Playing around with that large DXF file. Set to v carve
toolpaths were created.
50%complete for 30 min.
Went to save-
Crashed.
File saved as corrupted. Tried to open
Froze in background edit.
Now 410 wont load, opens and just frozen screen.
Tried deleting corrupted file.
Restart computer &
Uninstalled 410 and reinstalled
CC still wont fully open now
Edit-411 won’t open in my system either
Just get blank page not responding
Regarding the boolean, I suspect that the Undo command is changing the order of the selected elements which causes the change in the outcome. We’ll need to check into this more and see what should happen.
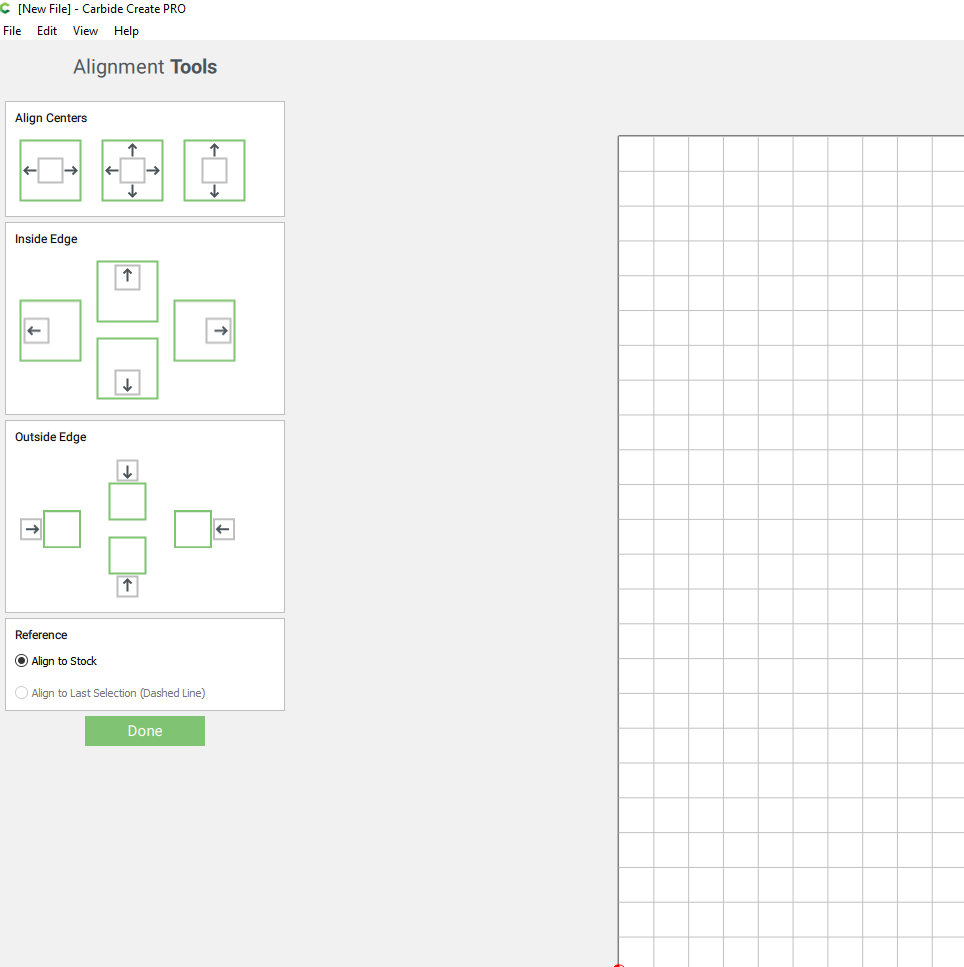
I was just going to post the alignment issue, but i see @mjmike6988 has already posted it. I found that it can be reproduced by deselecting your selection once in the alignment dialog. Once that happens, clicking the done button does not register. Just make a rectangle, click the alignment button to go into the alignment tool dialog, deselect the rectangle, and try to click Done. Even reselecting the rectangle will not fix the Done button.
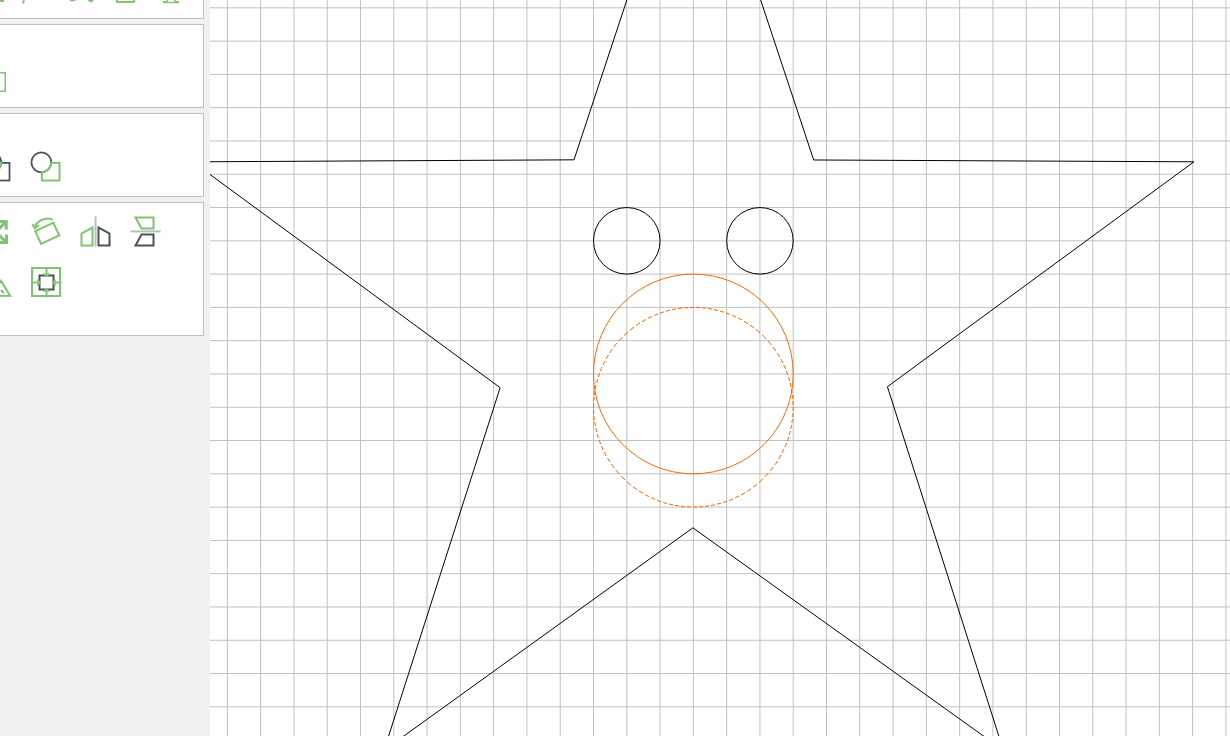
V412, looking at the circle making tool, you have height and width parameters but you cannot change one without the other plus you have the radius so 3 boxes saying basically the same thing and will all change together. Will we see the decoupling of these to create ellipses? I know you added a tool to change the shape of the circle freehand but it is not the same thing.
Also - please make the alignment dialog smaller as the done button goes off the bottom of the application on my laptop and it makes it difficult to click in any case. I had to auto hide my taskbar to see it properly because there is no scroll bar for the dialog.
We’ve been meaning to shrink the icons down more so that’ll be in 414 when it’s posted. Until then, 413 is up now and it has the bug fix for the alignment command
So playing around getting ready to do a test cut with the 3D modeling/ 3D finishing feature.
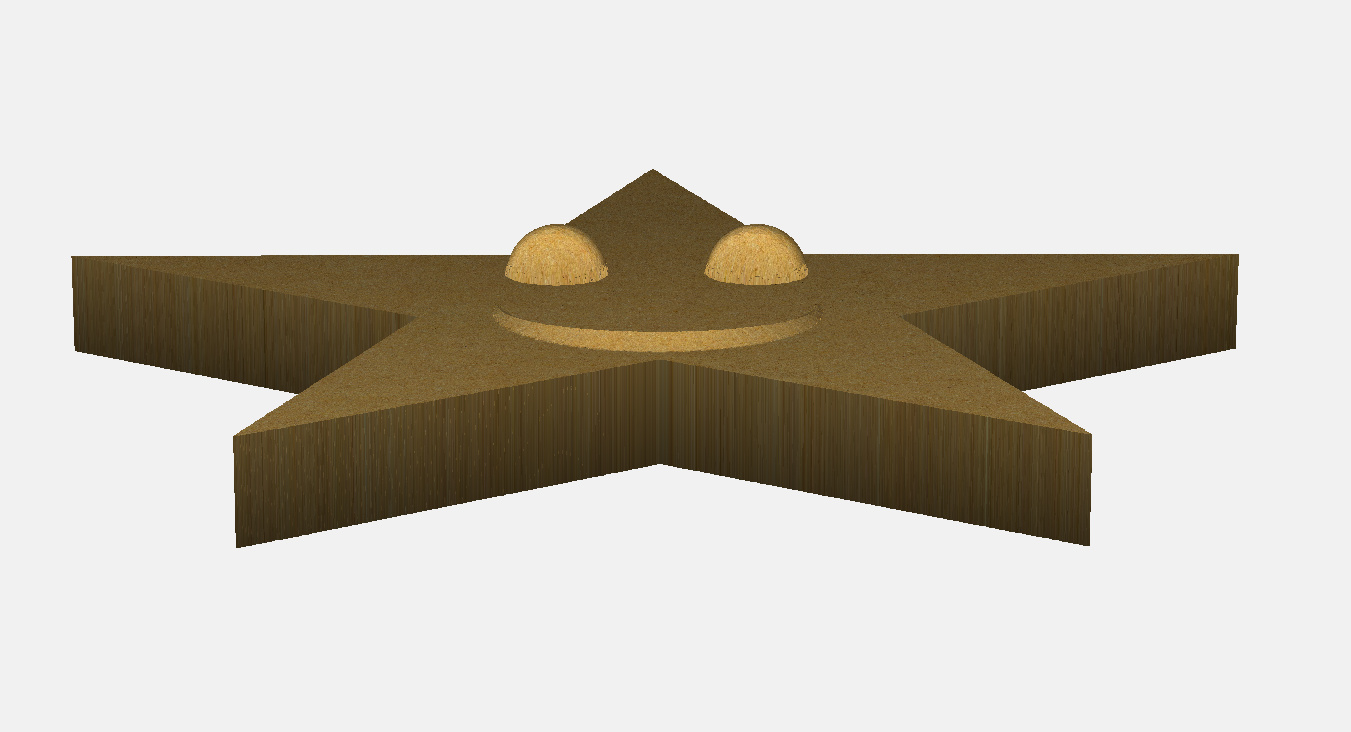
My 3D preview of model looks great, however notice the flat tops on the simulation of toolpath.
There is plenty of stock to cut this.
Did I do something wrong? Or am I just jumping the gun and this part not 100% ready?
Messing around with 413 and happy overall! Only thing I would suggest is to add a “Close” or “Cancel” button in both the Model and Toolpath operations. Sometimes you click to create a new model or toolpath and didn’t mean to, but there is no way to close out without creating the new feature and then deleting it.
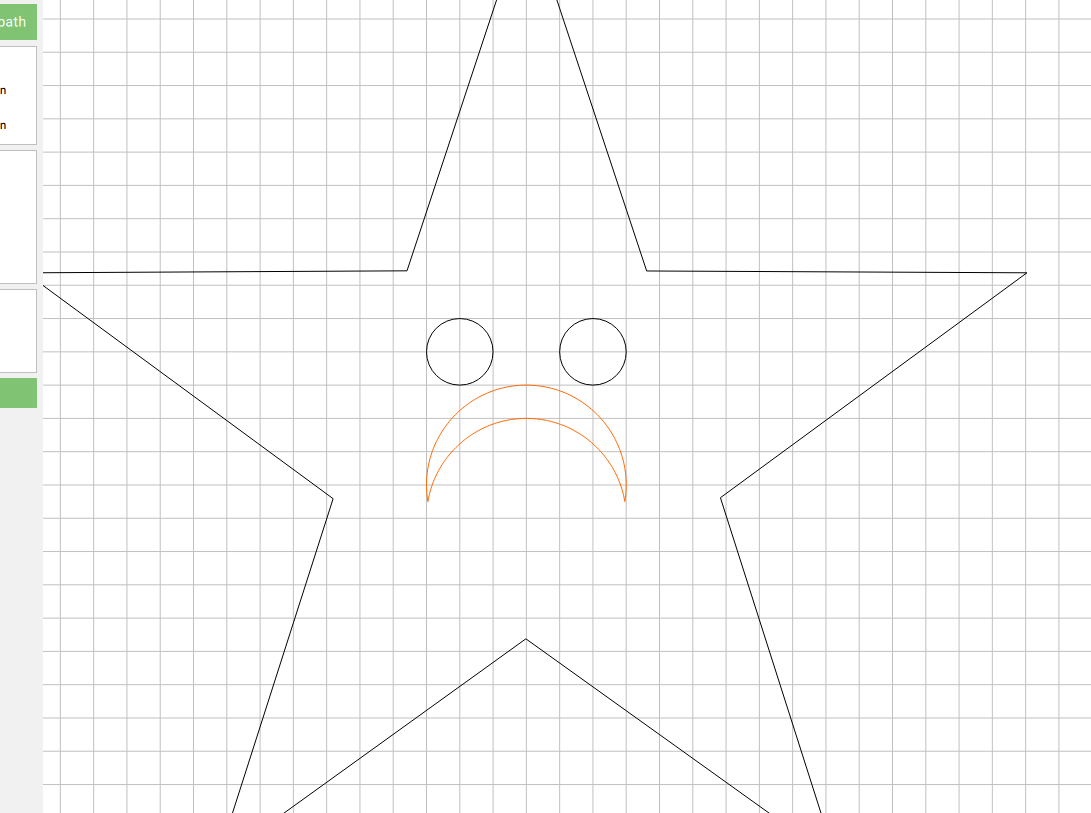
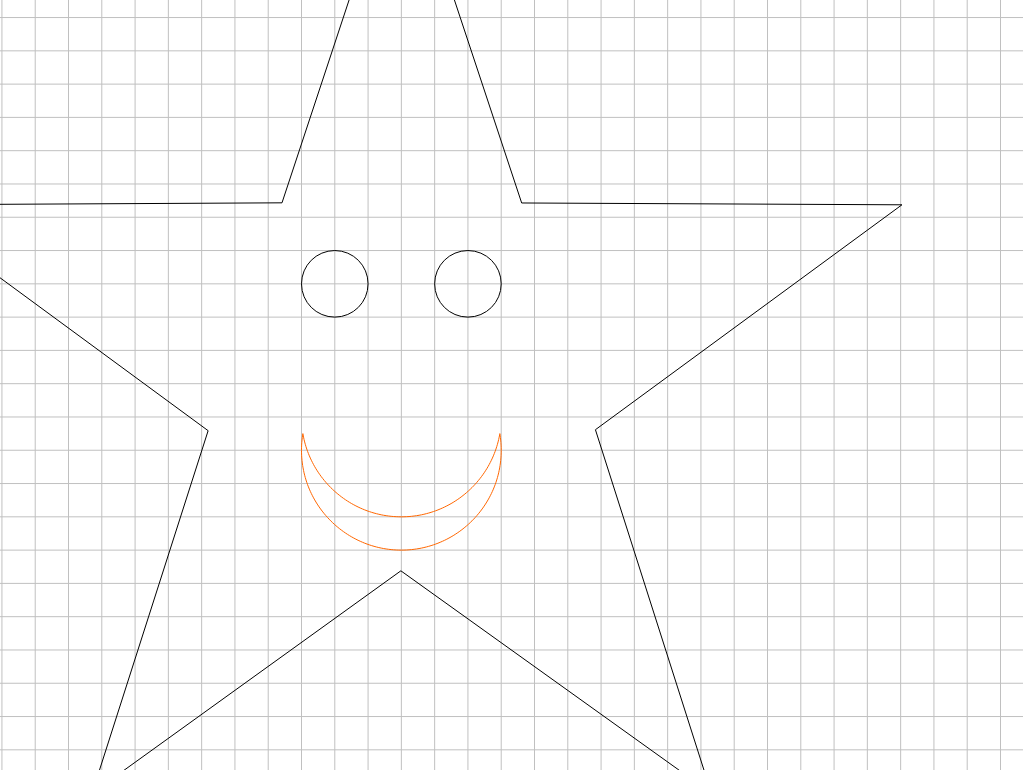
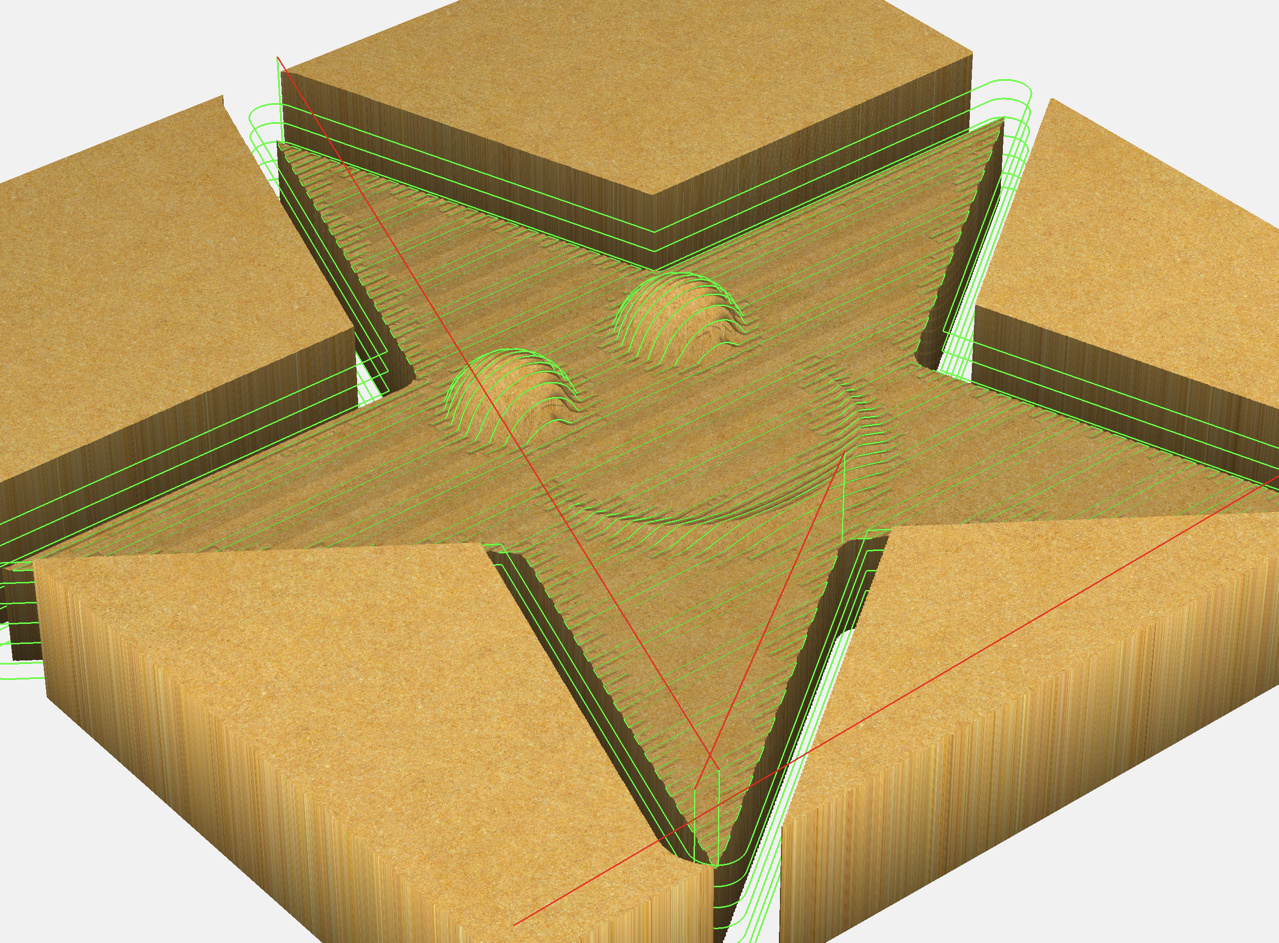
Looking at your file, you’d want to select only the outline of the star for the parallel finishing. Selecting the inner contours kept it from moving into the middle of the eyes and the mouth.
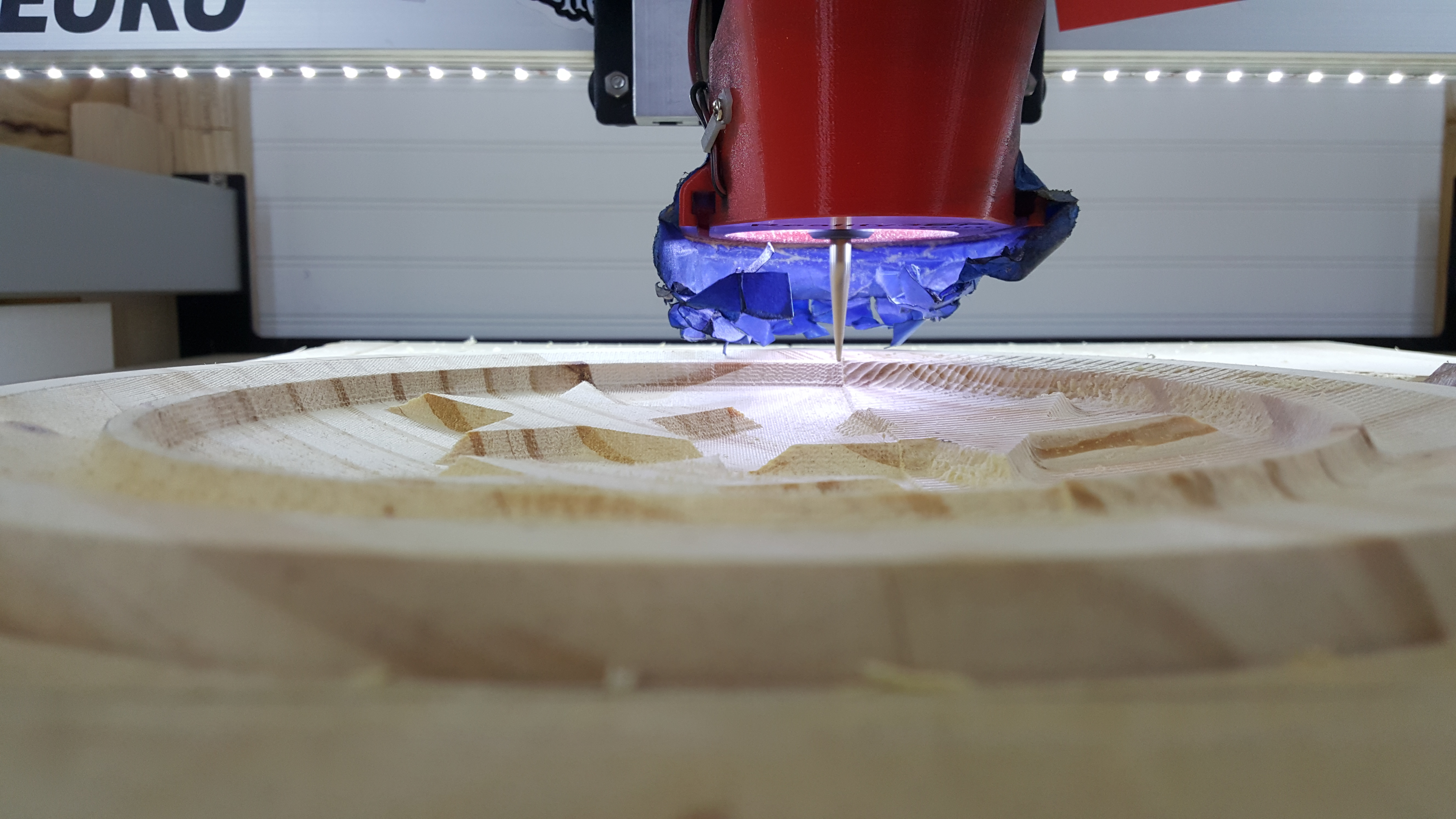
As promised here is a test cut.
Noticed that the “3d contour” tool path plunges to max depth on 1st pass.
So when wanting to use smaller detail bits, 1st run with larger ballnose to clear away matetial, then follow with smaller bit with decreased stepover to add fine detail.
Note the small blotch on left edge of star is from orbital sander… was being lazy sorry.
We are going to add a 3D Roughing toolpath that will prep the stock before finishing. It’s a more complicated algorithm so we wanted to make sure the plumbing for finishing was working before adding something more complicated.
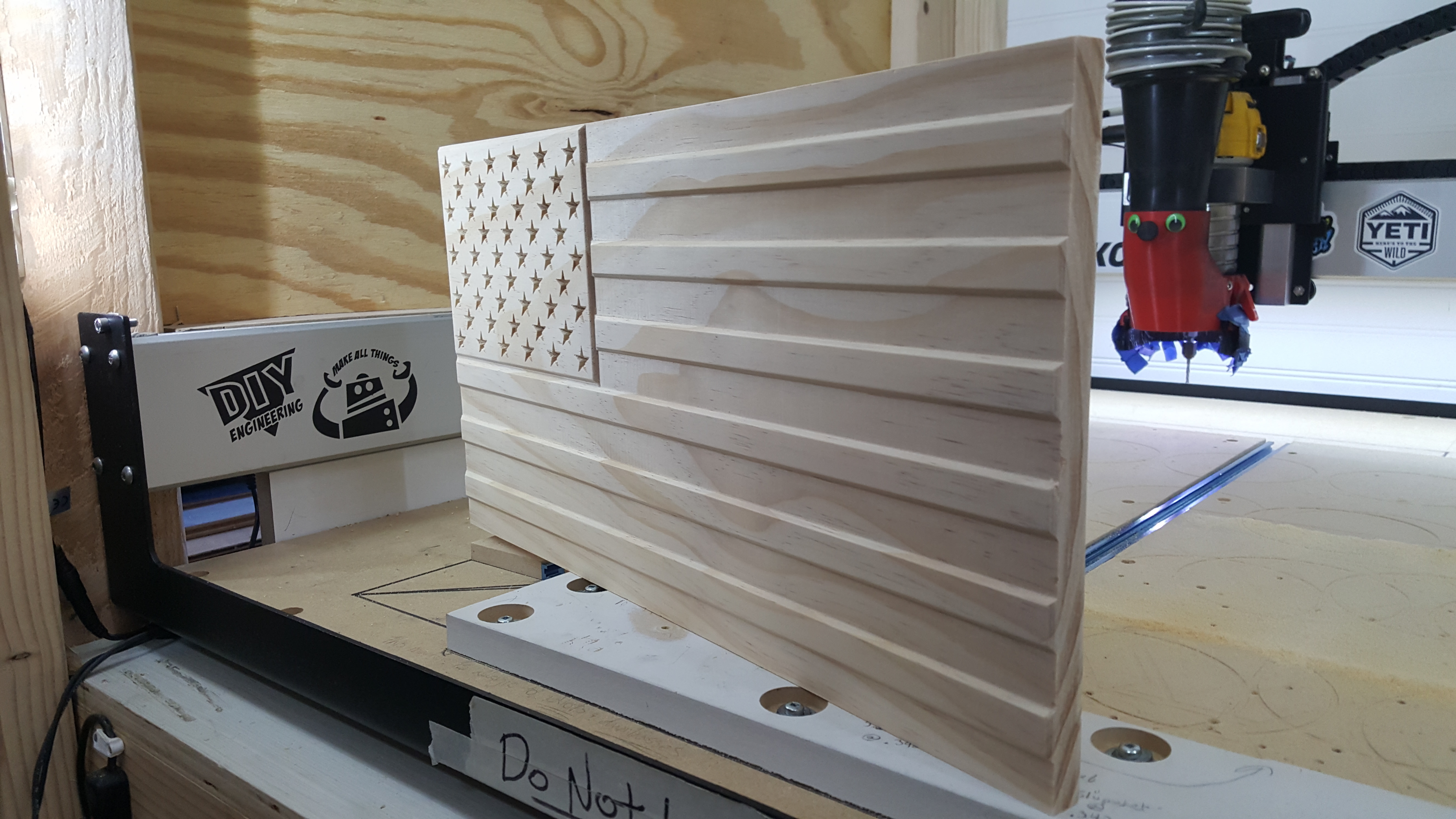
I have made a few 3d contour test cuts and have seen a lot of stepper motor “stuttering” on finish passes when I try to run above 80 ipm. It is odd because I dont seem to be skipping or missing steps, but when I look at the feed values while cutting they are well below what I set the cut to run at. For example, I was trying to run a finish pass at 100 ipm(.007 step over on 1/16th bit/~.005 to .01 doc as I was just cheating z depth to barely surface the piece) and was lucky if it was feeding faster than 80 ipm. Mind you, the files have little to no flat sections, and it leaves me wondering if it is software or hardware related(stepper motor limitations/steel core belts and associated stepper adjustments). The flag file ran fast with no issues.
Pretty sure plunge rate is going to come into play while the z is raising and lower the axis while doing the 3D contour cut.
This would make the 3D contour cuts go a bit slower while moving faster on flat areas.
I agree and am wondering if messing with my acceleration and max feed values has something to do with it. I’m sure a solution will smack me right in the face here in a day or two. If I have learned anything in the last 6 months, most cut issues typically arise from user error in cut set-up or machine set-up/ parameters.