Evening everyone- I’ve recently been cutting some colorcore and really struggling with the 60* v bit (302). The 1/4, 1/8, and 1/16 flat milling bits I’ve got figured, but the 60* has me stuck.
150 ipm, and 20,000rpm is what I keep seeing as the norm. I’ve tried slowing down and speeding up both, but can’t find the sweet spot. I’ve attached two pics to show what I keep ending up with. The pic shows an advanced v carve that simply didn’t finish well. Thank you for any advice!
-Ken
Thank you for the reply- I read through your post numerous times before putting up mine. I will need a v bit later in this project as this was a test piece that I was using to try all the different cuts/bits I will be using. I can away with a 1/16 in most cases, but will most certainly need a V for the tighter spots.
By the way, beautiful work, the signs turned out great!
Have you tried running the cut twice? When I am cutting really thin single line fonts, the first pass cuts the wood, but packs the swarf into the channel. The second pass clears out the swarf.
Maybe (just guessing) the second pass might clean up the edges.
Thanks. I won’t lie, there was a fair amount of picking out fuzz in there but it went pretty quick.
On the butterfly I used some very tiny bits that I had picked up some time back. It was a set of 10 I think that had 2 of each size ranging from 1mm to 3.175mm.
If you run an xacto knife along the edge on yours does it clean up ok or is the stuff all melted? Can you use a regular bit to clear out most of it and then a V to clean up the edges or do you not have room for that?
I ran into the same issue with acrylic and solid surface (corian). I got great results by doing an Advance V carve first: Max depth 0.10", Depth per pass 0.09". Then I would follow that with a V carve: Max depth 0.10", Depth per pass 0.10", feed rate up’ed by about 30%. The Corian and acrylic are not as soft as the Colorcore, so do a few practice runs, but running another V carve sure beats fussing around with hand tools.
I think the RPM is way too fast. I would drop it to 10000. Cutting with the V-bit first will help in the areas where the clearing tool cuts. A stiff nylon scrub-brush usually works for me to clean out the fuzzies. In a lot of cases, my thumbnail is enough, they wipe right out.
I second what Tod said. I did some cutting on 1/4" poly and at the higher rpm’s and feeds it looked just like your results. It is not cutting it is melting the material. If you set your rpm to #1 and set your feed to 30ipm you can increase or decrease the feeds until you get chips. I had really good results doing it with this method.
Thank you for the replies. I will certainly try to lower S&F and adjust from there. I always use a stiff brush to clean up edging, but this (picture) simply didn’t budge; I assume it was melted from high rpm.
I will return with some results for anyone else following along with similar issues.
Thank you again!
-Ken
Evening-
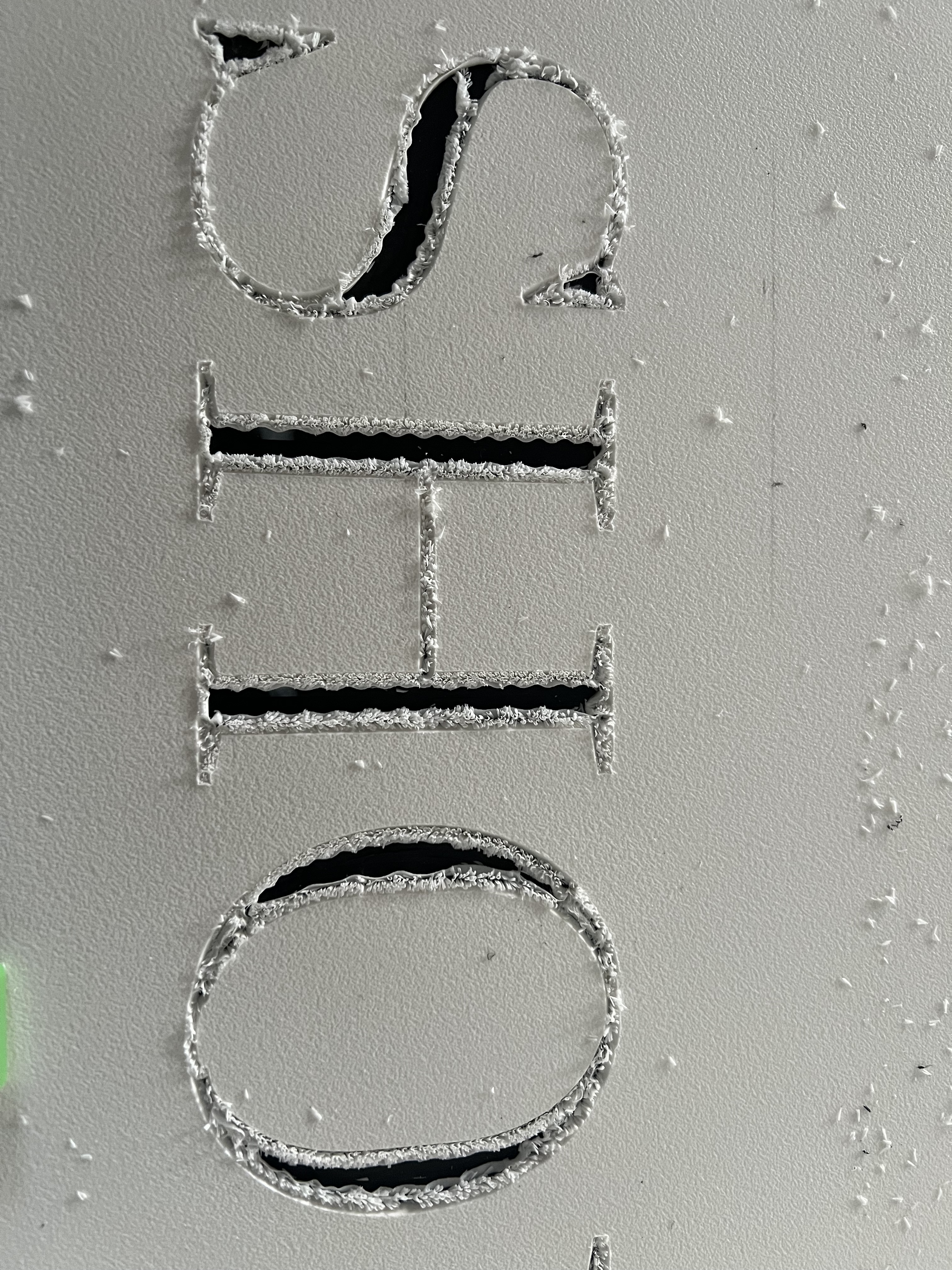
So I tried to lower the S/F as suggested and had almost the same results. I’ve attached a few pictures for reference.
Using the 60*, I started at 10k, 30ipm and worked my way up…all looked almost identical. After the cut, I used heavy tweezers to loosen, then pull long pieces of cut plastic out, but I have to really loosen it up first…a stiff wire brush did not remove this, I had to pull it up.
For this cut, the 1/16 was not slim enough and the 60* was needed. Thank you for any advice!
I left some of the loosened/pulled pieces attached on one side to show how it looks
What type of Vee Bit are you using? Single flute, two flute, multi flute? Plastic needs a high clearance bit to keep from melting especially at RPM’s exceeding 10K.
I don’t know what machine you’re using but I’d say that’s way too slow. I’d start at 20k and 150ipm and increase feed from there. If it’s too much for your machine, decrease the DOC. Remember, your Z axis is your limiting factor here. Don’t forget to adjust your plungerate as well. The machine has to slow down on the vcarve’s 3 axis moves.
Thank you for the replies everyone, busy day yesterday and didn’t get a chance to jump on.
I have dentist tools and they did not work for clearing out this issue (a wire brush didnt remove the excess either)
I dropped to 30ipm at the recommendation on here, I started at 150ipm and 20K rpm…was creating the issues I showed in the pics
I was using a 60* V Bit (bit #302 from C3)
I purchased a few “O Flute” bits from the recommendations here
I am using an S4 xxl, with the compact router from Carbide
I do have a small set of end mills that I am going to try, I assume I have to enter them in manually as they are smaller than 1/16" bit
Thank you again for all the replies and help. I think the next step is to try tthe small end mills (<1/16), then the O Flute when it arrives…unsure of what else to do.
Woodworking V-bits will not work as well in soft plastics. Soft plastics need cutters that slice the material. The angle of the carbide edge on a woodworking V-bit like the 301 and 302 is basically perpendicular. It acts like a card scraper at the microscopic level. That geometry works on wood, and some hard plastics, but you’re not going to have a good time trying to cut colorcore with them. Doesn’t matter what RPM or feedrate you use, it’s going to produce an inferior cut.
If you ABSOLUTELY need a V-tipped cutter, you may want to seek out something like a “drill mill” where the cutting edge is at the proper angle to cut materials other than wood. The best solution is to just use a smaller diameter endmill.