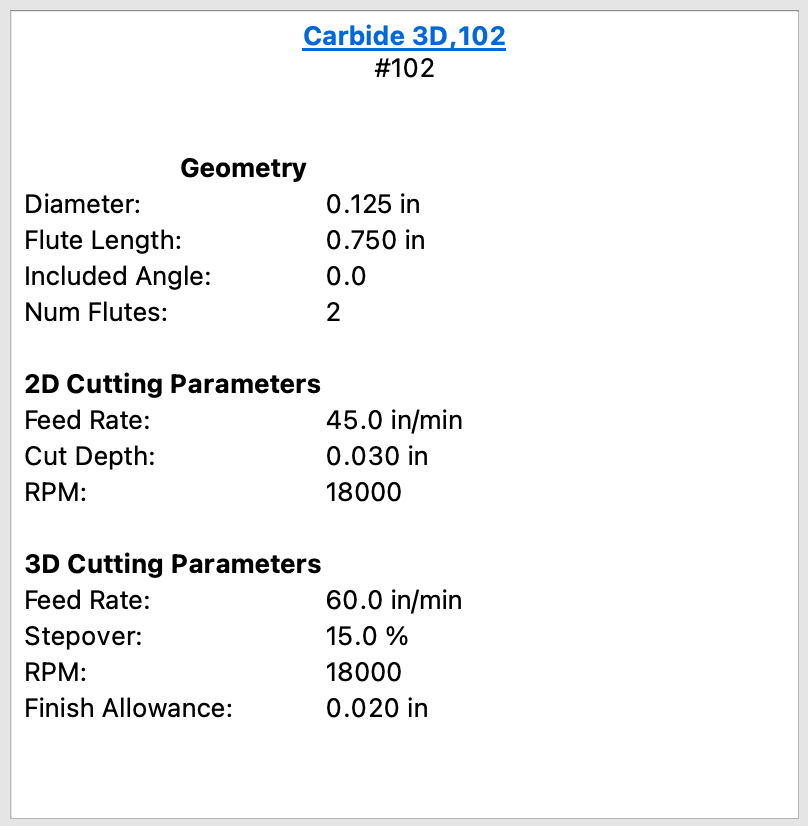
Name=Human Readable Name
Type=End,Ball,Vee,Engraver any others?
Diameter=Diameter of bit How to differentiate between imperial and metric
Cornerradius=
Flutelength=
Shaftdiameter=Diameter of bit shaft i.e 1/4/1/8, 4MM,8MM
Angle=
Numflutes=Number of Flutes on bit
Stickout=
Coating=
Metric=
Notes=
Machine=
Material=I assume these are the currated materials from Carbide3d Tool Databases
Plungerate=Rate which CNC will plunge bit Is this expressed in Imperial or Metric?
Feedrate=InchPerMinute (IPM) Rate which CNC will move bit Is this expressed in Imperial or Metric?
RPM=Revolutions per minute of router
Depth=Depth of Cut (DOC) per pass Is this expressed in Imperial or Metric?
Cutpower=
Finishallowance=
3dstepover=
3dfeedrate=
3drpm=