Abstract:
Taking LightBurn as an example, it has a generator to create an N x M grid of squares and vary laser power and feed rate amongst the squares to quickly produce a project that can be used for determining optimum settings for lasering a particular material. A similar feature for CC where you enter a handful of parameters and out pops a design of squares and distinct toolpaths for each square (which distinct combinations of stepover and feedrate) would be a boon for those that want to go beyond the conservative cutting parameters suggested by CC.
Background:
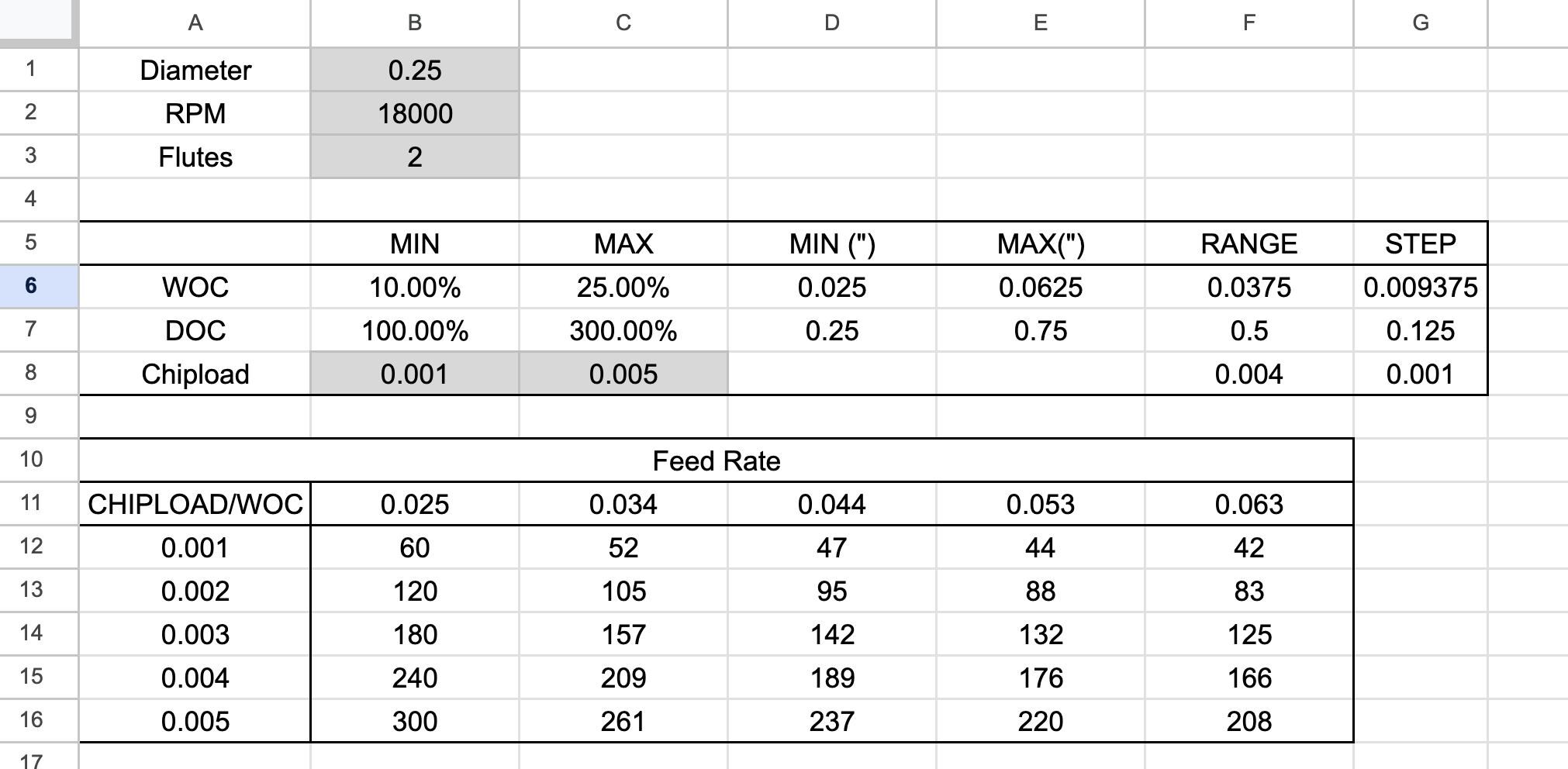
Following the math and suggested chiploads suggested in the shapeokoenthusiasts gitbook I came up with a spreadsheet (work in progress) that would calculate a 5x5 grid of feed rates by taking 5 samples between a min/max WOC and 5 samples between a min/max chip load. It looks something like
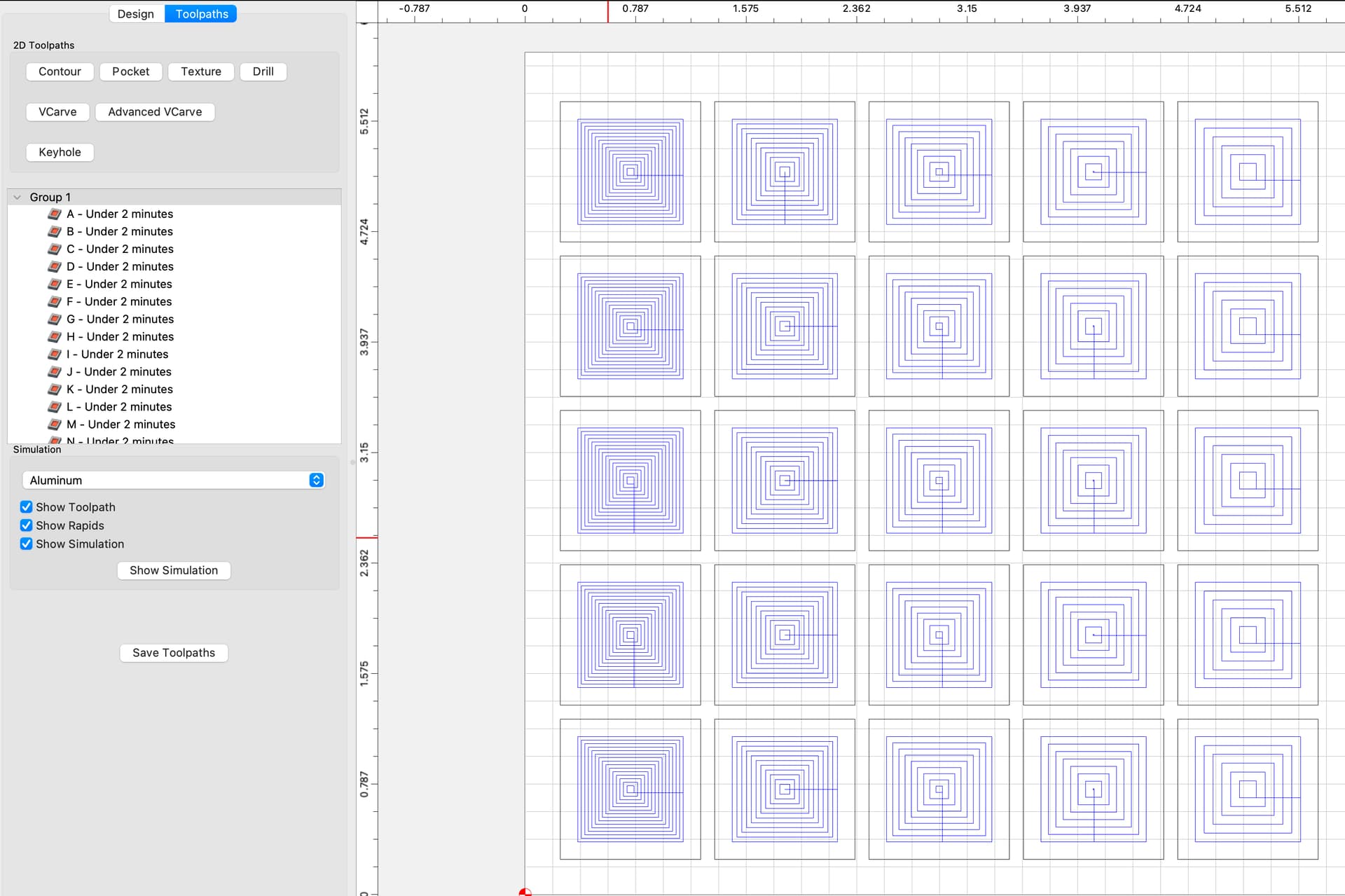
I then created a 5 by 5 grid of squares in CC (thanks array tool) and assigned a distinct toolpath to each with the parameters from each grid in the spreadsheet. It looks like this
and was a huge pain to build out having to hand jam each tool path with distinct values of WOC, feed rate, and vectors. The end result is that I have a job I can run and get a really good feel for how hard I can run roughing work with this particular combination of bit, material, and machining strategy. However, should I want to change the bit, material, DOC, or strategy I have to hand jam the toolpaths all over again.
This will be a good test to determine the best feedrate for that specific tool at that specific RPM in any given material that uses those ranges of parameters. It will also help you narrow down WOC & DOC limits for that 1 particular combination.
Problem being there are hundreds of combinations. You would need to run this test for each combination of tool type, tool diameter, tool material, part material and RPM
Several concepts that don’t seem to get mentioned as much as they should are:
Surface Speed SFM (Surface Feet per Minute) is the speed at which the cutting edge of the tool travels through the material. This is a function of tool diameter & RPM. There is an optimum range of spindle speeds for each cutting edge geometry and part material combination. This should be the first step in determining the optimum RPM to use in your test above.
Chip Area Chip Load is the measure of how far the tool moves in one revolution divided by the number of flutes. i.e. How thick the thickest part of the chip measures. Chip Area is the DOC * WOC.
If I’m side milling with a 0.010" WOC & a 0.25" DOC, my chip area is 0.0025". If I’m end milling with a 0.25" WOC & a 0.010" DOC, I’m also at a chip area of 0.0025. However, the optimum feedrate for end-milling -vs- side-milling may very well be different. Maximum chip area will be a function of horsepower and the rigidity of your machine for any given tool/part material combination.
Chip Area * Chip Load = Chip Volume, which can be used to calculate MRR (Material Removal Rate). The end goal being the Maximum MRR achievable while maintaining a good finish and preserving tool life.
WOC does not affect chipload. Chipload is a function of Feedrate, RPM and number of flutes.
Chipload = Feedrate / (RPM * Flutes)
In your chart above at 18000 RPM with 2 flutes, A feedrate of 42 IPM yields a chipload of 0.0012. 60 IPM yields 0.0017, 208 RPM yields 0.0058" and 300 IPM yields 0.0083"
So, while this will be a valuable test & provide some useful information, it is not comprehensive. If the software is going to facilitate testing, several other factors need to be included.
I have this need to understand the math behind a spreadsheet and that one is a bit overwhelming. As such I made my own starting from first principles in the gitbook.
Yes, but the WOC will not change the feedrate to achieve a specific chipload. Rather, you want to maintain above a minimum chipload to avoid excessive thinning. You want chips, not dust/scrapings.
I think your test is OK. You will find a range of feedrates, WOC & DOC where you get good results.
Just the data in your spreadsheet is not accurate.
Ahh you are saying my math is off. Ok I will double check. I ran the particular job today with the numbers therein. None of the cuts seemed too much for the machine. Since this was a narrow and deep strategy there seems to be room to go deeper.