6-year old S3 XXL with HDZ hasn’t run in a while, except to make some router templates for traditional woodworking. The last time I made a template I found myself having to chisel out a good amount manually despite using the correct offset for the router bushing I was using. So THIS TIME I wanted to make sure it wasn’t something wrong with the Shapeoko.
So on the first template I made: Fusion
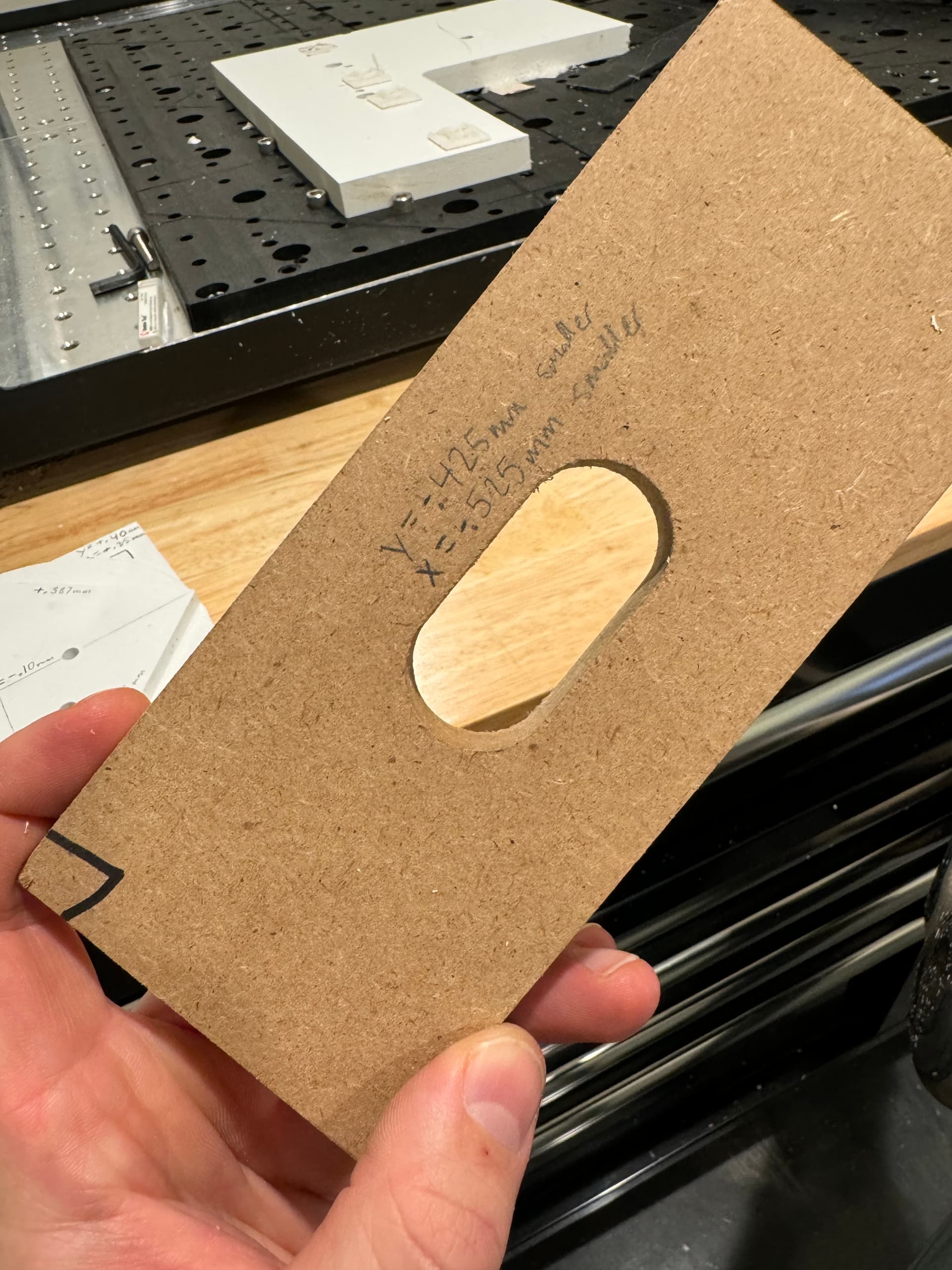
I discovered that the hole was UNDERSIZED by -.425mm in the Y direction and -.525mm in the X direction. Note this was with an 1/8" bit
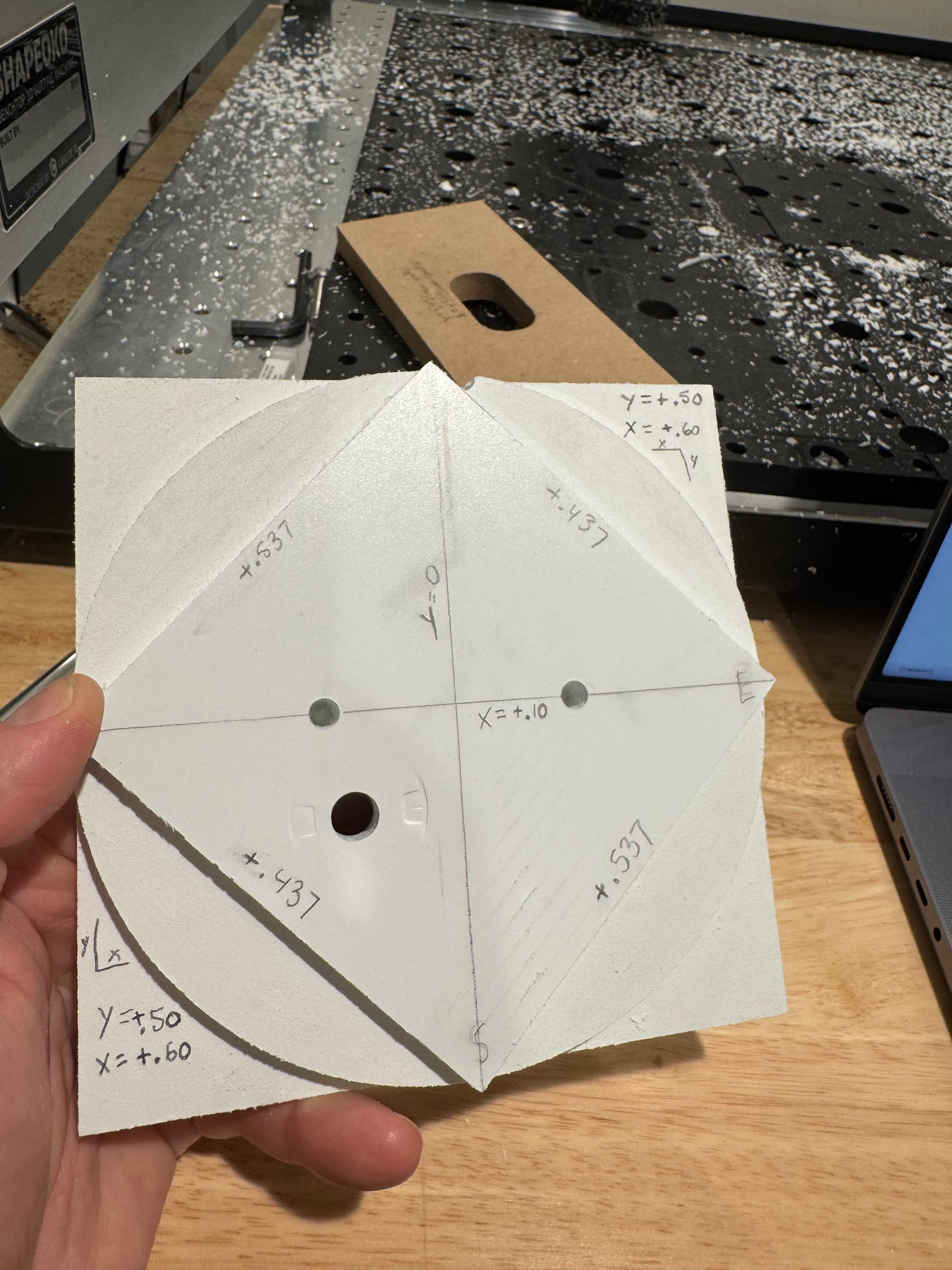
After seeing this happen, I decided to run a diamond circle square test in PVC. Note this was cut with a .25" bit: Fusion
What surprised me is that the tips of the diamond (and ergo the circle) are nearly perfect. Y= 0 off and X = +.10mm (which i would consider to be the margin of error of my Wixy Calipers)
What surprised me even more was that bottom-square was OVERSIZED any where from +.30mm to +.40mm. I’m not entirely clear how the points of the diamond can be nearly perfect but the bottom square be off by that amount?
Finally, as you can see when traveling diagonally on the diamond the I am off by +.387mm on the SW quadrant and +.537mm on the NW Quadrant.
Can someone help interpret the results of the DSQ before I go and mess with $100 and $101 settings? Specifically:
Why is my template pocket undersized when my DSQ is oversized? A
Why are the tips of the diamond perfect while the other edges are significantly off?
Finally, I have the machine on with enough material on the wasteboard to do another DSQ test tonight if anyone wants to troubleshoot directly.
Are the diagonals of the bottom square of the test piece equal? If not then you have to also fix racking, i.e. where squares are cutting as parallelograms.
Since the.racking occurs parallel to the x-y axis, the diamond is much less affected by it.
The usual suspects are belt tension, pulley set screws and obstructions. The obstructions can be buggers on the rails and/or dirty v-wheels. Power off the Shapeoko and slowly (slowly) move the gantry front to back and back to front. Then left to right and right to left. If you find any tight spots find out what it is and fix it. Lift on both ends of the gantry and there should be no movement. Lift the Z and there should be no movement. If there is movement then adjust your eccentrics.
Inspect your belts to see if there are good teeth. Some belts will stretch and look distorted. Over time C3D has had fiberglass and steel belts. The steel belted belts seem to fail prematurely. Move the gantry all the way to the back and put your finger under the belts on both sides and see if they have equal tension. Then move the Z all the way to one end and put your finger under the belt. All 3 belts should feel pretty much the same tension.
Repeat your tests and if consistently off you can adjust steps per MM but if the tests are inconsistent then you have a mechanical problem and not a calibration issue. It is seldom that you have to calibrate the steps per mm.
If your v-wheels are loose then loosen them with the proper size allen wrench. Adjust the eccentric with a wrench until you feel it make contact. Hold the eccentric with the wrench and tighten the allen bolt. If you dont hold the eccentric in place it will tighten from the torque of tightening the bolt. Make sure you dont have a drag chain causing problems and the vacuum hoses dragging anywhere. I have had the gantry drag chain fall off the back on my SO3 XXL.
If you make 3 of your tests and the measurements are off but consistent then you can change the gbrl settings for steps per MM but if your measurements are inconsistent keep looking for mechanical problems. Only change gbrl settings as a last resort. Shapeoko 3 machines are pretty consistent in cutting accurately. You can get bit deflection or you could have bad bearings in a router making your router spin out of round. That can be tested with the router off and a tool mounted and tightened and grab the spindle and it should not move around.
Use a digital caliper to read your measurements. Using a mechanical ruler can cause paralex issues and are not as accurate as a digital caliper.
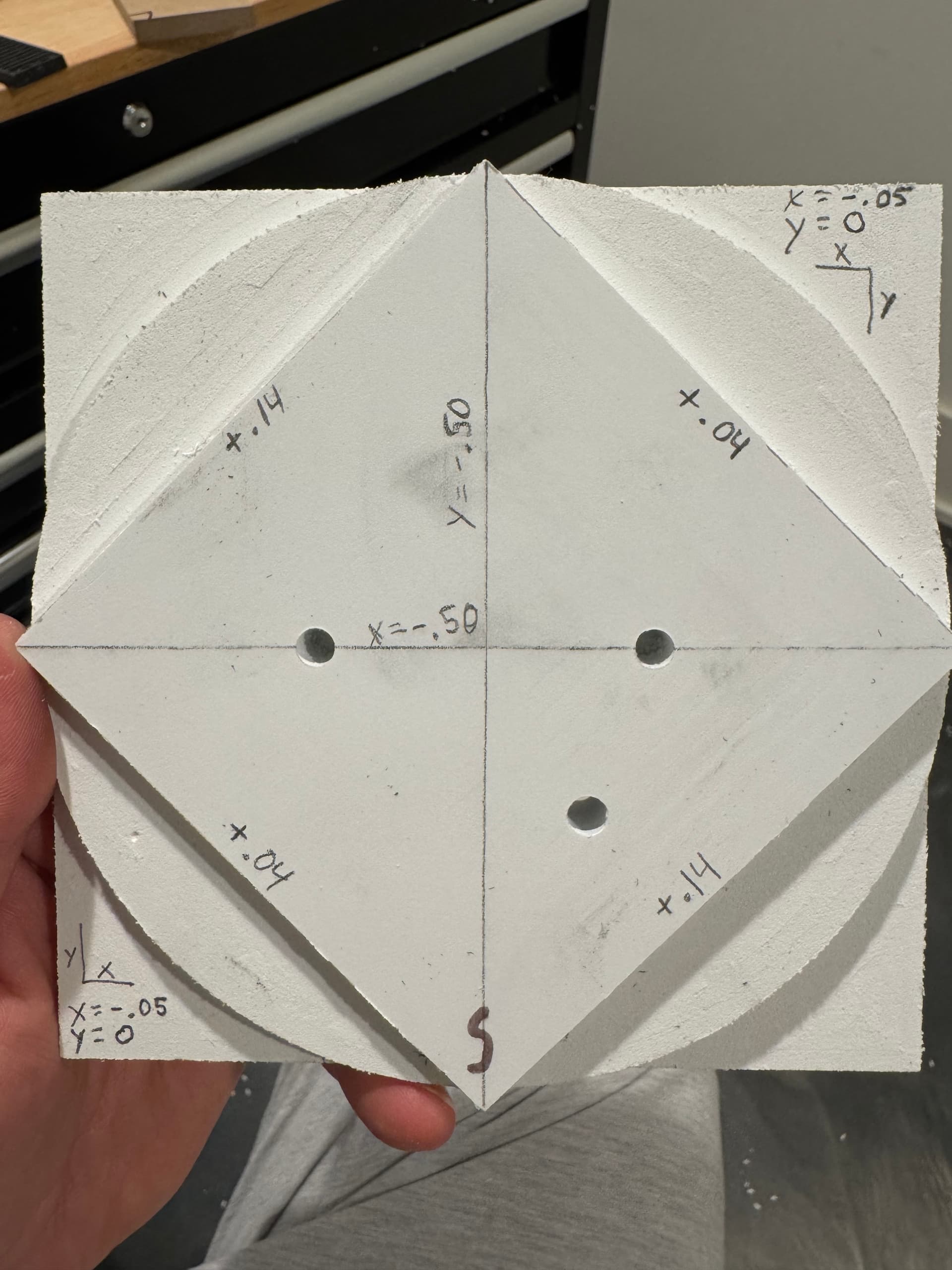
My X Belt felt slightly loose when compared to my 2 Y Belts. I tightened it a bit without replacing it. and ran another DSQ. In this case the DSQ was more consistently on opposite sizes. Thoughts on these results?
Also I don’t want to lose sight of this symptom incase it points to an issue.
Before you ask yes I checked all the V-wheels for tightness and debris all good there, pulley set screws are fine too.
One thing I didn’t mention in my OP, but hasn’t given me any issue before is my Y axis stepper motors squeak when initializing the machine (full speed) that hasn’t given me an issue in the past but thought it might be worth bringing up. here’s a video: iCloud Photos - Apple iCloud
Do you think i’m ready to cut 3qty DSQs and then mess with these GRBL Settings?
If you ordered 1/8" bits, you got ripped-off - that value is almost exactly 3mm.
If the shank is also 3mm, then be careful using it in a 1/8" collet - it may not grip properly and slip, or it could deform the collet so that actual 1/8" bits don’t fit in it.
Summarizing measurements are nearly perfect for the botttom-square and diagonals; however, what was perfect before adjusting GRBL, the distance between the points of the diamond, are now off by ~.5mm.
So by fixing the absolute X and Y values on the bottom-square I’ve buggered the distance between points of the diamond…
Full disclosure I don’t understand how to use a DSQ so I don’t understand what this these values are telling me
You have to do fancy math to calibrate using a diamond-circle-square test — which is why I like to prick with a V tool and use a caliper to measure to the center as noted in the link above.
I looked at the link you posted and while I understand the reasoning I don’t think it would actually duplicate the issue I’m having with these DSQ tests… your test as I understand it would show that my machine is cutting correctly when travelling parallel to either the Y or X axes. However, your test doesn’t account for diagonal cutting movement.
Asking kindly for you to take a closer look at the results as I no longer have an issue with final desired dimensions when cutting along X the Y axis (bottom square) after calibrating for belt stretch. Instead after calibration the only thing that is not coming out to spec is the distance between the verticies of the diamonds.
Again, I’m not familiar enough with DSQ tests to understand what a correctly sized bottom-square, and length of the diagonals, BUT incorrect length between vertices on opposite sides of the diamond are supposed to be telling me…
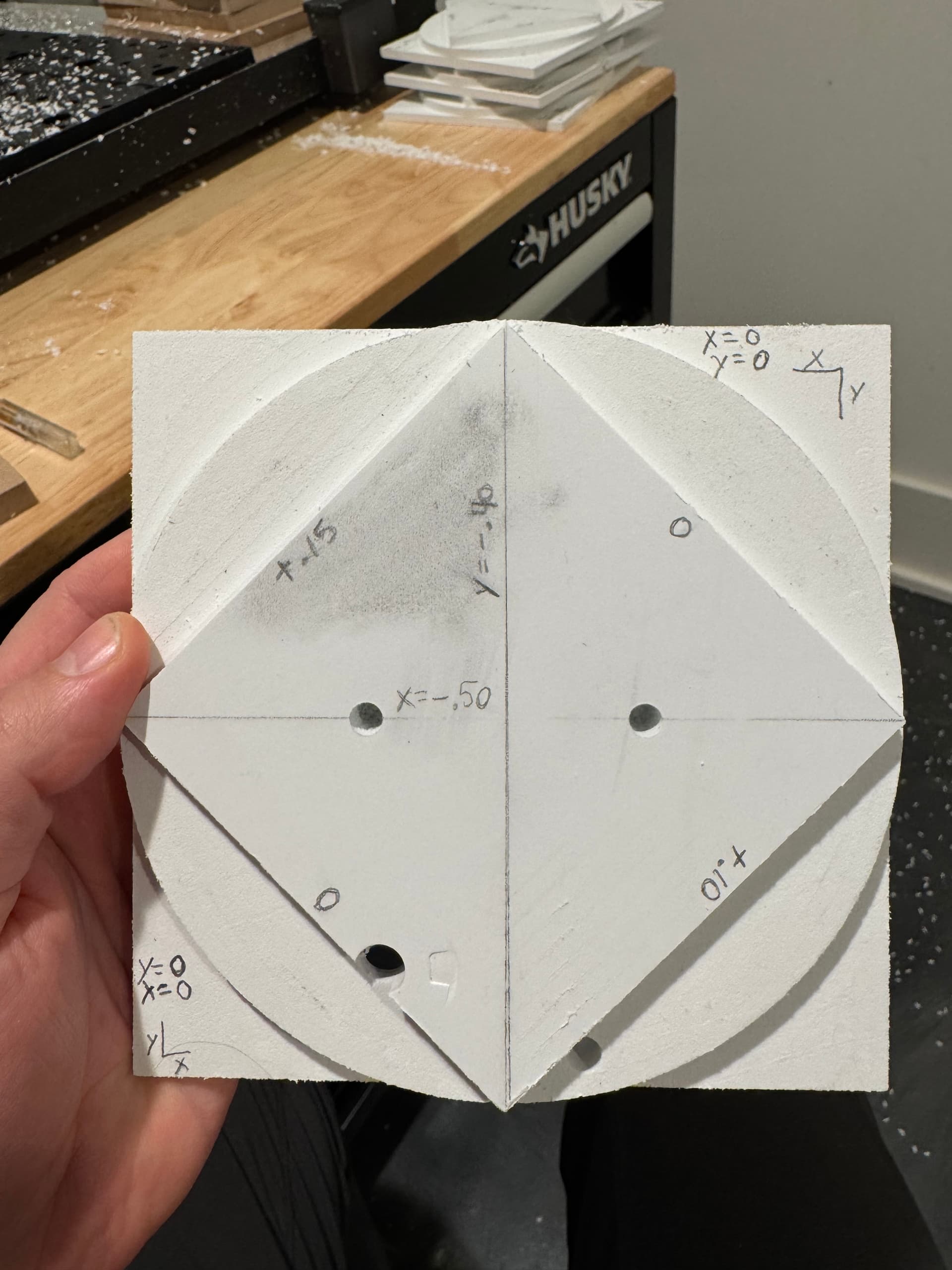
Here is my most recent cut after playing with the DSQ design file a bit.
If each distance of movement is correct along each axis, then a diagonal should come out correctly.
Using a Diamond-Circle-Square for actual calibration requires that you know absolutely what the effective cutting diameter of the tool is (or how to adjust for that).
Yeah exactly why I’m confused and even more so given that BEFORE adjusting for belt stretch the distance between opposite vertices was correct but X, Y lengths were off… (see my original images)
Just a thought… but maybe as the 2D contour pass is trying to machine a perfect vertex and the PVC isnt hard enough to be milled to such a fine point … whereas before adjusting for belt stretch it was able to maintain a finer point because the 2D path “missed” the vertex due to looseness in the x axis belt? Does that sound plausible to you?
I would work out the effective cutting diameter of the tool in question, then see what measuring a sample based on that works out as.
Past a certain point, the best option for a given file is to cut leaving a roughing clearance, measure, adjust the final pass based on the measurement, cut again, verify the measurement, and if things weren’t overcut (and need to be scrapped), adjust again if need be.
The other thing to consider would be getting the best quality belts — some folks have put forth that the actual branded Gates GT2 belts are more consistent than the knock-offs — other folks have had better luck with steel core belts (but replace them on a regular basis), and some other folks have managed to source Kevlar.
I find measuring single flute endmills (or any endmill really) very hard/not accurate, same with holes, slots, etc…
But I did eliminate this variable by switching to a different bit (everything in this thread has been cut using amana or onsurd bits) and same resullt.
I THINK the most logical conclusion is that when my bit rolls around the sharp corner of the diamond it subtracts ~.5mm from the result because the machine might be slightly out of square. In anycase i’m not going to worry too much more about it give all the other measurements are within .10mm or .005in.
Thats plenty good for the woodworking templates that I normally cut, but let me go back and cut the original template and just verify that this rabbit-hole DSQ accuracy hunt has fixed my original problem.
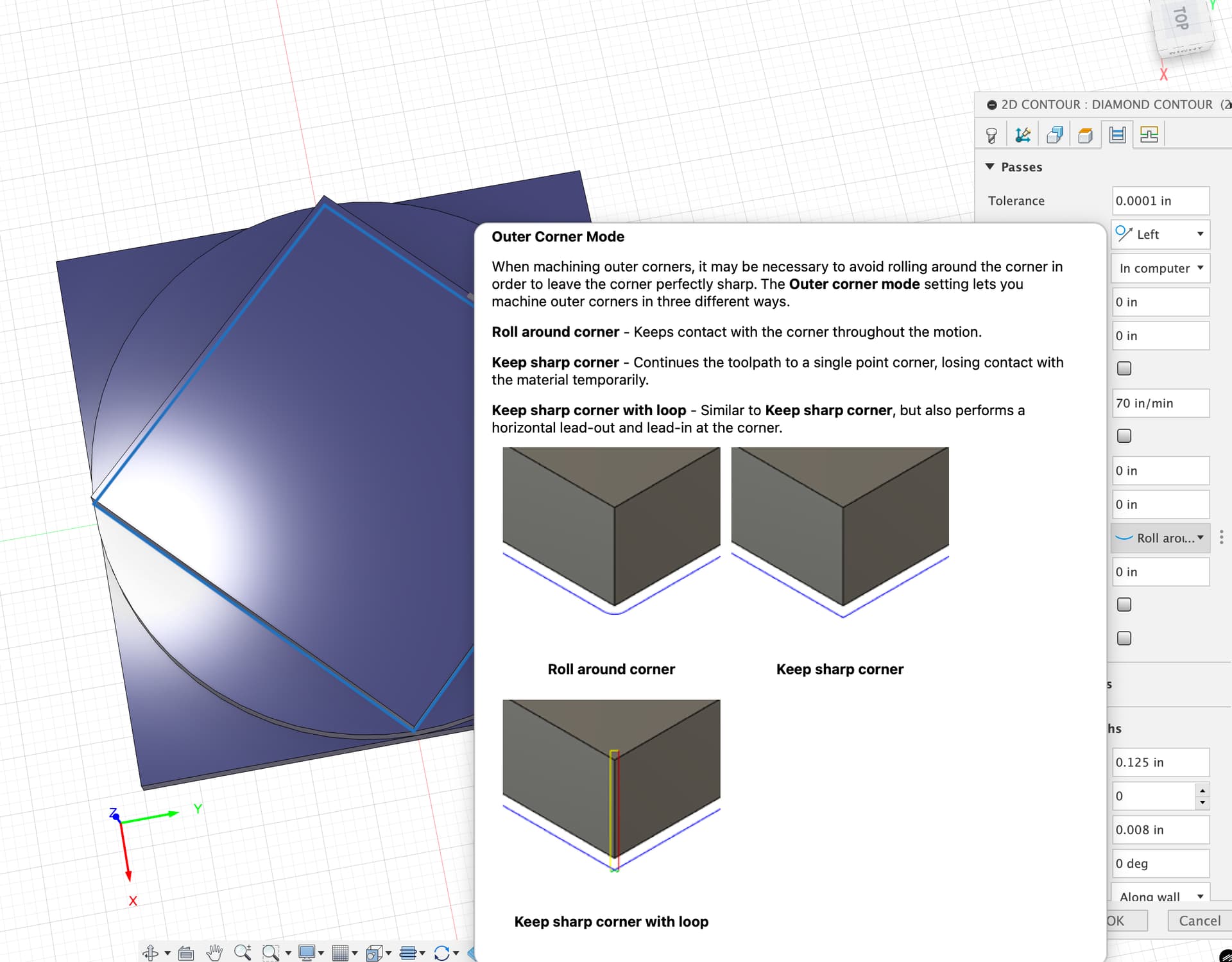
Another idea I have (for the next time I go down this rabbit hole) is potentially trying “keep sharp corner with loop” toolpath vice the “keep sharp corner” option i was using.