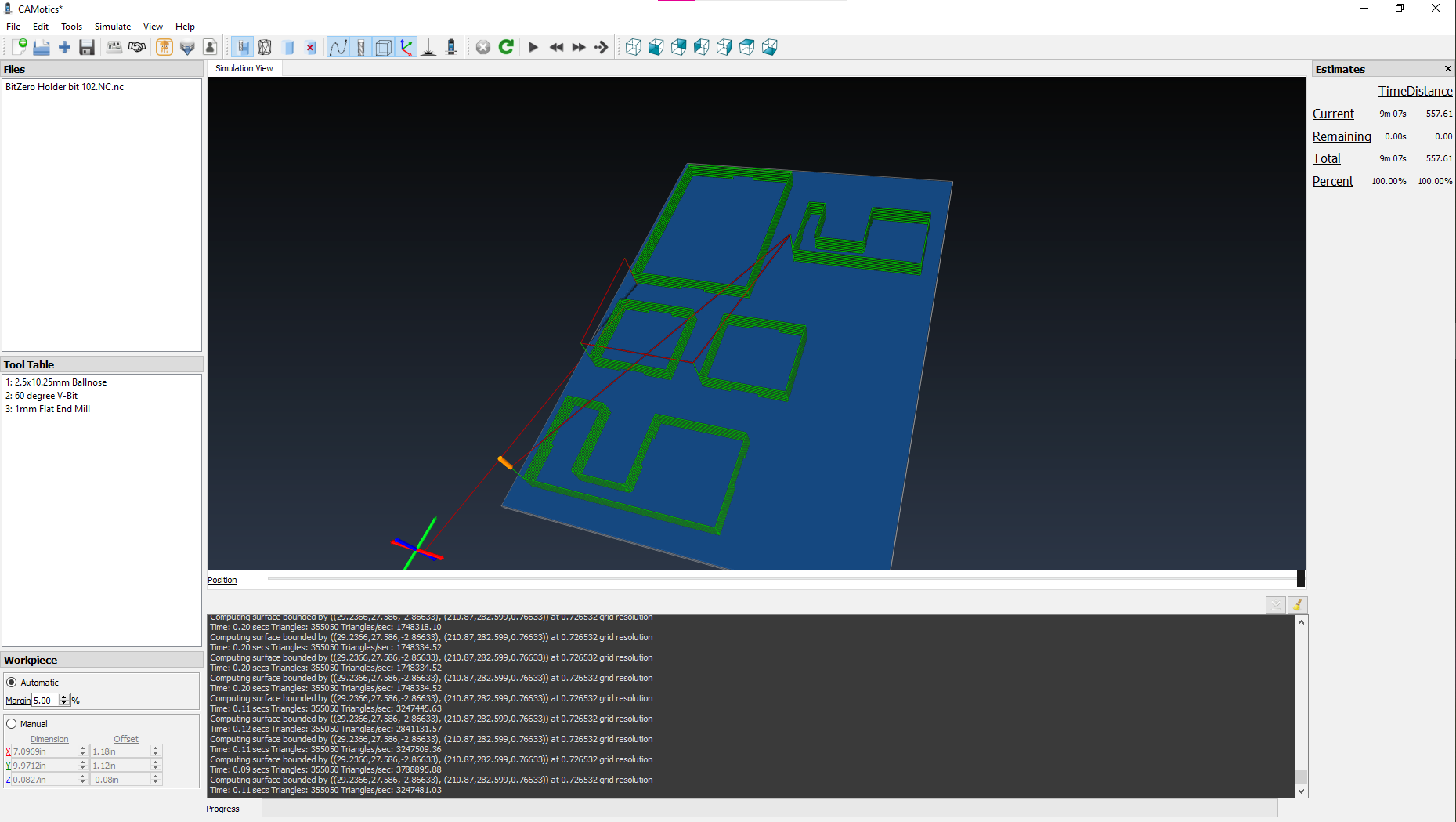
Just wanted to show how I use CAMotics software as a CNC simulation for G-Code. This verifies toolpaths are working properly.
This is showing how it looks when using Z zero from the waste board not the top of material. Other wise it would show cutting into the material as some like to see.
yep, CAMotics is pretty cool. When I am too lazy to launch it/configure it, I use the online tool ncviewer.com, which has the nice feature of being able to click anywhere on the toolpath and it shows which G-code line corresponds to that part of the toolpath.
It is called a waste/spoil board for a reason. You waste it and replace it. The mdf spoil board is not sacred and should be chewed up and then spit out. There is nothing worse to me than a through cut that left a thin layer at the bottom and I have to spend time cutting that out.
To each their own so you can save your waste board but I rip mine up and save time and replace when necessary.
I’ve also moved to spoilboard zero for most jobs. If there is any need for Z axis dimensional accuracy it is so much easier this way. Also, as you say, much more reliable for cutting through the bottom of the material without wasting cutting on the spoilboard. I have found that I can now frequently cut through just one of the two layers of the blue tape & superglue holding the workpiece by setting my Z cut through carefully (and then have to clean the goop off the bit).
Generally the only time I take the top of workpiece is on the second side of a double sided job when the first side was spoilboard zero and I want a consistent Z which doesn’t rely on stock thickness.
Some people have money to waste.
It took me years to get my SPXXL, I’m not going to chew it up and have to replace the Spoilboard every couple weeks.
I am one to take care of my tools. (Raspberries )
It depends on what you’re after. I usually don’t care about the preview of the cut (which I checked in the CAM tool / CC or Fusion or VCarve), but I do care about double checking at a glance where I set my zeroes, how many depth passes there are, and more simply whether I loaded the right G-code file, and just visualizing the toolpath is enough for that in 99% of the cases. That said, CAMotics is excellent and can do both.
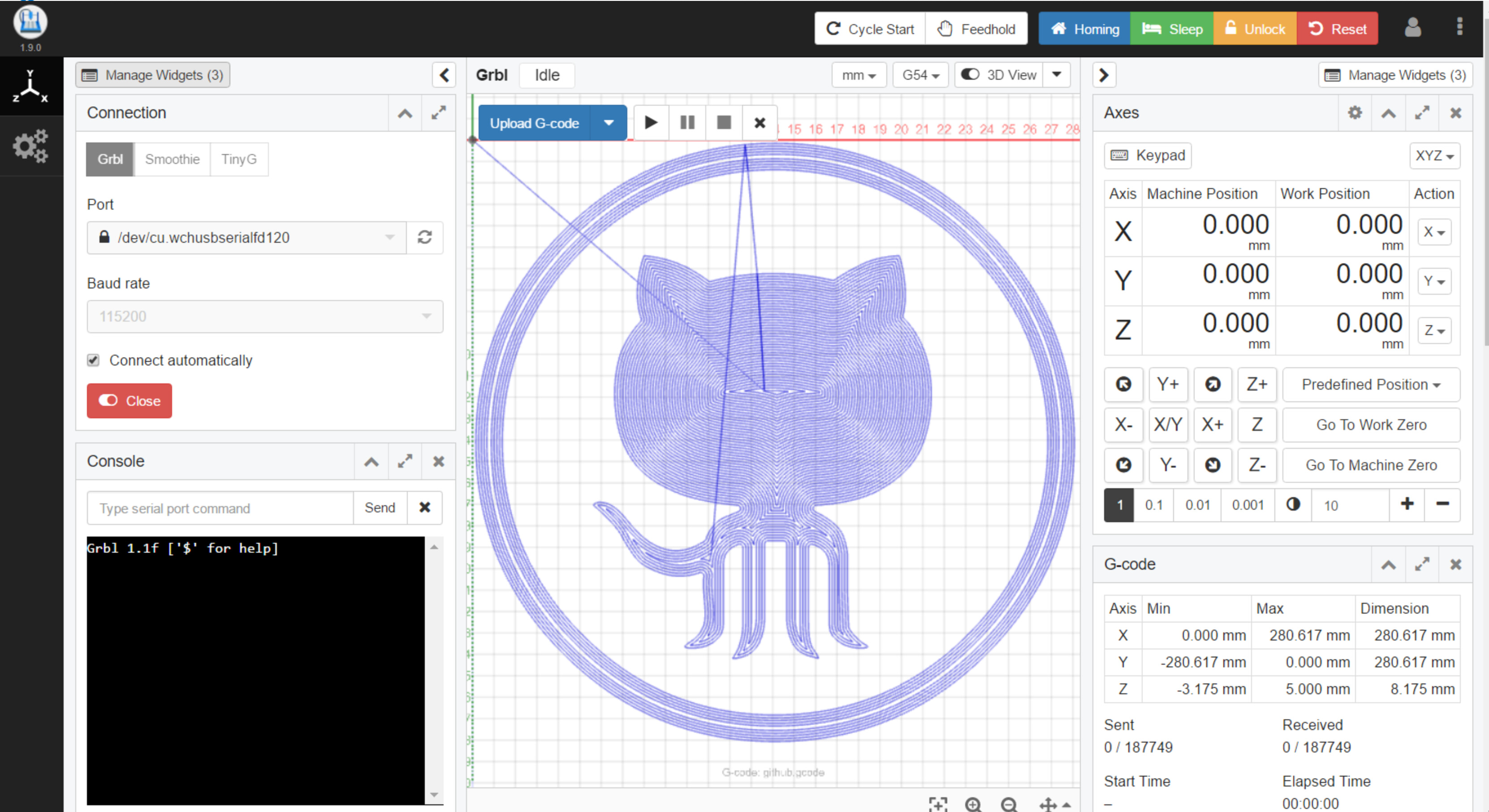
I very much like being able to use ncviewer.com while inside of Carbide Motion app.
ncviewer.com is truly great tool. In a Macintosh only shop, it seems to be the best option. It’s usually open side-by-side with Carbide Motion.
When using Motion, click green box “LOAD NEW FILE”, in your file directory, find a .nc file, and click once to highlight file, hold the left mouse button down, (before clicking on OPEN box, or double clicking), you can NOW drag that .nc file outside of your directory, onto the ncviewer.com browser window, and preview your .nc file to any level of scrutiny, and then if all okay, open the file.
With 1,000s of .nc files to choose from, it pays to be sure before carving away. I have left-handed and right-handed parts, and they all have combinations of left or right, top or bottom, and front or back positions. So many combinations to ferret thru.
ncviewer.com has prevented a lot of potential wrecks.
If I understand the question properly, the answer is yes.
Universal G-Code Sender has a visual representation of the job as it runs. It shows what was cut and what still needs cut until finished.
Depending on the speed in which you are running the visual aspect may be faster or lag behind a little.
I believe Estelcam may do the same.
So I guess this is where I make myself unpopular with the Carbide software dev team and ask how difficult it would be to plug one of the open source GCode visualisers into CM so you can see the toolpath you’re about to run or running…

 )
)