It has been a long time since I wanted to turn on my router through CM. When I looked today that “Button” was not there. Did I miss the change?
I have the Bitrunner that works well. I am using the beta for CM.
1 Like
We had reports that the RPM was too low to trigger VFD spindles properly so we disabled it for the time being to see if anyone was using it. What do you use that option for?
3 Likes
Previously I used it to manually cut. Set my depth and jog. Not the correct way to do things. Last night I was doing maintenance installing a spare router. Wanted to see if everything worked correctly.
1 Like
To clarify @Zman, this is with a compact router and BitRunner v2?
Yes Sir it is. Not a function I use very often. Just missed the notification.
1 Like
Thanks so much for working to improve & speed up the workflow. I just tried the new beta with one of my test files, here are my observations:
(Shapeoko Pro XL, PwnCNC air-cooled spindle)
*) I also didn’t realize that you need to re-run the Setup Wizard, this should be probably forced automatically on first startup of the new version.
*) Thanks for the overall faster speed when moving the machine to and fro for various initialization tasks.
*) Extra thanks for increasing the speed of the BitZero probing - yes!!
*) The new workflow is not any less intuitive than the old one, it will be easy to get used to.
*) The removal of the popups (especially for Jog) is AWESOME. Never go back, please.
*) Unfortunately, it will still happen that the bit is measured twice before a job, which is one too many trips to the BitSetter. This happens when you probe for the corner with the bit that you will use to cut. The probe will trigger a bit measurement, and the “please insert tool” popup will trigger another one. I would like to see a “That is the tool that is in there already” option on the “please insert tool” popup or some other way to communicate this information to the software.
*) This may be just my personal problem, but with my current workflow, strangely enough this change would not save me time. The reason is that I prefer to probe for the corner and then again probe for Z further in on the stock, more towards the middle. I often find that the edge of the stock I’m cutting is slightly higher than the actual thickness of the stock (maybe a little frayed from the saw blade or perhaps a little expanded after sitting out for a while) and this will mess up the depth of my cuts. (Am I the only one who does this?) This means that now the tool will be measured after each probing. (I have long wished for a “X & Y only” corner probing mode, BTW) I suppose I can work around this by just manually jogging and setting the X and Y instead of probing for the corner, since most often in my work the X and Y zero is not that critical that an eight of an inch one way or another would matter.
Overall I like this change, thanks for continuing to streamline the workflow! Death to popups!
1 Like
The Pi build is now updated at Carbide Motion for the Raspberry Pi
10 Likes
I was using it all day today, it worked, except one time as I started to run a new file, I got this error message:
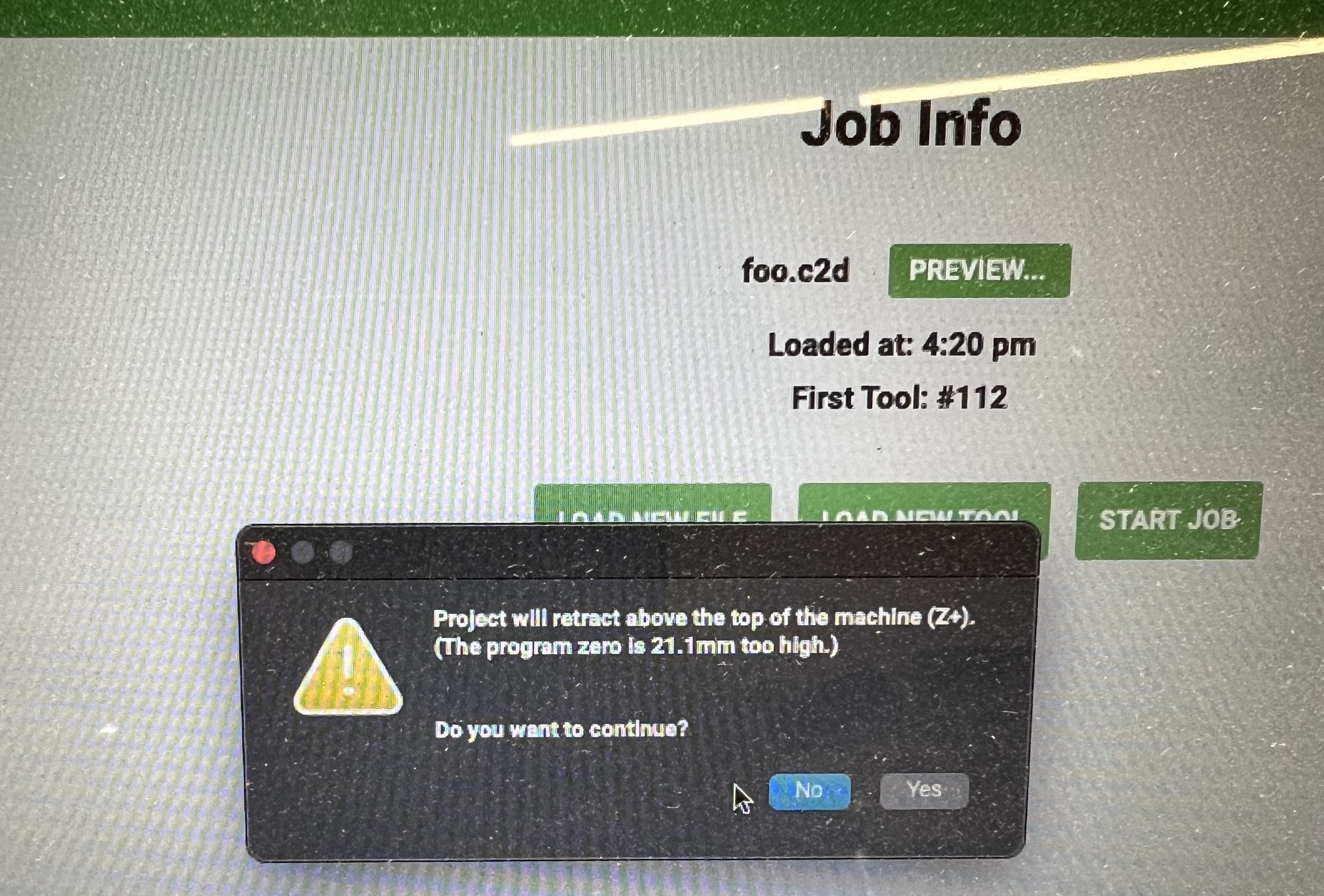
Pretty sure there was nothing in the file and I didn’t do anything to cause this. A restart of CM fixed it.
1 Like
Where are you setting origin in the file?
What is the Safety/Retract Height set to?
Where are you setting zero relative to the machine structure?
See:
Have run across an issue twice. Pre-Beata & with the Beta.
When I probe but don’t set Z low enough over BitZero it errors out. Error message is along the lines of “Machine busy not Idle”. I do have access to MDI but couldn’t find a good grbl command to put machine in idle.
The question I have what is the proper way to recover from this? I lose Jog functionality and basically have to re-initialize the machine.
With me doing this twice I doubt it will happen again because now I am very conscious of it. ![]()
In ref to the Beta I have done a few jobs and all seems to working as advertised,
Keep up the good work
This is definitely something we want to improve based on the architectural changes we made in Carbide Motion for the new BitSetter workflow.
3 Likes
I used this option for warming up the router. And I also sometimes used it to make manual cuts
Ok, I installed the latest motion beta so I could see if the workflow was better than the original which had too many prompts to change tools. So, this would hopefully improve that.
I am using the bit zero with the probe, not a bit as this can be inaccurate given a bit is not exactly round. So, I jogged over, did the probe and it went directly to measure the bit and started back to start the job. I would think that it should at least allow you to change your tool after doing a probe? What am I missing here? and before you say, “RTFA” I did read the article and it was not at all clear on this point.
After you set the Z-zero point, it needs to touch off on the Bitsetter with the same bit in the spindle to generate a tool-length offset value. If you change the bit in the spindle before that, the Z-zero point would become useless. With the prior CM version, the Bitsetter was checked first during the initialization phase before the Z-zero point is set. The point being is that the Bitsetter touch-off is needed in there somewhere with the same bit as was used to set the Z-zero point.
As the first thing a program run does is check the bit length on the Bitsetter before starting, it would be at that point which you would change over to the actual bit the program needs to cut.
4 Likes
After a probe, there is a popup to remove the ground clip, then there’s a BitSetter routine, then it retracts to the top of Z, and then rapids back to the X/Y you started at. It should not be running a job at all at that point. The intention here is to put the state of the machine close to where it was prior to the probe, so you can jog back down in Z in you wanted to do further probing, or use the rapid position back to the Z zero or Z zero + 6mm.
As I’m typing this, Joel jumped in with more info, so I’ll stop typing now.
2 Likes
I am getting up to speed with the new update. The only thing I see so far is if I (paper method) zero my “Z”, as soon as I click zero it shifts. Now that I am aware of that I move out of the way before I click.
No real problem, just be careful. Flesh is softer than a carbide bit.
3 Likes
I like the speed of the set up but when i load a new file it losses the the cutter and i have to reinitializ the cutter
I have the xxl pro then when i start to run a project it losses cutter and i have to reinitializ again and again i cant get a project to complete
Anyhelp would be great
1 Like
Can you list your startup steps here? Are you setting a zero, or using the zero from the last time you ran the machine?
1 Like
I can not for some reason get the beta to connect to my PROXXL. I have tried firewall settings, completely uninstalling and reinstalling. 622 connects just fine, the beta will get to the connect to machine screen, it will allow me to click connect but it just locks up while waiting for communication. While it is waiting, the motion screen that is still visible in the background acts like it connects to the machine and i can see the x,y,z locations and the stop button, but the set-up wizard is stuck then goes back to having me click connect to machine.