Sorry I made an edit which obviously didn’t take… 1.9.16, win64
Can you try 1.9.15?
1.9.16 isn’t an official release yet
Just tried both .15 and .14 with the same result
Everything else working ok? Can you jog the machine without issue?
Can you get a screenshot of CNCjs right before you try the probe?
Just dug into the grbl source. There’s only one way that error could happen on a probe, and it shouldn’t be happening with your probe commands.
It shouldn’t matter, but can you try a different sender? Just a sanity check.
Maybe a communication issue? Try restarting everything.
@stutaylo Any progress on this?
@neilferreri sorry no progress, my girlfriend borrowed my truck today and the oil filter popped off on the highway - Engine is written off… At about $10,000 to replace I’m less than pleased, or $2000 for a rebuild kit which I Can probably do it in a week or two…
I’ll try and get in the shed tomorrow and check out bcnc or ugs and see if I get the same result.
Another question - is there a continuous jog option at a fixed feed on cncjs? Or is it only incremental?
@neilferreri. The touch probe macro you did up for CNCJS using the Carbide 3D Touch probe has worked great for me! Thanks. Sorry for the delay in getting back here to let you know. Using this macro, and the built in Z probe macro has been a great help for me. Thanks again.
2 Likes
I have not technically seen this issue but possibly have seen something similar…I have never run the CNCjs server from Windows or Mac. I have tried several different setups using various Raspberry Pi (Not sure of the plural for “Pi”). What works for me is running the CNCjs server on a Pi ZeroW connected via usb to the SO3 control board and then accessing the server with my laptop via wifi. I have NEVER had an issue with this setup. I use a shuttlexpress connected to the laptop for jogging. The shuttlexpress is a tiny bit glitchy-like you have to wake it up or something- but this setup works great.
Now here is where I have run into hangs…I tried to run CNCjs using a keyboard, mouse and monitor plugged directly into the Pi. The server running in the background and accessing it using Chromium (localhost) on the same Pi. The PiZero could not do it at all. It worked on a Pi3B+ but the console would become unresponsive with longer runs. However, the machine was still running the gcode. Sound familiar? The Pi3B+ simply couldn’t drip the gcode, run the CNCjs server, and run the console via Chromium all at the same time. Rather than failing though, the computer seemed to shut down non-essential processes, like the console. This is mostly speculation, but it is what I observed. So maybe, possibly, you are running into the same thing on Windows or Mac machines with the same setup??? I honestly don’t know for sure, just putting this out there for smarter folks to ponder.
1 Like
There is a desktop CNCjs app for Mac and PC you can download, if I understand correctly, there is no need for the controller between the laptop and the CNC
You are correct. You can run CNCjs using the Windows/Mac app and control the Oko, but you must have that computer plugged into the Oko via usb. The Pi route adds wireless access to the Oko. I like having the wireless access to the machine so I can use either my laptop or my desktop as the interface. I also like to move my laptop away from the machine when running a cycle.
Well I guess it is a choice with some advantages and some disadvantages. I have an old laptop as my Shapeoko controller. I can take my work laptop wherever I want and I should be able to access my Shapeoko controller using remote access but I prefer not going away when the Shapeoko is working. Again, this has advantages and disadvantages, you need an old computer to act as a controller.
Yes, but the issue hasn’t seemed to be addressed yet. I have a cheap Win 10 tablet running my SO3, and I’ve seen the issue with that. I have another CNC connected to a much more capable PC, and I don’t recall ever having the hang up issue. That said, I do more with the SO3, so I haven’t tried a comparable job.
Also,
1 Like
Neil- your macro is awesome, a complete N00b like me is able to use the 3 axis probe. Thank you so much!
But I do have a potentially dumb followup question:
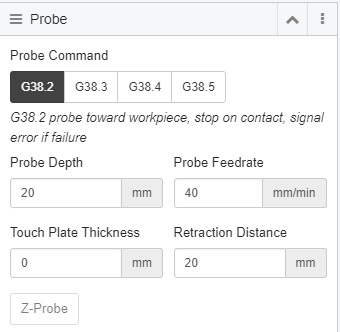
If I just want to probe Z… I assume I can use that Z probe module, but do you know what values one should plug in if using the standard Carbide 3D Touch probe?
1 Like
Probe depth = how far you want the Z to move down before it throws an error. (So you don’t drive through the wasteboard or lose steps on a probe failure)
Probe Feedrate = the probe feedrate
Touch Plate thickness = Thickness of probe block. I think 25 for C3D or 22 if upside down.
Retraction Distance = Distance the Z retracts after a successful probe.
6 Likes
So I think I have read just about every post in this thread…and shockingly, still have a question. @neilferreri, can I use your diameter independent C3D macro to probe for a v-bit or a tapered ball nose? I know in Carbide Motion it makes you pick a bit from their collection and they are all straight end mills. Thanks for your help and looking forward to learning CNCjs and using your macros.
Not really, because the dimension of the mill end changes. Whilst it’s technically possible it is dangerous, a V bit could extend past the depth of the probe.
You can still probe Z, but there are allot of variables for a V bit which makes it unsuitable for X/Y probing.
1 Like
Folks, I feel a tad overwhelmed. I just finished assembly of my XXL (first foray into CNC)…I’ve also upgraded to the Beaver HDZ and Zero 3 probe with many thanks to @Luke. As another poster above said, I feel like CNCIdiot#1 ha. Anyhow… here’s what isn’t connecting for me. Let’s say I create a logo in Illustrator that I want to make a sign. Knowing I use CNCjs with a Mac laptop directly connected…seems like a dumb thing to ask… but what the heck are my steps - ie. process??? (I do have 2 dummy books on their way from Amazon).
I assume: 1) Save as svg, next can I use Carbide Create, or should I use Fusion 360? Can anyone help a dumbfounded old guy? LOL. Thanks.
As a followup (the logo I want to cut out is somewhat “grunge”)… so can I get that effect, or would it be better to have very clean lines. Thanks guys… I am very excited to begin this new adventure.
{kind=link}
PS: I did just discover the Create a Two-Tone sign tutorial, so I plan to do that… though I’m sure it doesn’t cover CNCjs, HDZ or Zero3.
If I were in your shoes, I’d start on this page: Carbide Create Video Tutorial Series to get the skills downpat with Carbide Create (CC). Fusion 360 is awesome but my suggestion would be to get comfortable with the process of creating a design, setting up your material, then cutting it before moving to other software like fusion.
The tutorials videos will have more detail around achieving what you want, but the basic process for me is as follows (this isn’t a CC tutorial, just a workflow guide)
- Select appropriate material for what you want to make. Measure Length, Width and Thickness.
- Set these dimensions in CC, and design your job. CC allows import of SVGs (Bit of good info on this here), but for your first few jobs I’d suggest just doing a sign using the text tool in CC.
- Create your toolpaths in CC to match the endmills you’ve got - double triple check all your zero points and tooling, safe Z heights… getting these wrong catches pretty much everyone out at some stage. if you plan to use your Z probe ensure your Z is set to the top of the material, not the bottom.
- clamp or screw your material down to your wasteboard, square and flat
- when your toolpaths are created in CC, save them as Gcode (usually a .nc file)
- open CNCjs, home your machine, then set the X & Y zero as the same place you did in CC (e.g center of material, bottom left… neither is better, just ensure you match what you selected in CC)
- to set the Z zero, use the macro that Mr Beaver supplied with the Probe, or for your first few you can put a piece of paper between your endmill and the material and lower your Z axis in 0.1mm increments until the paper cannot slide between the two. (I use this process on almost all timber jobs I do)
- in CNCJS, open your file, and jog the machine around with the viewpoint from the top, and check that the toolpaths don’t hit any screws or clamps, and are within your material area
- if it looks good, load the correct endmill, start your router and press start in CNCjs. If it’s the first time I’ve run a Gcode/job then I keep my hand close to the power switch / E-stop for the first minute or so, just until I know nothing is amiss.
also check out https://docs.carbide3d.com/ for heaps of useful info.
and searching the forum or searching google returns a huge amount of results… for example anything like ‘workholding’ or ‘clamps’ or ‘Carbide Create SVG import’ all bring up heaps of info.
hope this has helped, it’s not really specific to the HDZ or Zero3 probe, or cncjs, just a bit of a process to follow… I figure just ask about specific bits that don’t make sense and people will explain
6 Likes
WOW!!! Thank you thank you!!! Will dig in…much appreciated kind sir!
The machine will cut what it’s provided — might want to see if a texture toolpath at the bottom helps out:
1 Like