This is all intruiging.
I for one, would like to know if @LAllen8795 got better results with a higher chipload. I have a few acrylic projects coming up
This is all intruiging.
I for one, would like to know if @LAllen8795 got better results with a higher chipload. I have a few acrylic projects coming up
Also interested in what results Lonnie got.
Not to fuel the ongoing debate, but :
Interesting that he used GWizard to get a “warm and fuzzy” feeling about his speeds and feeds for polypropylene, even though it uses a 11.11 cuin/min/HP K Factor for all “Hard Plastics” (including PVC!) But, it’s somewhat reassuring that GWizard uses 20.83 cuin/min/HP for “Soft Plastics” (including Acrylic), which is pretty close to the 20 cuin/min/HP I measured in my testing! Funny, I would have thought that bullet proof polycarbonate would be considered a “Hard Plastic” rather than “Soft” as GWizard classifies it. 
P.S. do banks in France have bullet proof teller windows like the gun crazy US?
OOPs - forgot to mention that his actual chipload was 0.003"!
Nah, they don’t. Your question brings back a memory of the one time I was in L.A., first night there and I had to go and get some cough medicine for my wife, I had to talk to the guy through an intercom and then he passed the meds through a tiny window ![]()
Back to plastics, and since we have hijacked this thread anyway: I have a large piece I need to cut in HDPE soon, I’ll make a note of the power drawn on the VFD while milling, and see what K factor I get to compare it to those values.
Awesome! Did you get an IR Camera yet? GWizard classifies HDPE (and similar UHMW-PE) as a “Soft Plastic”. It looks more like a “Hard Plastic” to me - but I guess you’ll find out soon enough! ![]()
Nope, I’ll try with my kitchen IR thermometer first:
I’m going to fill my enclosure with black chips soon, sorry Ikea cutting board.
Interesting source for plastic. I wonder if it’s cheaper than the $2/lb. that I pay for remnants.
Onsrud says that both UHMW and polycarbonate are soft plastics. Regarding their specialized endmills they say “This tooling has been designed to attack soft plastics with a high rake and low clearance geometry that actually carves the material.” And I thought that all endmills did that! They also recommend conventional rather than climb milling and seem to suggest that at least the larger diameters might have balance issues if operated faster than recommended.
I wish I had a good source for large & thick pieces of plastics, but I have not found any local one yet, so in the meantime ebay and amazon and ikea are my sources. This one is 20$ for 5lb, twice as expensive as what you pay, but it’s 17 ½ " x 11 ¼ " x ¾ ", and I can’t seem to find raw HDPE plates of that thickness on (French) Amazon for cheaper than this.
Than Onsrud page is interesting,

[Thread hijacking continues, until Lonnie reappears]
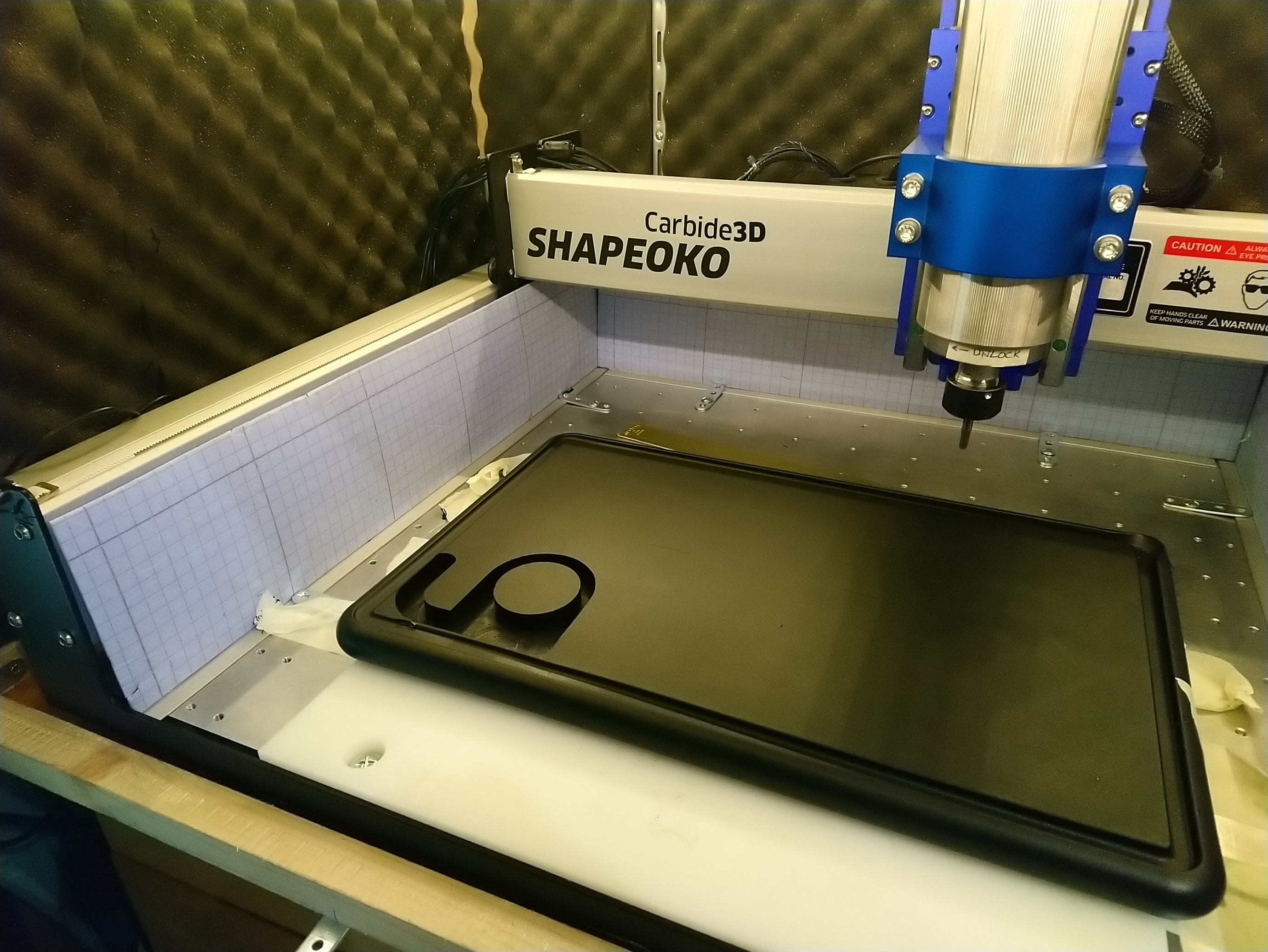
Soooo, since I upgraded to a spindle I didn’t have time to rebuild a dust shoe yet, but I still wanted to get cutting, so I figured let’s run this, put HDPE chips everywhere, it will be fun. Turns out I had to stop the job 5 minutes into a 38 min job, because:
So I would have LITERALLY filled the enclosure with black chips, had I continued.
Since this thread was way too serious so far, I just wanted to make you all laugh a little
A little vacuuming later:
which is the beginning of
which is the beginning of my future allmighty floating dust shoe.
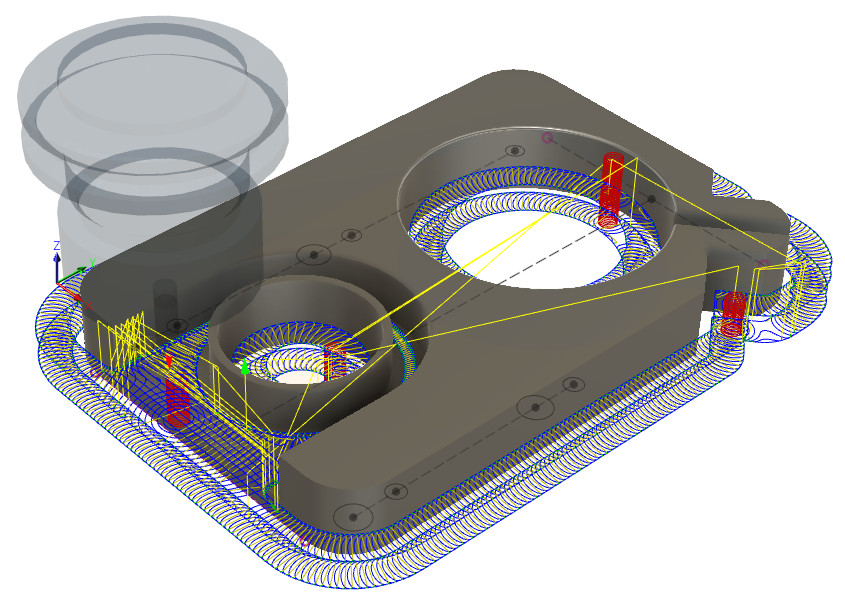
Yes, adaptive is a total overkill in HDPE, but what can I say, I love long chips and those spirally movements.
I went for a chipload of 0.07" to try out that Onsrud range discussed above for a change.
O-flute cutter, 15.000 RPM (just because I was unsure this specific endmill was rated for 24.000RPM), 40ipm, depth of cut 0.5", 2mm optimal load: I was also looking at the current on the VFD, but…the amperage drawn was so low it did not even change when the cutting started. It might as well have been a hot knife in butter.
I’ll speed up everything and retry, but only once I have hacked a temporary dust shoe
Yeah but look at the nice chips and I bet your endmill was not overly warm! 
the endmill was indeed still at the initial/ambient temperature as far as I can tell, when I touched it right after I stopped this unholy mess
There are very few articles on milling thermal insulators rather than metals. People are more interested in milling metals and there are more challenges there to solve than in milling soft materials.
These are a few other papers I looked across that validated ones I found already.
“Investigation of Temperature and Heat Transfer during Machining: Review” by Balaji Nelge
This one was the closest I could find in plastics. This one has a plethora of sources to pull more info from.
“An investigation of workpiece temperature variation of helical milling for carbon fiber reinforced plastics(CFRP)” - by Jie Liu, et. al.
About:
I found this video fascinating:

You can actually see those deformation zones…beautiful.
Wow! That’s beautiful. You can see the changes that coatings make and that materials make. Thanks for finding and sharing that @Julien.
Cool, chip porn…I watched it twice, so far.
That is a fascinating video. Also, now I really want some ice cream. 
Pretty cool but what is it? ![]()
Thanks for straightening me out on that! It caused me to dive a little deeper into the issue (“you don’t know what you don’t know”!) From Shaw’s 2nd Edition Metal Cutting Principles.
"THERMAL ENERGY IN CUTTING
Practically all of the mechanical energy associated with chip formation ends up as thermal energy. One of the first measurements of the mechanical equivalent of heat (J) was made by Benjamin Thomson (better known as Count Rumford). Rumford (1799) measured the heat evolved during the boring of brass cannon in Bavaria. He immersed the work, tool, and chips in a known quantity of water and measured the temperature rise corresponding to a measured input of mechanical energy. These experiments not only provided a good approximation to the mechanical equivalent of heat that stood as the accepted value for several decades but also provided new insights into the nature of thermal energy at a time when most people believed that heat was a special form of fluid called “caloric.” [How cool is that?] It is well known that some of the energy associated with plastic deformation remains in the deformed material. Taylor and Quinney (1934, 1937) using a very accurate calorimetric technique measured the residual energy involved when metal bars were deformed in torsion. It was found that the percentage of deformation energy retained by the bars decreased with increase in strain energy involved. When these results are extrapolated to strain energy levels in chip formation, it is estimated that the energy that is not converted to thermal energy is only between 1% and 3% of the total cutting energy. Bever et al. (1953) have directly measured the residual energy stored in metal cutting chips, and Bever et al. (1974) have discussed the stored energy in plastically deformed bodies from a broad point of view. All of these results suggest it is safe to assume as a first approximation that all of the energy associated with chip formation is converted to thermal energy. The energy retained in the chips and that associated with the generation of new surface area is negligible relative to the total energy expended in chip formation."
Doesn’t that say that, when cutting metal, 97% - 99% of the total cutting energy (and power) is expended in chip formation? I’m not sure if/how this relates to cutting plastics and wood though. But I also stumbled on this regarding cutting acrylic at 0.000545 IPT at 30 IPM (assuming no chip thinning).
Have you checked your ancestry? I suspect that you’re related!
Have the water police visited you yet?