I’ve had my Nomad for a few years now, but was never active on the forums (even had to make an account to post this). Yet, while browsing for feeds and speeds a few weeks ago I noticed we have competitions, and who can resist those? That being said, my unusual stock are Secrid Wallets (they’re technically made of aluminium but no one ever said anything about unusual materials).
This project nucleated as a side effect of my at times inconvenient love for minimalism. Specifically, after having meticulously minimised the contents of my pockets to my phone and a Secrid Cardprotector as a wallet, I began to look for ways to expand the wallet’s functionality.
A standard Secrid Wallet
The best thing I could think of at the time was to stick a Tile item tracker on top and call it a day. This solution worked for about a year until the gen 1 slim tracker I had used died. To my dismay, I found out that flavour of tracker wasn’t being produced anymore, and its replacement was far too large to sit on the outside of the wallet. So I opted for the smaller, yet thicker,
Tile Mate. However, having stuck it onto the wallet, the fat sides kept the thing getting stuck on my pocket, and it was too thick to comfortably keep in there for longer periods of time. So as the old saying goes: I can fix it, I have the technology! Having cracked open the tile, I saw it consisted of only three components: the main board, a button cell battery and a piezo beeper, so all I had to do was reverse-engineer the housing (which sadly no one on the internet had done for me yet) and integrate it into the outside of my wallet. With that done, I made a new design for the upper housing which would blend into the wallet, and then incorporate the lower housing into the wallet itself, reducing the thickness of the whole package.
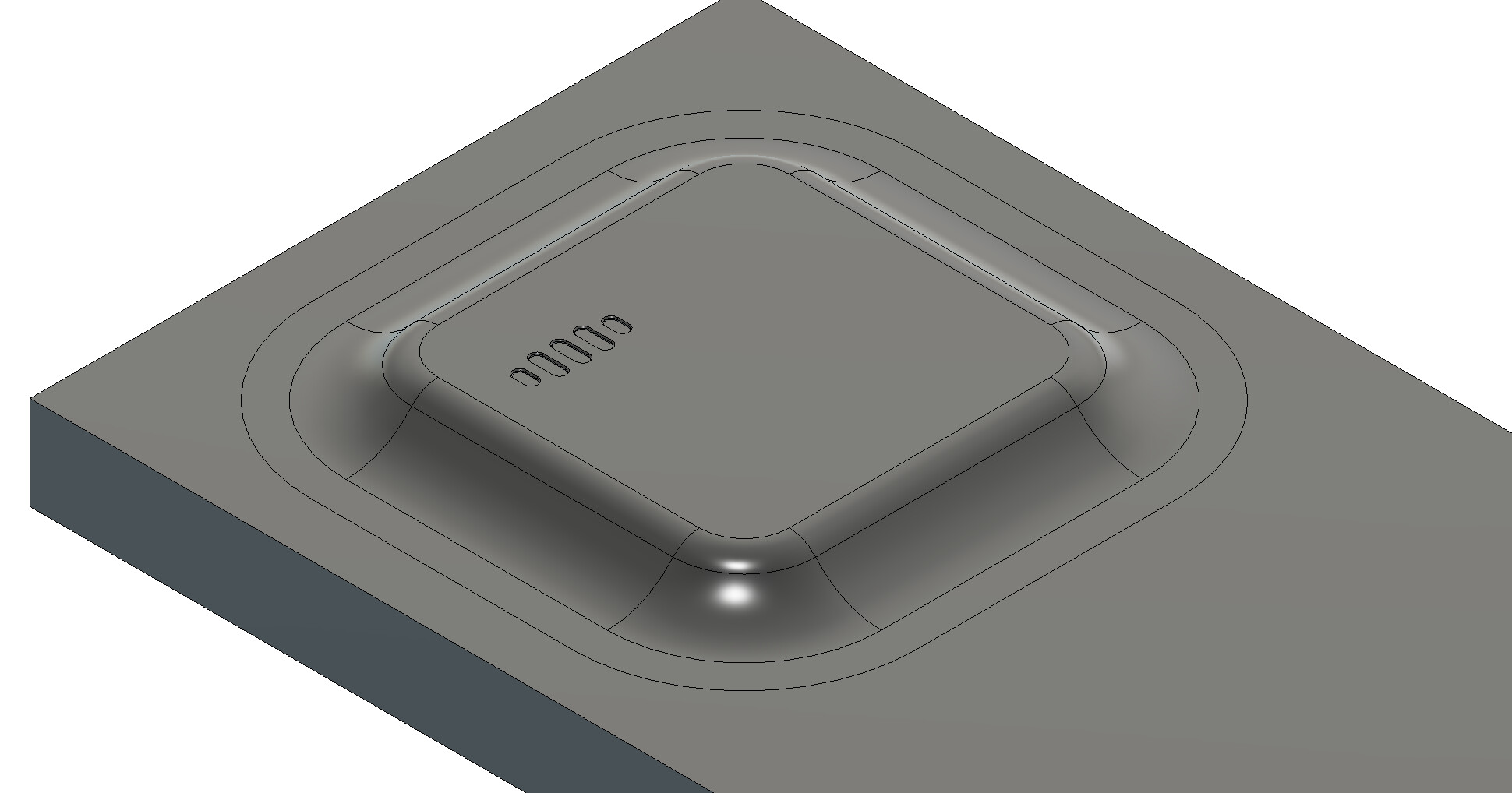
The design for the upper housing.
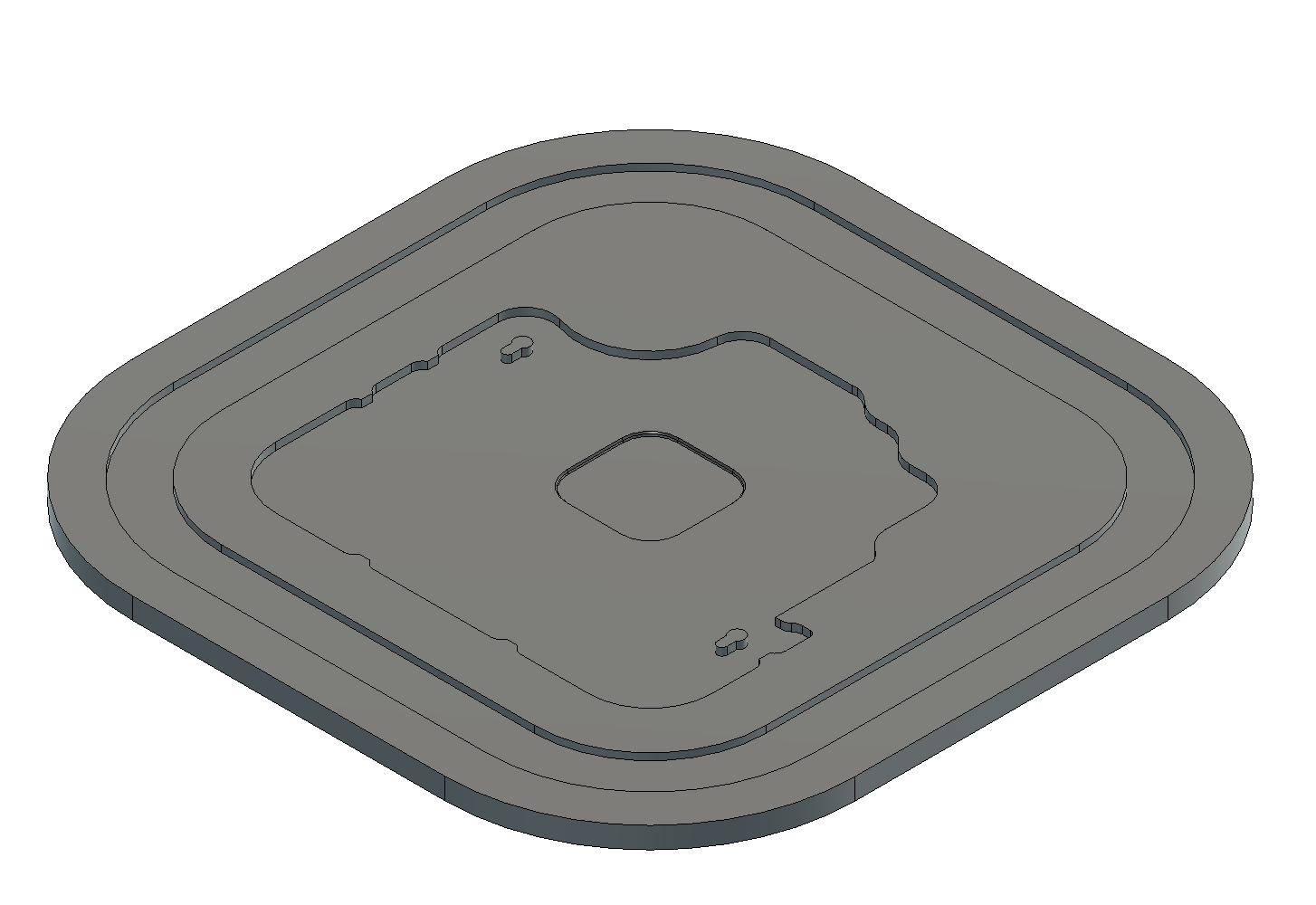
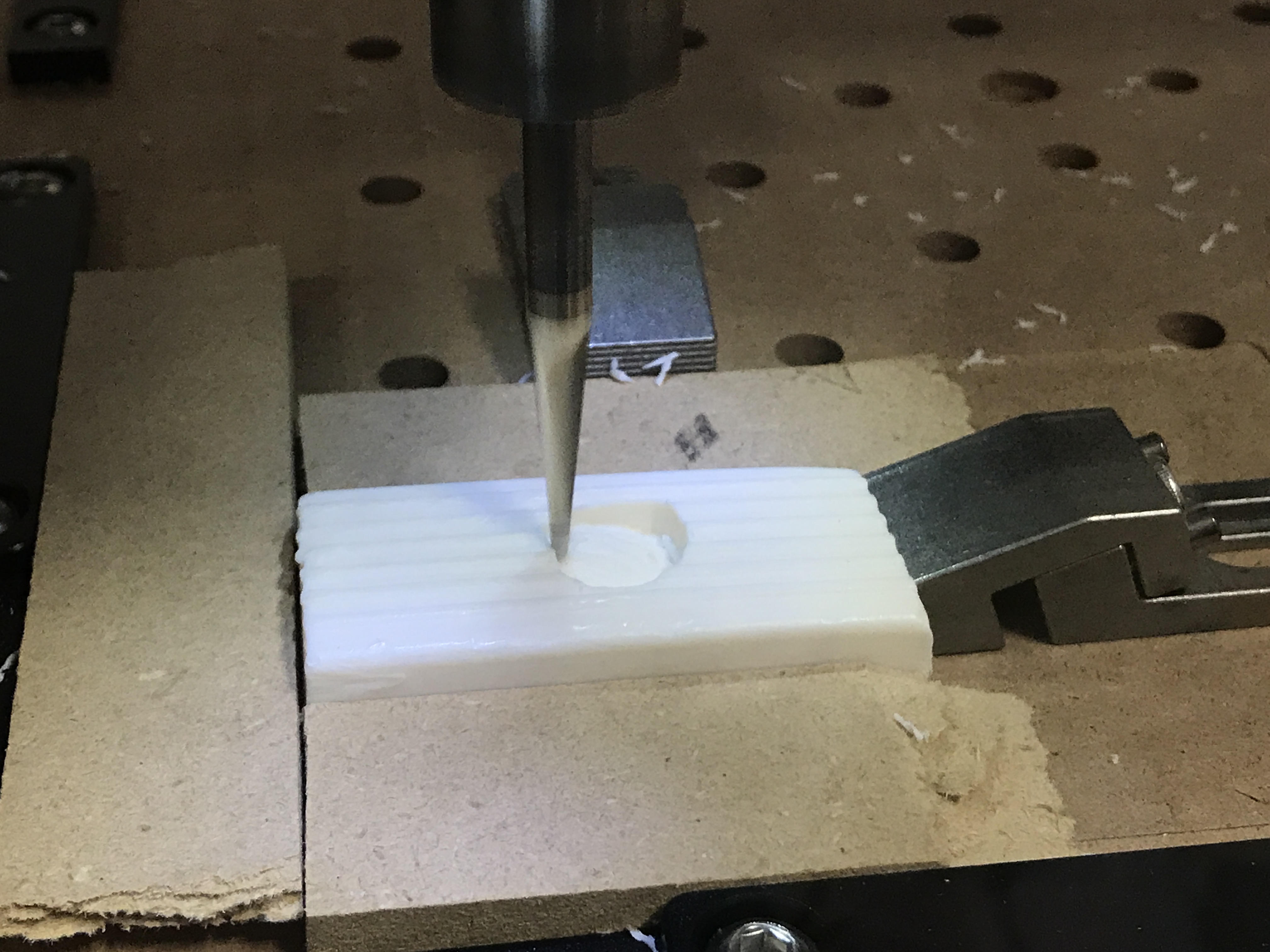
The shape that needs to be cut into the wallet.
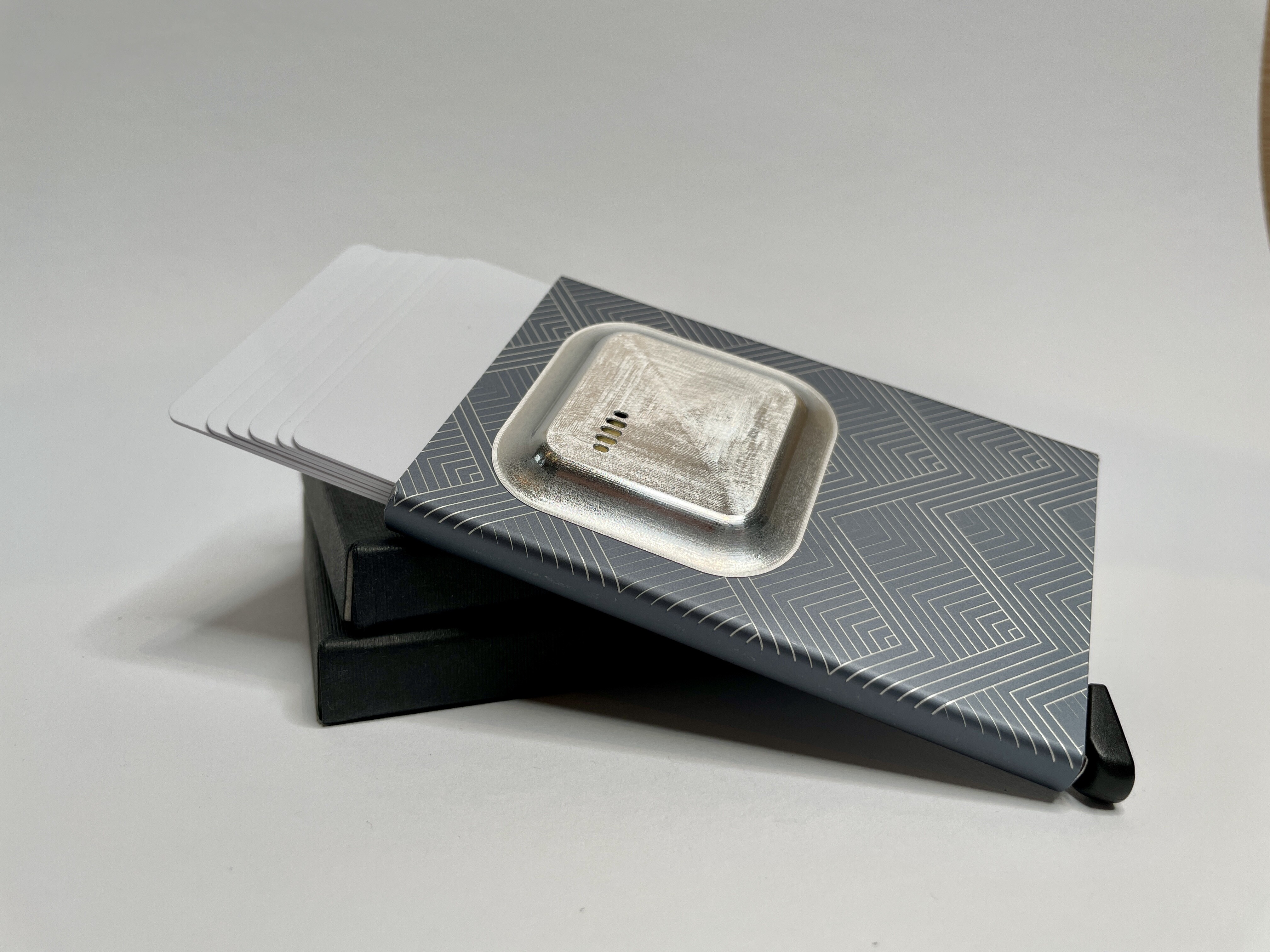
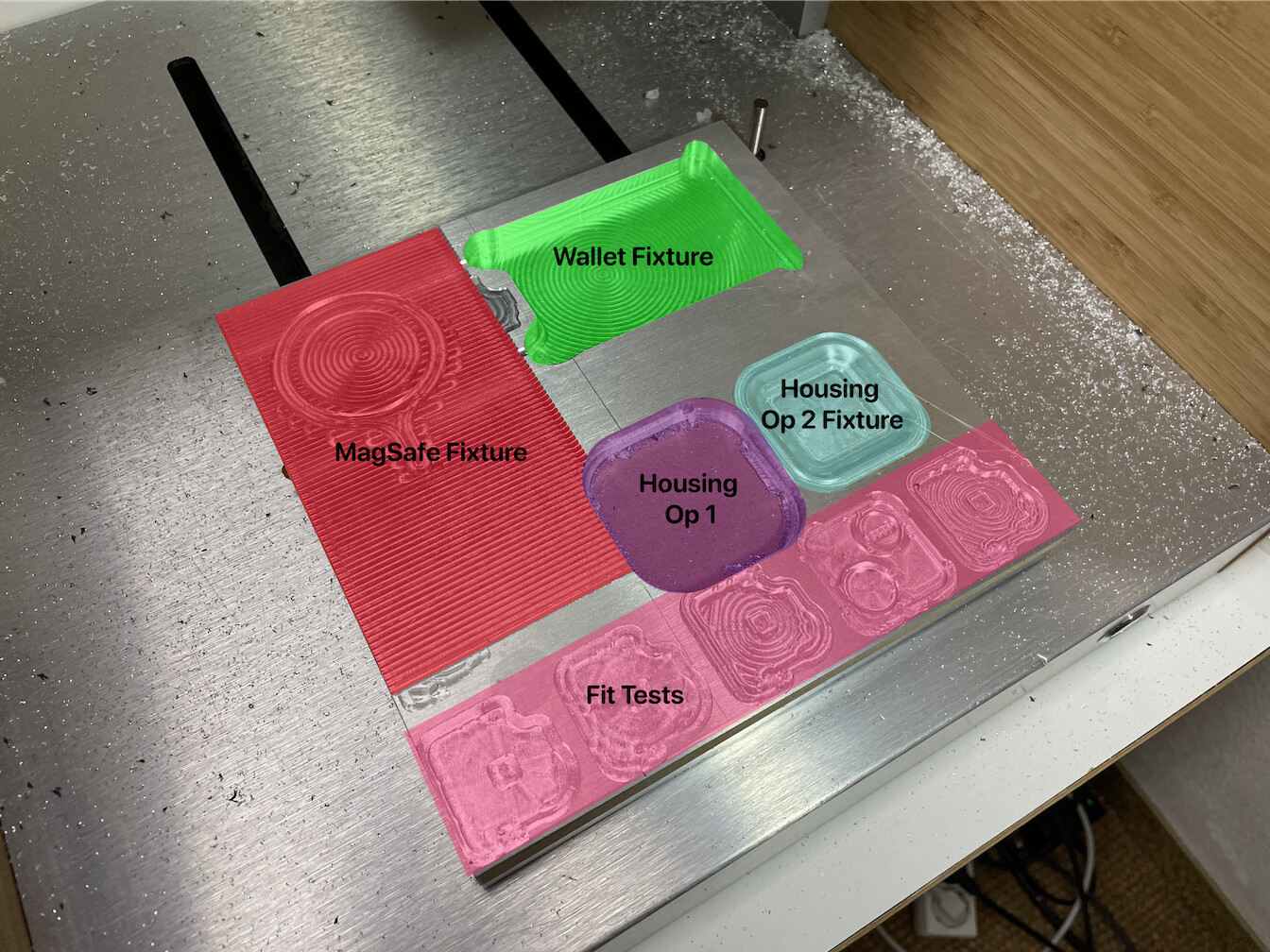
Since the walls of the wallet were only 1mm thick, I knew I didn’t have a whole lot of room to play with, so the deepest point of the relief was .8mm under the surface. This now meant I had to fixture the wallet accurately to tenths of a millimetre or risk piercing through the outer wall. So I instead decided to start machining the housing that would go on top of the wallet, to then be able to perfect the fit between the housing and the wallet by incrementally removing a bit of material while the wallet is still fixtured. The key to the whole operation was a 200x200x10mm piece of pre-ground aluminium, which basically served as a temporary wasteboard and fixturing plate. I started by machining the outside of the housing, and then machined its negative into the aluminium as a fixture and stuck the piece from op 1 down with hot glue. This then meant I could start op 2 from a known reference point and was able to recycle my coordinate system. To facilitate this I constructed the fixture to have the housing sit on the rounded sides, which meant I could offset the flat face a few millimetres down to leave space for the hot glue to expand when pushed down on, without getting on the reference faces but still providing the necessary adhesion. The whole thing went down without a hitch, except that fusion wasn’t playing along and generated the finishing scallop for op1 with half the cut starting from the top and moving down, and the other half starting from the bottom and moving up. As a result, half the housing is matte and the other is shiny, which isn’t a great look but the effort required to redo was too great at this point. Other than that the housing came out great:
You can see the shiny edge go matte.
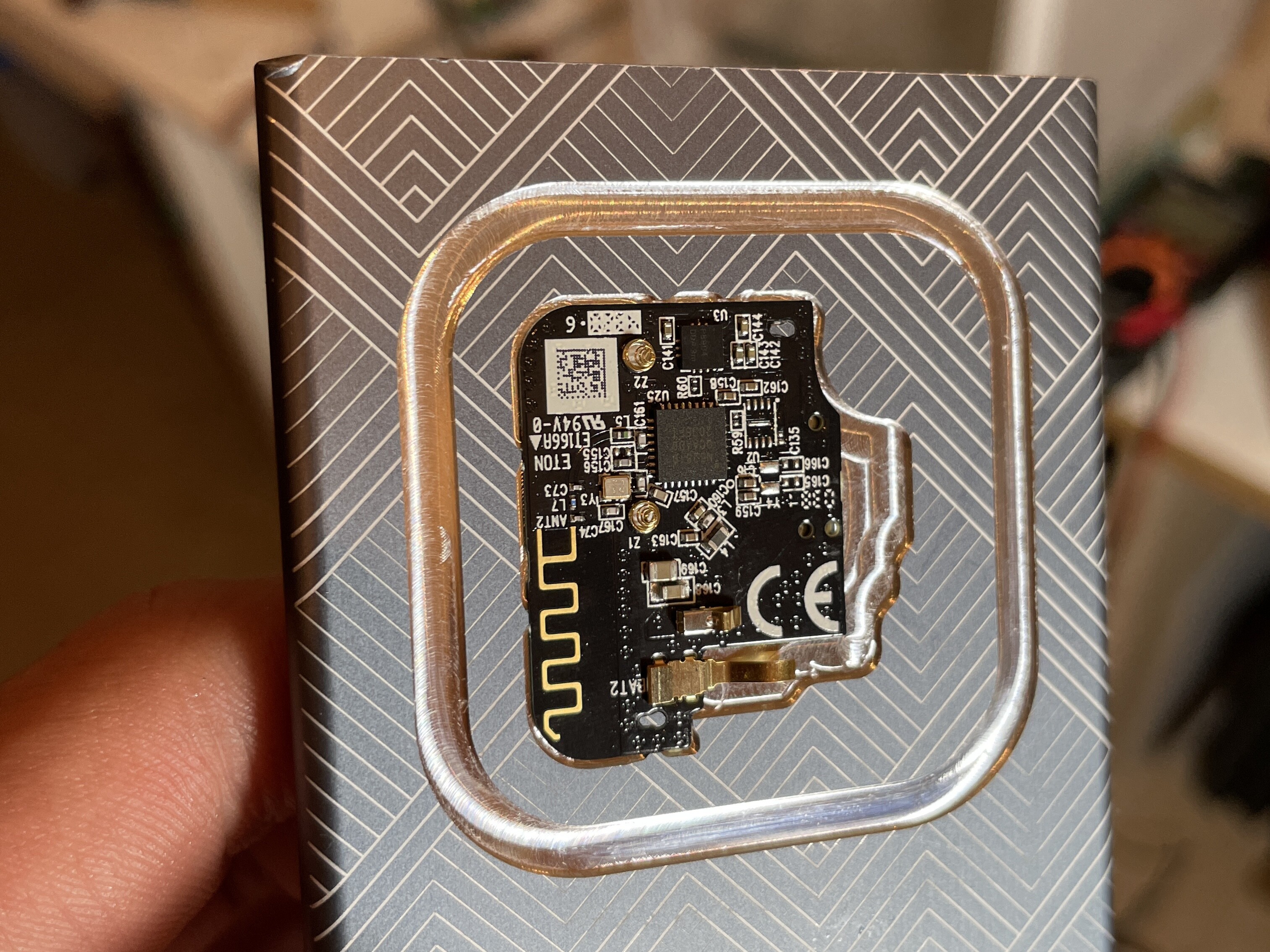
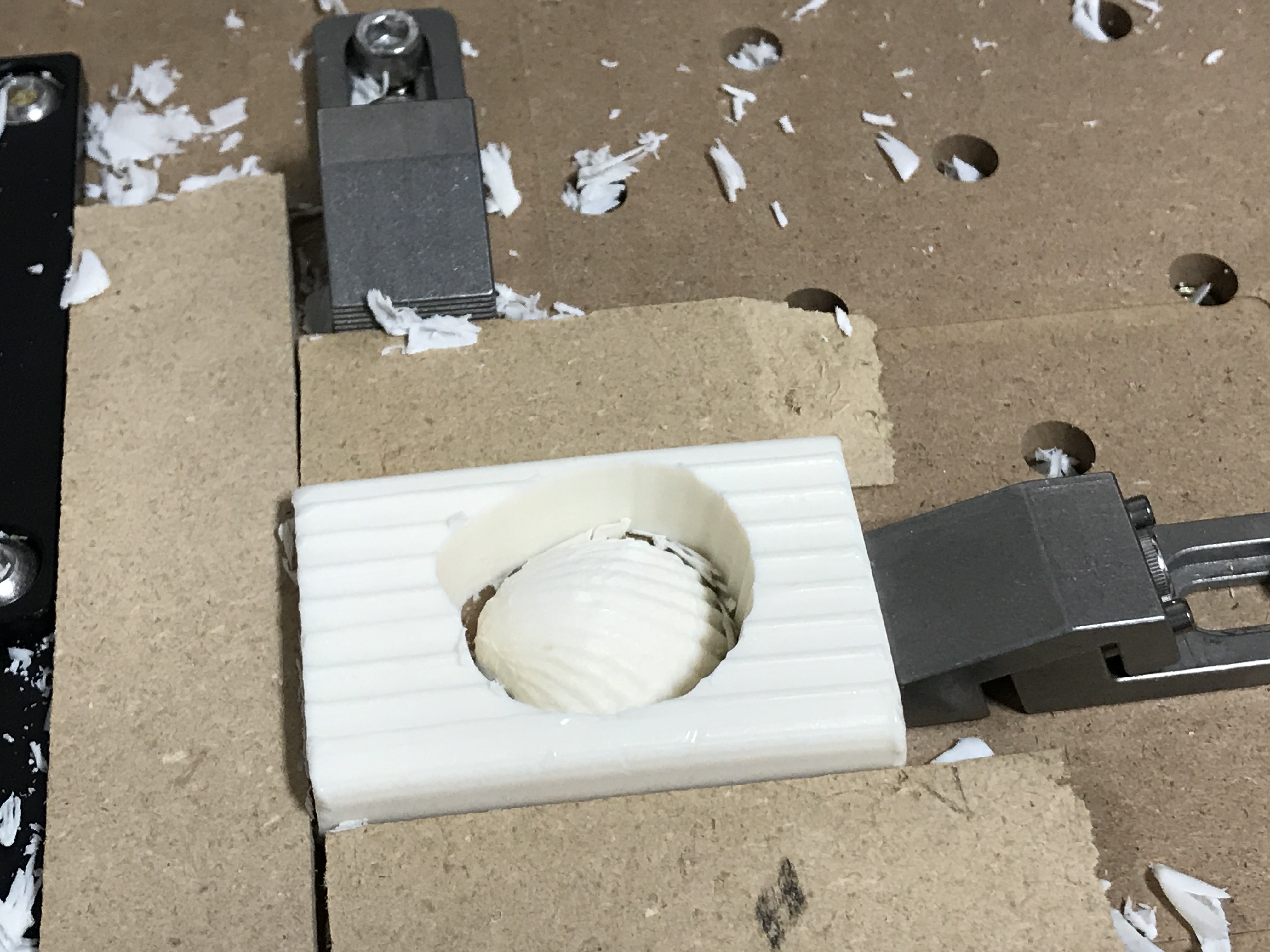
All the components fit as expected, only the battery needed to be insulated a little so it wouldn’t short through the conductive case. Next, it was time to actually modify the wallet. To start I cut a fixture into the aluminium plate (took 4 hours!), and shaved it down using negative stock to leave and repeated test fits to reach the amount of play I wanted. Finally, I put the wallet in place, applied plenty of hot glue and let her rip.

I used my standard adaptive recipe for the cut, which in retrospect was too aggressive for the 1mm thick wallet, but any chatter marks were removed by the final contour cuts and overall the wallet cut way better than expected and left perfectly crisp edges.
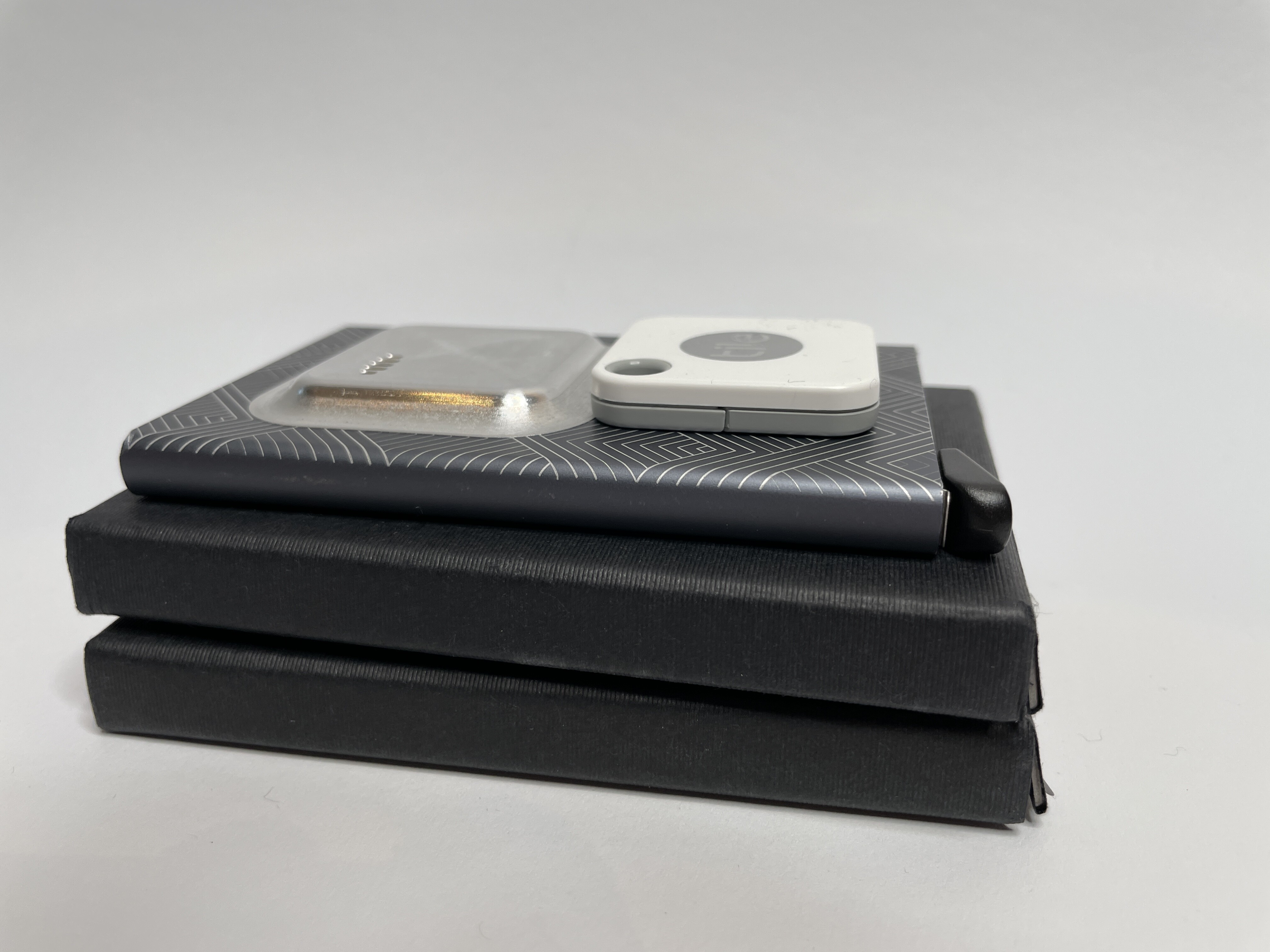
With the board fitted, all that was left to do was to glue in the upper housing.
Overall, the project was a huge success: the thickness of the protrusion has been almost halved, the whole thing slides into my pocket without a problem and although there are some problems with finish, the tolerances are so tight you can hardly feel the transition between wallet and housing with your fingernail.
It was also a huge learning experience for me, not only because it’s the first time I ever successfully performed two sided machining. My main takeaways are:
- Fixturing is key. For high levels of precision it is best to make a custom fixture for your part, and then have the operation the fixture is required for, use the same coordinate system as the operation which created the fixture. This eliminates any error introduced by jogging the machine to a new origin.
- Pre-ground aluminium is the absolute best. It is hardy more expensive than the cast kind and makes your life 10x easier. You can do away with any facing ops while still being sure your cutter isn’t going to experience material before it is supposed to.
- Getting the best fit is easiest if you just do a bunch of test cuts into waste material and slowly inch towards your desired tolerance.
This is what my aluminium plate looked like after the whole ordeal.
After that success, I wanted to do more! Given the length of this post, however, they will be described in less detail.
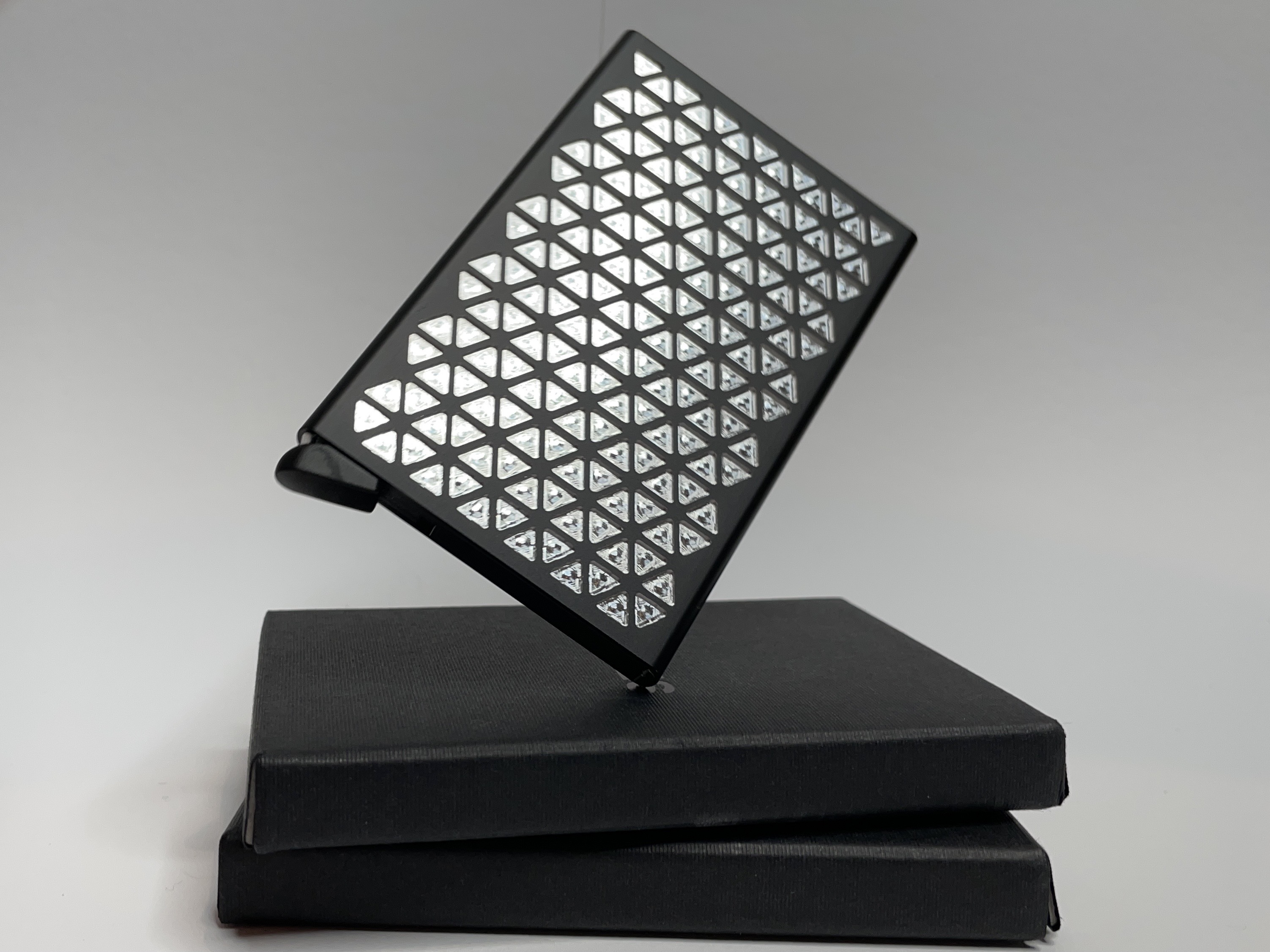
First, I like triangles (who doesn’t?) so I ordered a black wallet and cut a triangular tessellation into it, which produced great contrast as the bare aluminium really catches the light.
I started with an 1/8in cutter to rough out the centre of the triangles, and then a 1/32in cutter to do the corners. Sadly, it seems my 1/32in cutters were a little dull as they produced a noticeable burr where they cut. Here the main takeaway was to use the NC Pattern feature in fusion, so I could copy the tool path for one row, and wouldn’t have to select over 100 triangles individually.
My final wallet related project stems from my recent purchase of the new iPhone, and a following infatuation with MagSafe (the new kind that lets you stick things to the back of your phone) or rather the lack of proper accessories that use it. So I went on aliexpress and found a seller that just offered plain magnet arrays that could interface with the new phones. Even though the number of misspelt words on the listing outnumbered those that weren’t, the magnets worked perfectly. So my plan was to embed them in an acrylic housing, which can then in turn be embedded into one of these wallets. Using the fixtures I had made previously, and one new one to produce the acrylic housing, I mostly repeated the steps for the Tile wallet. Here’s the result:
Although it looks alright and works fine (my phone is taking these pictures so you’re going to have to trust that it sticks to it), it is the final product I am the least happy with for a number of reasons:
- This particular wallet was not as level as the other ones, which means the acrylic ring protrudes on one side.
- Acrylic was not a good choice of housing material, as I had to cut it to .3mm thick at the thinnest point (the material covering the magnets), since going any thinner would not have been wise given how brittle acrylic is. This meant I had to cut deeper into the wallet than I would otherwise have needed, and the magnetic attraction is diminished since the acrylic is separating the phone from the magnets more than is necessary. On top of that it scratches super easily, which quickly makes the glossy look fade.
- At this thickness the acrylic becomes translucent enough for you to see the air bubbles in the adhesive used to stick the magnets down, which I find very unappealing.
Perhaps I will retry this particular project in the future, but use some sort of vinyl to cover the magnets.
If there is anything competition wise I forgot to include, or this post should be chopped up into three smaller ones, please let me know.
TL;DR:
I modified three wallets:
one has an embedded tile tracker, one has a triangle pattern cut into it (for weight savings I guess) and the last one has MagSafe magnets embedded in it so it can attach to my phone.

















{kind=link}