When I create a circle in carbide create and resize it to exact size I need and hit apply, the program will make it close but not exact. Example: 3 inch circle and program makes it 2.995. Normally this is not a big issue but I am making a cryptex with interlocking rings with tight tolerances. 4 different size circles and with each one being a little off it will not assemble correctly without a lot of sanding. Any help would be appreciated.
There are a couple of factors to sizing. The first is the rounding errors for the steps of the stepper motors. The second is the belt stretch calibration needed on most belt CNC machines. So you could just be hitting the rounding errors for the steps. I have run into that in the past. So if your error is in CC it is likely the rounding error. If it is the physical size of the circles it might be the belt stretch calibration. For the belt lets say you sized exactly 3" but the circle and CC reports a 3" circle but when you cut the circle it is 2.95" or 3.05" then it might be the calibration. The belt calibration is changing the gbrl settings for more or less steps per MM. There is a finite numbers of steps of the stepper motors and they will not move a fraction of a step only full steps. That is the nature of stepper motors.
Under the covers any inch measurements are converted to metric so if you are comfortable with metric then use that. By using metric measurements and seeing what the number of steps per MM the stepper motors are you can calculate how far one step is in metric. It is possible with inch but it is less precise than using the native measuring system of metric.
1 Like
Thanks for that information. I did notice that the actual piece size did not match the size in the program. I will have to try to calibrate first and see if that works. If not I will check the belt tension. Machine is only 6 months old, but the belts could have stretched. Thanks for the help.
For calibration see:
I bought the 12" Harbour Freight calipers to calibrate mine.
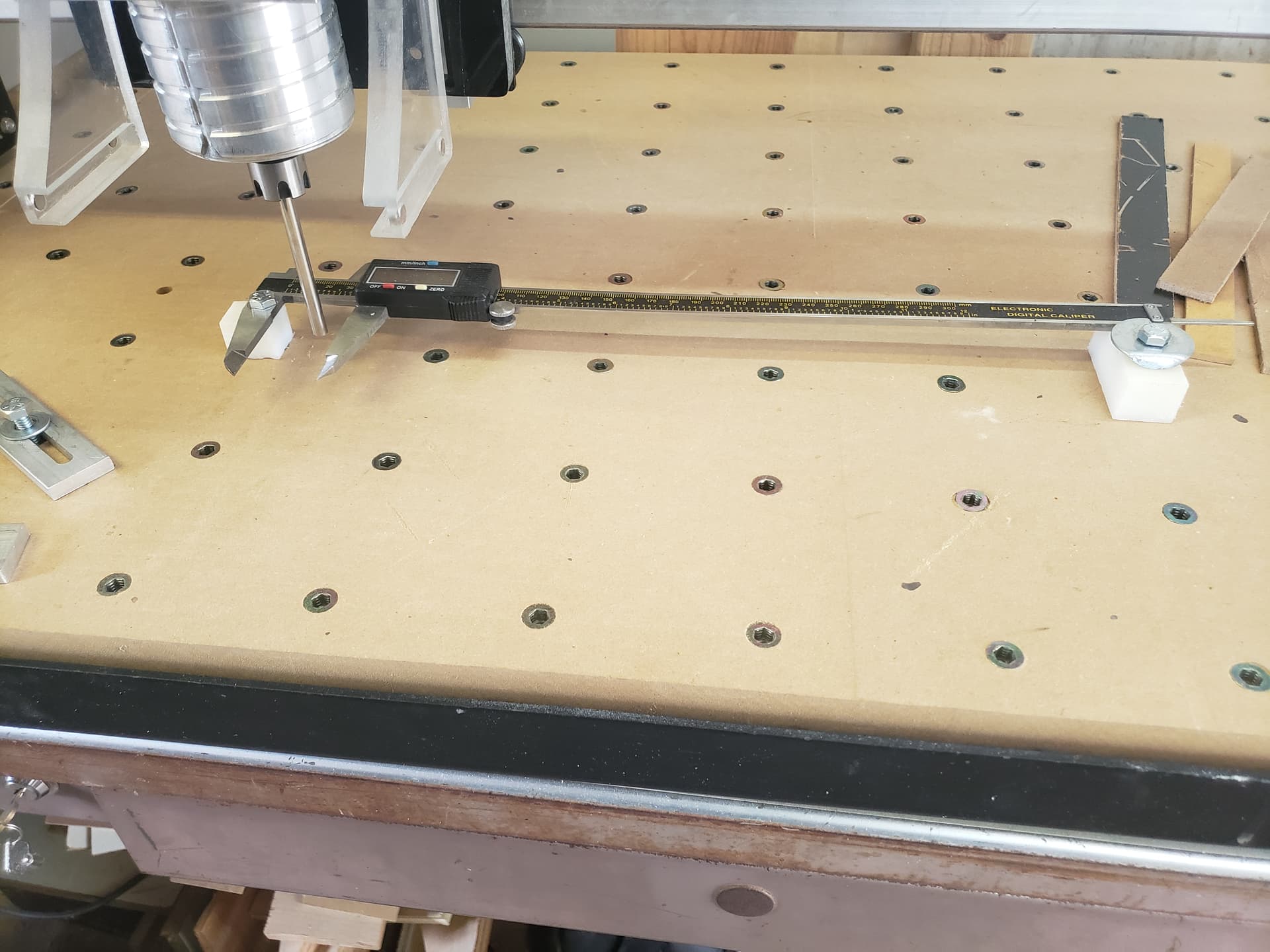
A piece of quarter inch precision ground rod for driver.
Zero both calipers and Shapeoko then jog over a specific amount, then read actual movement from calipers. Then a little math, turn 90 degrees and repeat for Y. Had to use a carbide drill bit to drill mounting holes.
4 Likes
That is a great idea. I already have the calipers so now I need to take the time to do it. Thanks for your input
That’s genius, much faster than cutting a square in some scrap like I’ve done in the past. I’ll have to keep this trick in mind.
This topic was automatically closed after 30 days. New replies are no longer allowed.