I’m very new to this so any advice / recommendations would be appreciated. I do wood flags on the side and Im looking to carve text into flag stripes.
I’m so confused when it comes to which bits are best for which jobs. I’ve had great results with a 90 degree vbit, however, last night I faced a challenge. Carving text into a stripe for the smaller flags I do, I could not get it right. The width on the face of the stripes is only .75"
Can I get some responses on a few things…
What bits are you guys most happy with when carving text?
What max depth is best to go with for best results in an area as small as .75"?
even on my bigger stripes (1.5") I get confused with which bits and max depths I should be cutting to for crisp results.
V-cutting — special purpose, used for engraving or chamfering, or cutting parts w/ angled sides. Identified by the angle of the V — 90 degree bits can be used for mitering. Sharper angles will cut deeper for a given width of cut. Engraving bits with a single-flute (look like half cones) are able to cut more deeply w/ a single pass.[19] Most V-bits are unable to clear chips, so require slower speeds.[20] See also V-carving reference books.
If work cannot be completed in a single pass, some operators will grind the tip to a 0.5–1mm radius ball point so as to minimize stepping (esp. when cutting wood). Discussion here: Steps in V carve file
number of Passes — Size guidelines for adding a radius at the tip (may vary based on bit angle and material):
<10mm — one pass
10–20mm — ~0.5mm
20–35mm — ~0.75mm
> 35mm — 1mm radius
The tradeoff is feature size vs. feature depth — an acute angle allows one to cut a smaller, finer feature w/ more depth, while a more obtuse angle allows one to cut a larger area w/ a single pass and while having a single bottom, as opposed to a ragged set of scallops.
Recommended bit angle for a given text size:
<1" 45–60°
1–2" 60°
2–4" 60–90°
4–6" 90°
6–10" 90 to 120°
> 10" 120° or greater
Material guidelines:
hardest timber available
use conservative plunge and feedrates even when doing more than one pass
avoid overlapping V-cuts — tends to cause splintering at the top edge, leave a ~0.5–1mm gap at the top
use a cutter w/ centered/symmetrical geometry
Formula for calculating the effective diameter of a V-bit at a given depth in Excel this is:[21]
=TAN(RADIANS(B3)) * B4 * 2
Where B3 is the angle in degrees and B4 is the depth in inches
Note that the angle of a given endmill may vary slightly, esp. if it has been resharpened. One suggested technique is to prepare a series of files set to V-bits at different angles and cut them in a piece of scrap so as to determine which angle best suits a given endmill.[23] Images along with a link to a Vectric post: CNCnutz: Test your V-bit angle - episode 151
A further consideration is that SFM will vary based on how far up or down the taper a given section of cut is occurring at:
Basically, the tinier the letters you want to carve, the smaller angle V-bit you need.
A 90deg vbit is great for “wide” cuts since it will not go too deep. But when you use a 90deg vbit on a tiny feature, by definition of how vcarve works, it will only go very very shallow, to the point where tramming/surfacing issues with make the cut difficult.
For finer details I like to use 25-30deg vbit.
And then you can/should leverage the “advanced vcarve” toolpaths to limit depth to whatever you need, regardless of the vbit angle.
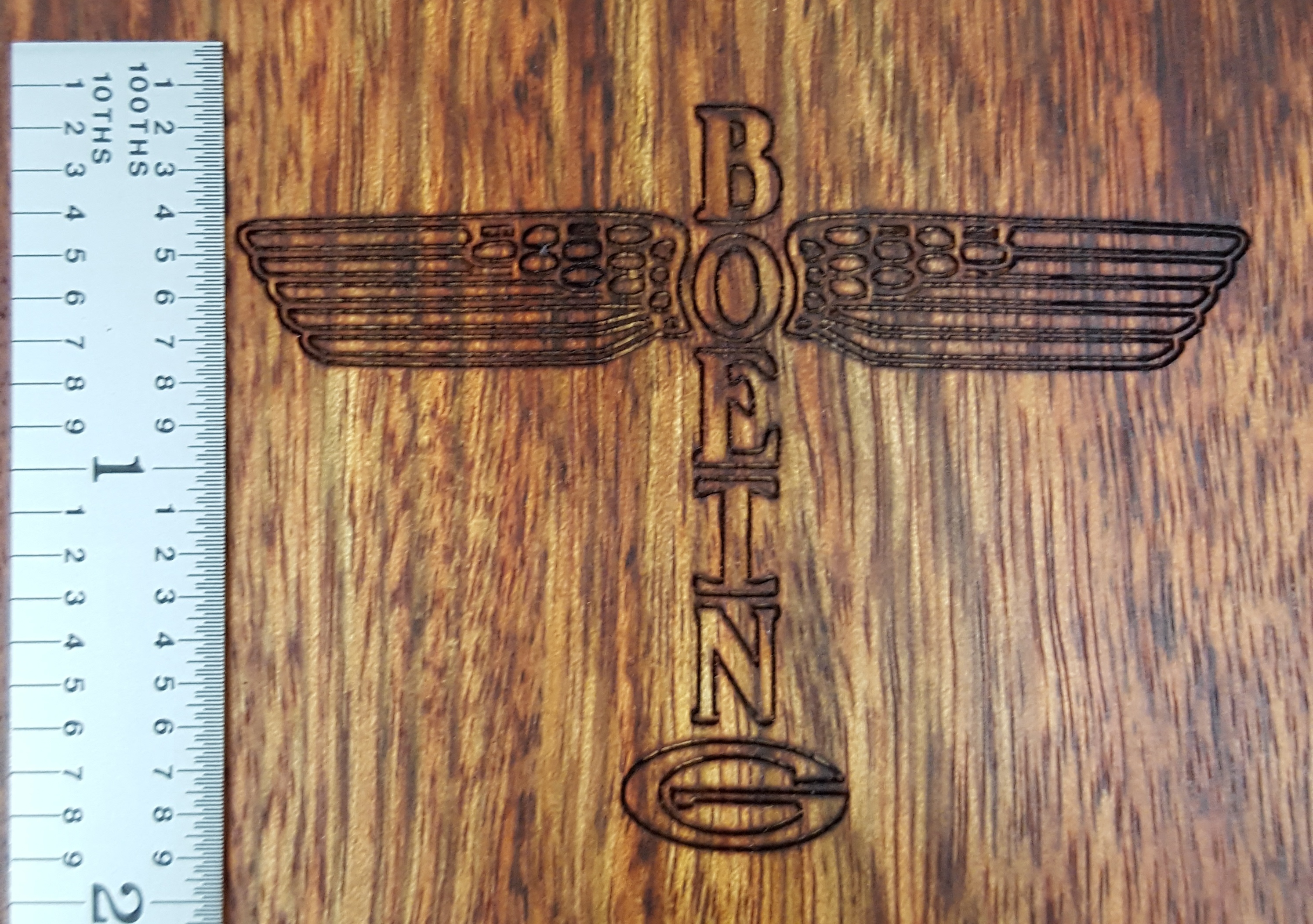
Well, you could use a small end mill instead of a v-bit if you want. This logo was done with an 0.0150" end mill from drillman1 for a customer a few years ago. The engraving looks almost like it was laser burned in due to the wood end grain darkening up when I oiled it. There is nothing on this board but mineral oil.
EDIT: The wood is Chechen. Chechen is also known as Black poisonwood or Caribbean rosewood