Could be, I’ve a fair bit of DNA from that part of the world.
How about you? I’m guessing Tesla?
Don’t know what/who the water police are, common where you live?
Could be, I’ve a fair bit of DNA from that part of the world.
How about you? I’m guessing Tesla?
Don’t know what/who the water police are, common where you live?
Yup - San Diego - too much water on the sidewalk (no guns yet - just a note)! My ancestry - DGAF!
Really? You brought it up.
DGAF was wrt me (edited accordingly)- not you, sorry!
Oh, sorry for the knee jerk. I don’t particularly care either.
Let’s get back to educating, learning.
This precisebits.com site keeps on giving, it’s a goldmine. Their conclusion is interesting:
As shown above, for a given spindle RPM (speed) and cutter geometry, the edge quality achieved when machining thermoplastics depends heavily on feed rate. Generally speaking, the faster you go (higher feed rate) the better. Extensive testing has shown that the best feed rate , in terms of edge quality and cutter life, for most of these materials is only 25% lower than the feed rate at which the tool breaks.
So one more penny in the “for plastics, just feed faster” jar.
These two sentences also lean towards using a reasonably high chipload, if only as a side-effect of feeding as fast as possible. PreciseBits specializes in micromachining and that specific article presents tests for a 1/16" endmill, so the 0.0005" makes sense for such a small tool, but it’s unclear whether this is the min chipload at which the cut started to be clean (compared to the lower initial value), or if it was established using their other rule of “breaking point minus 25%”
It’s interesting that the endmill specs say “Max runout (TIR) - < 0.0005 in.” and that they don’t provide speeds and feed recommendations for their endmills (so how does one know how hard to push them?) I think that I recall them saying not to exceed 10% of cutter diameter deflection, but can’t find that now. I wish I had something to put in the workbook for maximum endmill deflection! ![]()
BW says
“For roughing, a limit of 0.001″ is set for a typical solid endmill of 1/2″ or so, and this is scaled based on cutter diameter when you start talking really small endmills or really big ones. Since this is the most conservative limit on deflection, we can be assured that Tool Life, Surface Finish, and Tolerances are likely taken care of too with this limit”
But no indication (that I could find) on the nature of this scaling for smaller endmills.
Your new profile pic is great by the way, it speaks for itself ![]()
As I recall BW uses 0.001" for smaller endmills too. That’s kind of why I used that as the default in the workbook. HSMAdvisor allows much higher deflections, but I don’t know where they come from.
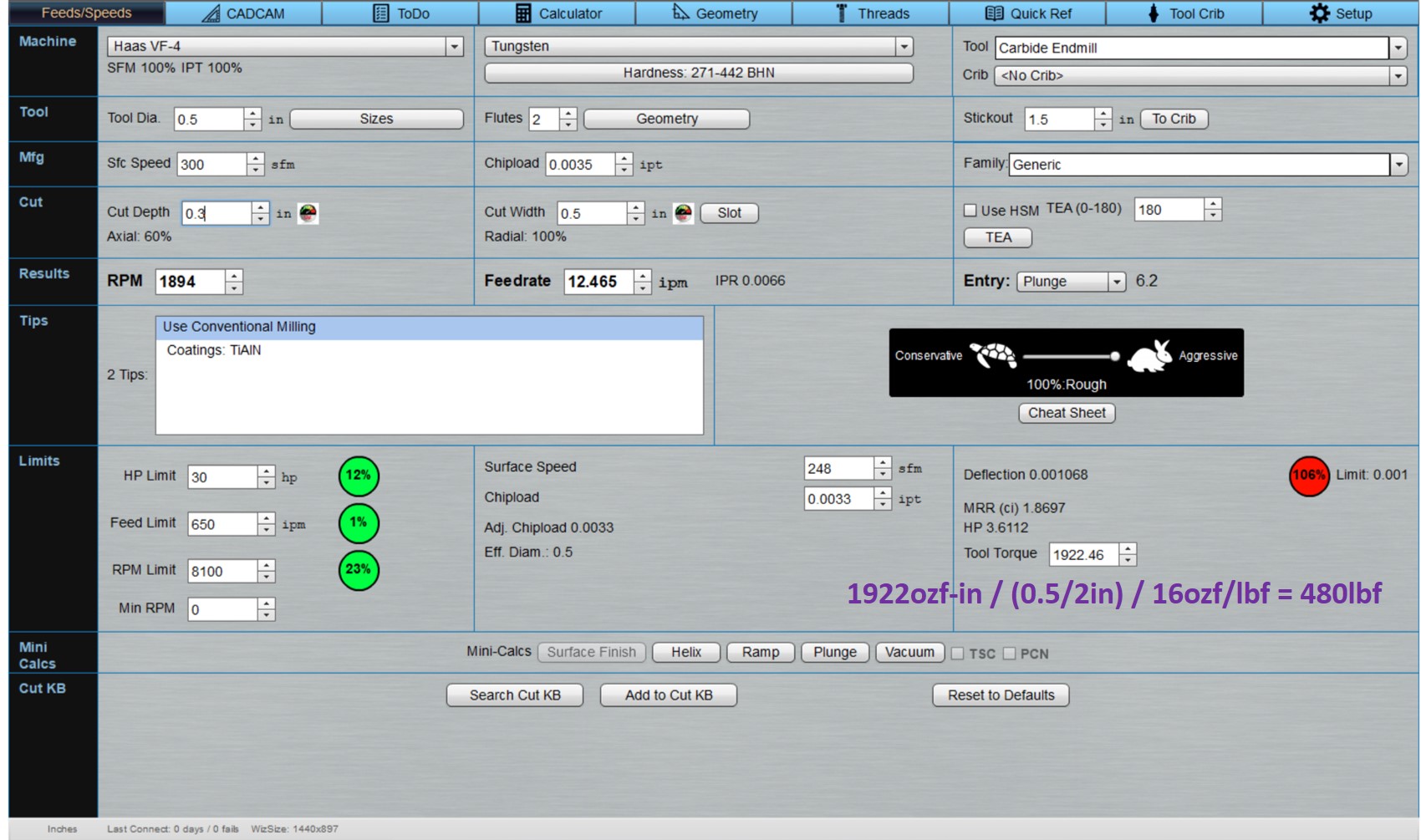
Note that it takes 480 lbf to get 0.001" deflection of a 0.5" carbide endmill with 1.5" stick-out! I wonder how much deflection that level of force would produce on even the most rigid CNC machines.
I’m struggling to understand the interpretation of the [Count’s] (Cutting Thick Acrylic - #58 by gmack) and others’ experiment results. I.E. “All of these results suggest it is safe to assume as a first approximation that all of the energy associated with chip formation is converted to thermal energy.” If that’s the case, how was there any/much energy left to heat the Count’s water?
Pretty easy really, the energy commutes to the third continuum, translates to gravitonic wave conversion resulting in basic unobtanium. At this point we must digress into string theory to continue.
Now why didn’t I think of that? 
@The_real_janderson
From Chapter 6 of this book "Practically, all of the energy generated in metal cutting
operations is dissipated in plastic deformation and friction". That seems a lot more reasonable than “all of the energy associated with chip formation is converted to thermal energy”. After all, isn’t it really the cutter being pushed through the workpiece that requires and consumes the energy? Wouldn’t the heat generated just be a byproduct of that mechanical energy expenditure and increase with increasing cutting energy? Don’t chipload increases require cutting energy increases which generate more heat?
2019-08-31 Edit: My interpretation is that Shaw claims that the Count measured all of the heat energy generated in the milling processes and determined that it was essentially equal to the total energy input, so most/all of the milling input energy was converted to heat energy. The Count apparently determined this by measuring the water’s temperature rise caused by the heat energy that was already consumed by the milling process! What am I missing?
Heat isn’t split so much ‘half and half’ - it depends a lot on the materials involved. For example, titanium (and excellent thermal conductor) sheds very little heat in its chips - it conducts so well it’s in the bulk of the material before the chip is fully cut.
Titanium has ~1/10 the thermal conductivity of aluminum. That’s among the lowest of all metals.
I guess in that case, I’m totally wrong, sorry.
No need to apologize, and I wasn’t trying to be a dick, I just didn’t want folks to be misguided.
No, you’re right, didn’t think you were being harsh, just correcting an error, and that’s fine. No harm! I’m glad you pointed it out!
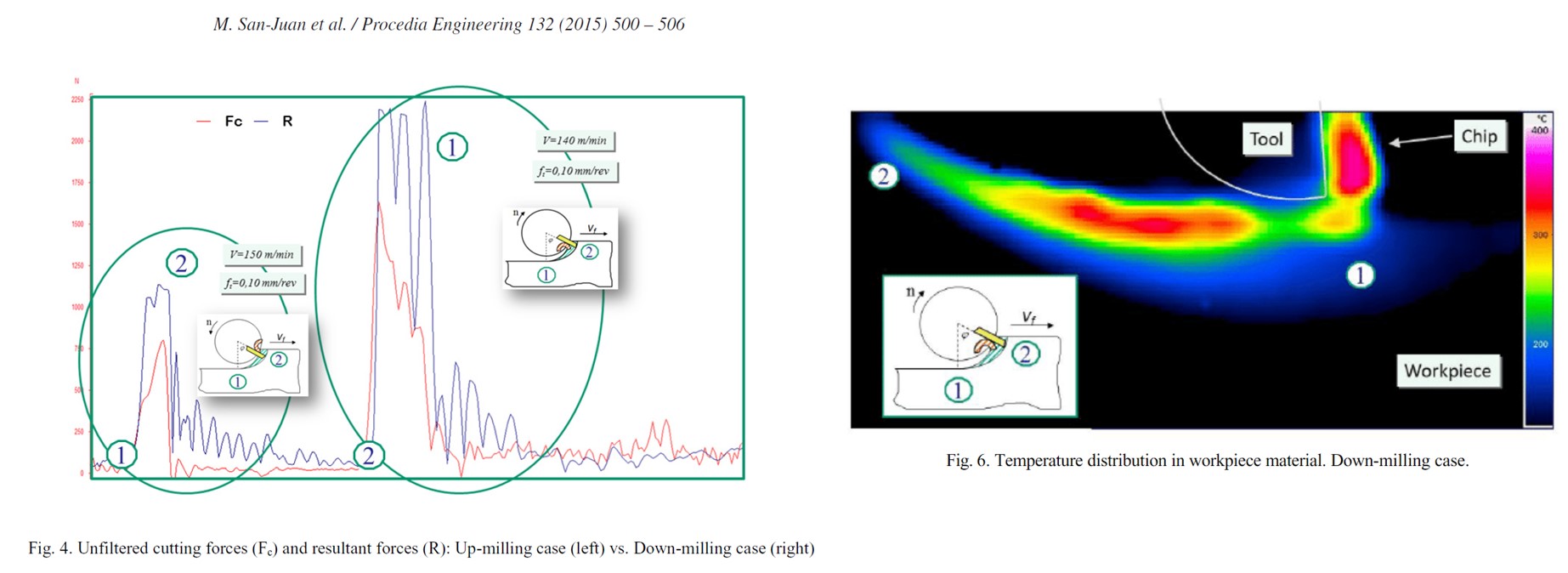
Stainless steel is an even worse thermal conductor than Titanium (~ 1/17 that of Aluminum). This article shows some interesting and informative (at least to me!) force and temperature measurements milling 316 stainless steel. It’s hard to beat real data/measurements!
Nice article. It seems to indicate that climb milling is better (cooler, literally, due to less rubbing), as we already knew, but then again we are not cutting stainless steel every day.
Also this sentence
“In down-milling the highest temperature zone (Fig. 6) is located in the chip removal zone (between points 2 and 1 of the figure) in the material that it will be remove in the next rotation of the tool”
made me think of that chipload thickness discussion again, wouldn’t the ideal scenario be that each tooth removes a chip just as thick as that red hot part ? That way each tooth would remove the superficial heat from the previous tooth, and not much heat build up occurs.