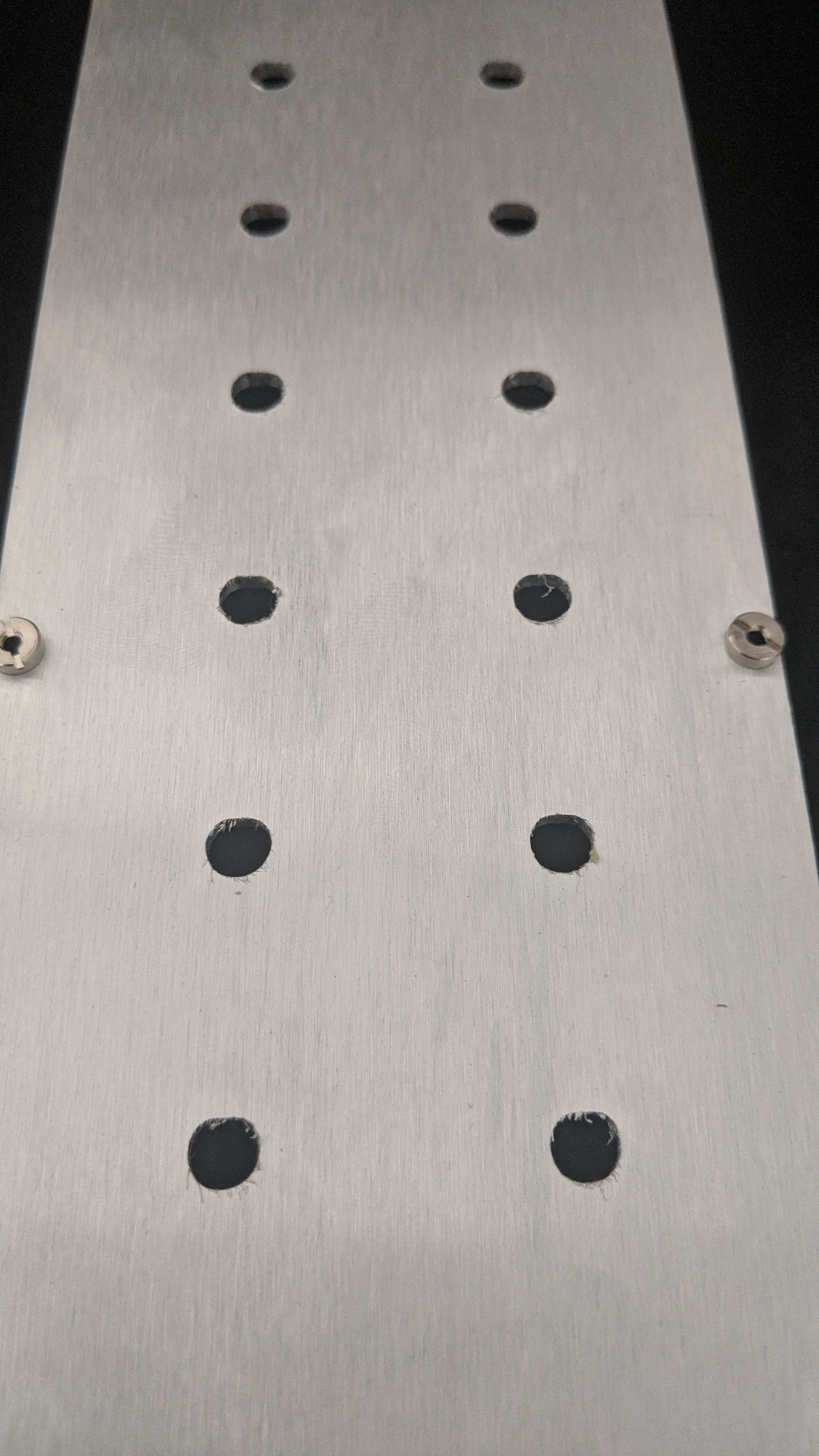
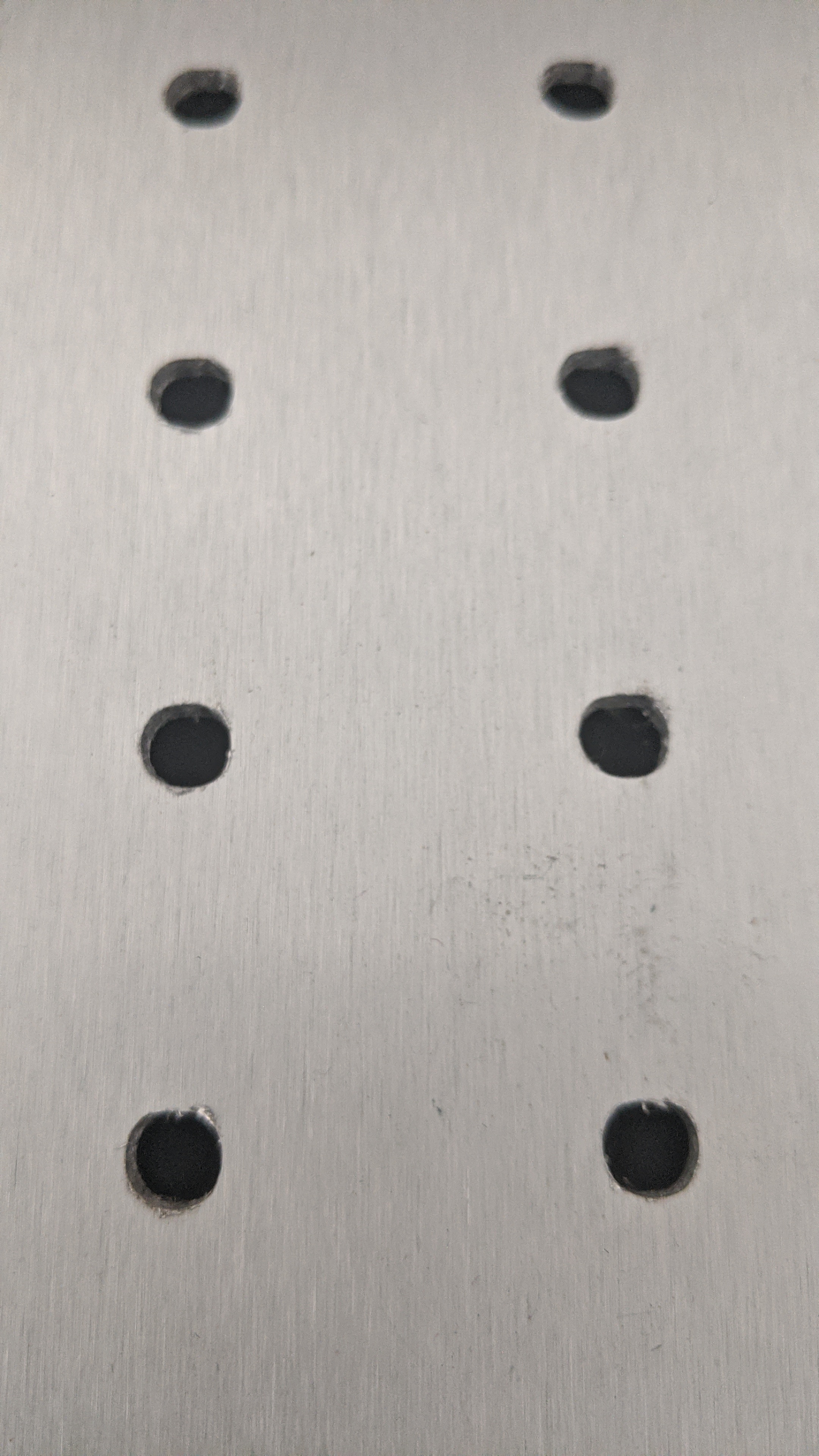
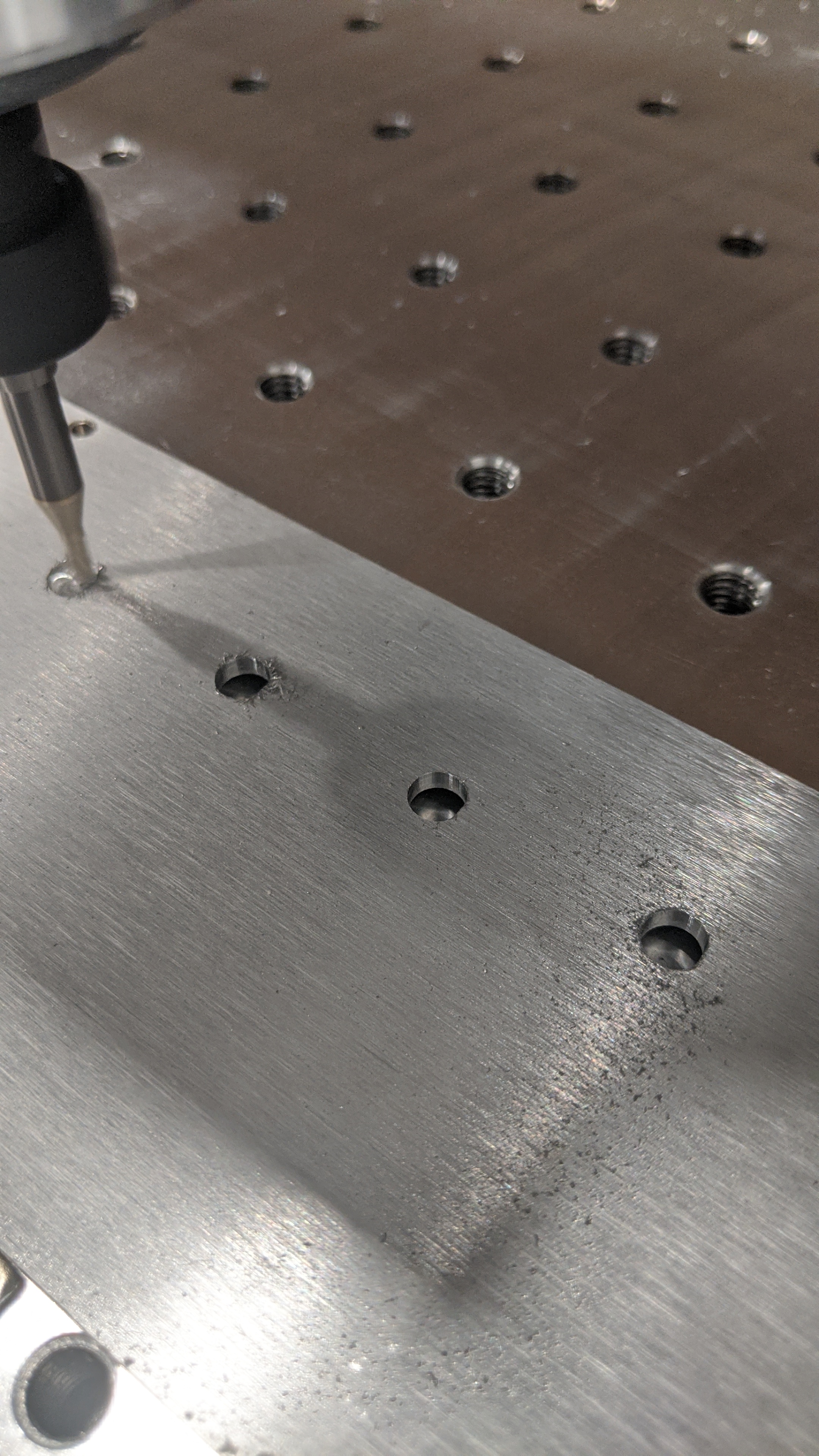
I’m looking for advice on how to get some cleaner cuts, my first attempt on this looks choppier than I’d like. I thought I was being conservative on the bit entries…I even hit decrease feed rate by 10% 3 times while cutting.
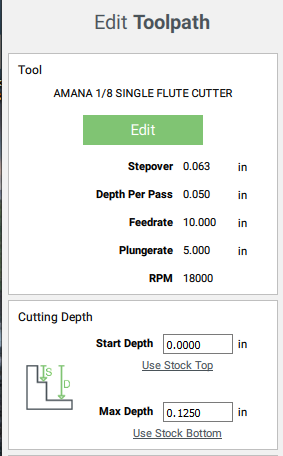
I’m using an Amana 1/8 single spiral flute
Belts are tight
No slack or play in any of the eccentric nuts
Using wd40 as a lubricant
Stock is clamped down securely
Any advice tips or tricks would be appreciated. I have the stock z-axis, would HDZ or Zplus be a solution?
If anything I think you should increase your feedrate a bit. 10ipm at 18000 RPM on a single flute grants a chipload of 0.0005", which is kinda the lower limit in my book, and depending on the sharpness of your endmill it may be dangerously close to rubbing (did you get nice little chips flying out during the cut ?)
DOC on the other end, I like to use 10% of the endmill diameter for regular (non adaptive) toolpaths, so I would probably decrease yours from 0.05" to 0.015", if that works better you can then re-increase it incrementally.
The Z-plus and HDZ definitely help to get good results/finish in aluminium, but they are not mandatory either, not at those feeds and speeds (i.e. they shine when starting to push things to more aggressive settings)
Check out the great MaterialMonday videos, there are several where Winston recommends settings for cutting Al.
I have no idea how 5052 is supposed to machine, the metallurgists here will be able to comment.
But the wiki has this to say about 5052
EDIT: so it says
“500mm/min, .3mm per pass with a 1 flute 1/8 carbide endmill, at speed 3 on a DW611”, which happens to be close to what I mentioned: 15 to 20ipm, 0.012" for depth per pass, at about 20.000RPM