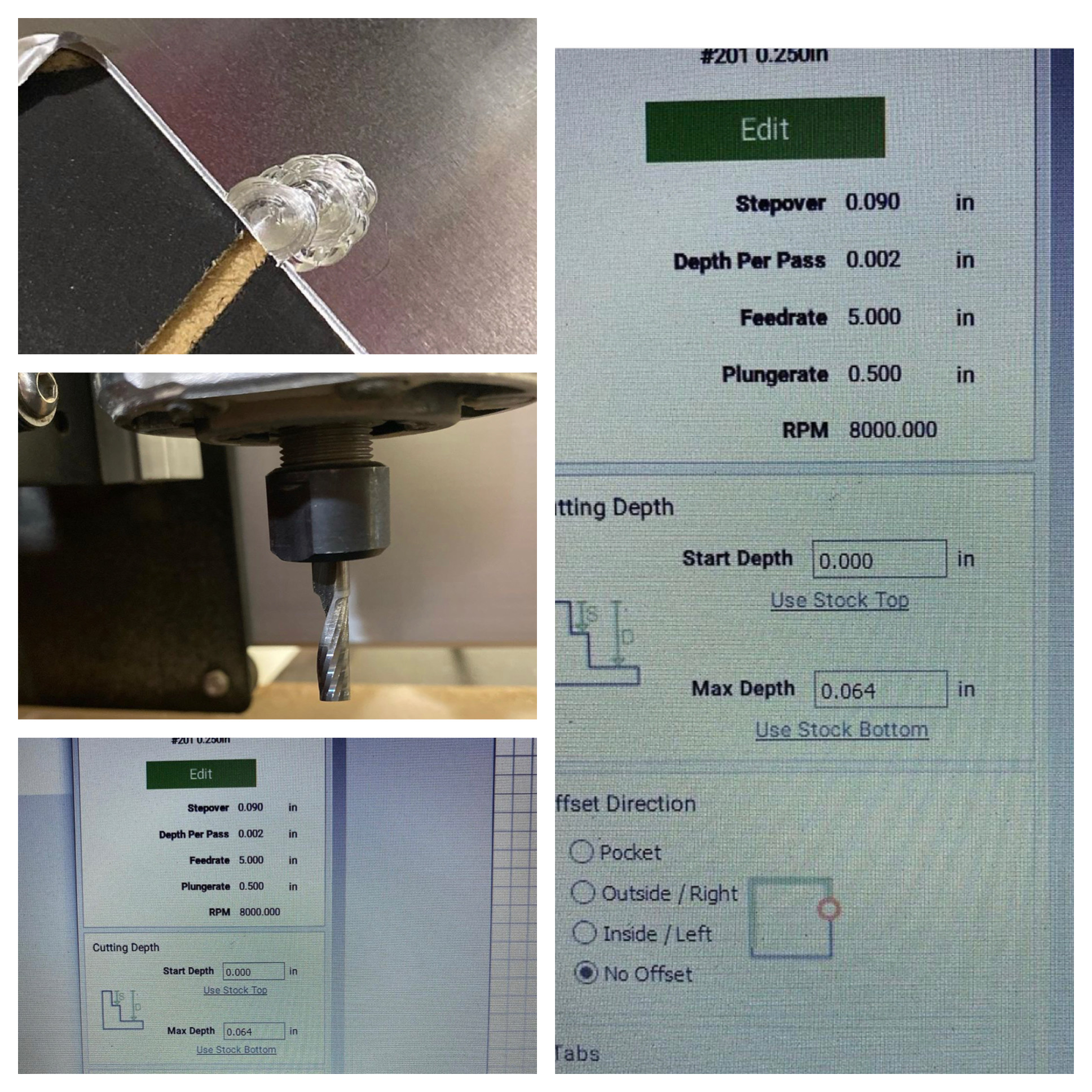
I have an aluminum sheet that is 0.063 inches thick. I want to cut it in the shape of a dog tag but it starts out cutting too deep and then the router starts to shake. So I have the settings that I used in the photo in CC. Also, should it take 35 minutes to cut a 2.5 x 1.5 inch dog tag? I’m using the Amana Tool - 51377 Solid Carbide CNC Spiral ‘O’ Single Flute, Aluminum Cutting 1/4 Dia x 3. I have a Dewalt Router.
Hi Chrishonda,
What is happening is that your feeds and speeds are not right (you are going too slow…counterintuitive as it may sound), so it is likely that the tool is rubbing against the material rather than cutting into it, and then things go downhill from there.
First things first, what RPM setting did you use on your Dewalt router ? The CC screenshot you included shows 8000, but that cannot be the RPM you were actually using, since the Dewalt has a min speed of about 17.000RPM.
I will arbitrarily assume you had your Dewalt speed on “3” (~20.000RPM). The problem is, CC has this very annoying limitation (I would go so far as to call it a bug) that the predefined settings are tuned for the Nomad, not the Shapeoko, so it often defaults to RPM values that are not reachable on a Shapeoko. And when the actual RPM is different, the recommended feedrate needs to be modified accordingly, to maintain good cutting parameters (e.g. if you use twice the RPM value in CC, you need to use twice the feedrate)
Also, you have tool #201 selected in CC, while you are using a different Amana tool. Sure, they are both 1/4", but the #201 has three flutes, and your tool has one, this makes a world of difference in the cutting parameters.
For your specific case and endmill, I would advise the following settings:
- RPM on “3” / 20.000RPM
- set feedrate to 20ipm
- set plungerate to 5ipm
- keep depth per pass at 0.002"
It should take much less than 35minutes then. And hopefully, you should get nice little aluminium chips during the cut, and no excessive vibration (“chatter”). You can also spray a little bit of WD40 onto the material before running the job.
Final note: you have your profile cut set to “No offset”, which means the tool will follow the profile path in your design, and since you are using a 1/4" endmill, this will result in your dog tag being 1/8" smaller than expected all around the perimeter. Not sure whether this was intended ?
11 Likes
Thanks so much Julien. This really helped me tremendously.
2 Likes
#helpful #thebest #julien4president
3 Likes
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.