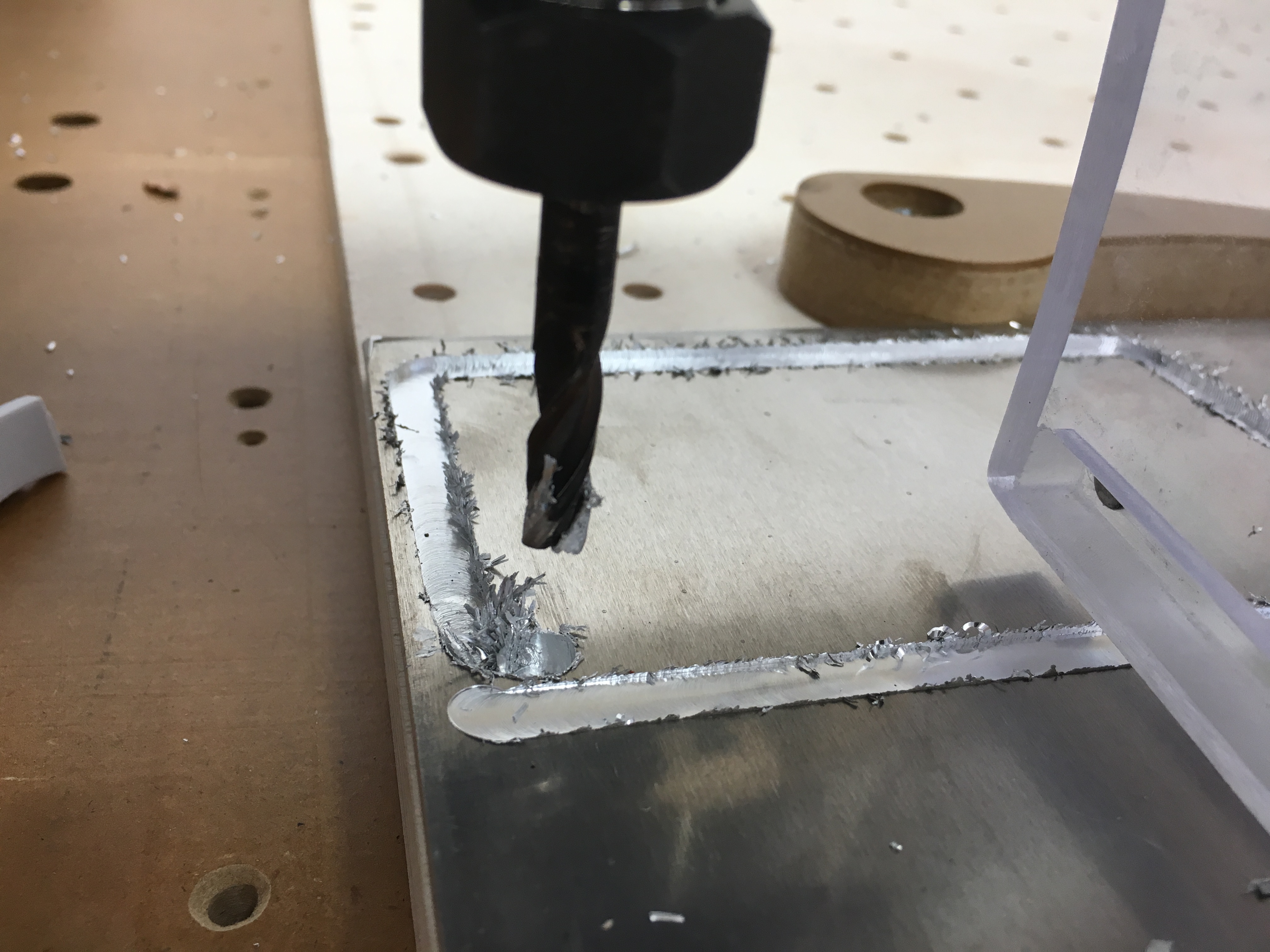
I’m trying my hand at cutting aluminum but getting some issues with my first pass. The machine bogged up a bit and the bit (#201) is filling up w/ material.
Attached is the CC file. I’m cutting aluminum plate that’s ~.25" and starting to wonder if I’m using the wrong bit for my perimeter cuts, OR my speeds/feeds are incorrect. I have the Makita router set at ‘6’ (full speed).
You are not feeding fast enough for that RPM, so you are melting the material rather than cutting it.
Your project in CC has a feedrate of 931mm/min = 36.6ipm, for an RPM of 12223, which should more or less work, but if you set your Makita dial on ‘6’ you are actually running it at 30.000 RPM, almost three times faster…as a result, your chipload is 36.6 / (3x30.000) = 0.0004", which is not enough for cutting aluminium with a 1/4" endmill. The recommanded minimum is 0.001".
I suggest you retry with your Makita dial set to 2 (~12.000 RPM) or even a bit lower, then you will match the settings in CC, and your chipload will then be 36.6 / 3x12000 = 0.001". After that, you could also push the feedrate a bit, to get a little margin above this 0.001" limit : you can use feedrate override in CM, start with 10% more and increase until you are getting chips.
Also, the #201 is not coated, so not fully ideal for aluminium. Maybe also use a few drops of WD-40.
But first, you will need to clean-up that bit, lye is the go-to solution if the gummy aluminium residue does not come off easily.
EDIT: also, check out the first video in this thread for hints about cutting aluminium
Well, just deleted my reply because @Julien beat me to it and gave a much more thorough answer. I will say that I think he had a typo and meant to say “lye” will clean the bit. I use purple degreaser, but luckily haven’t had to use it in a while.
I’ll add it’s absolutely critical to be clearing chips - compressed air or vacuum, but you MUST keep the chips out of the cut. That will help with the “packing” issue as well. It’s even more of a critical issue with smaller endmills, which you will eventually need - you can break them pretty quickly as the chips work harden. I also recommend frequently looking at the cutting edges under magnification (mk1 eyeball isn’t good enough) looking for broken edges.
Great info, guys. Thanks you. Julien, I appreciate the thorough and detailed reply.
Perhaps I should wait and get a proper bit. I’m sure this is on the threads, but would I just look for a 1/4" coated EM to cut aluminum?
Another thing to make sure of, don’t cut mystery-grades of aluminum. 6061 is the most common machining-friendly alloy. If you don’t know the pedigree of your stock, approach it with caution.
Thanks Winston. Yeah, I have no idea what grade the aluminum is that I bought – it was an off-cut from a local machine shop. This all said, I think I’m going to stick with wood and plastic for the time being… aluminum seems a bit of a beast (at least coming in ‘green’). I just ordered some 1/4" HDPE which will work well for my needs.
Thanks for all the info, guys. I may try my hand at aluminum down the road.
Thanks Neil. I’ve typically been using CC for simple jobs and Aspire for more involved tasks but still have F360 installed. I’ll keep that in mind. Cheers!