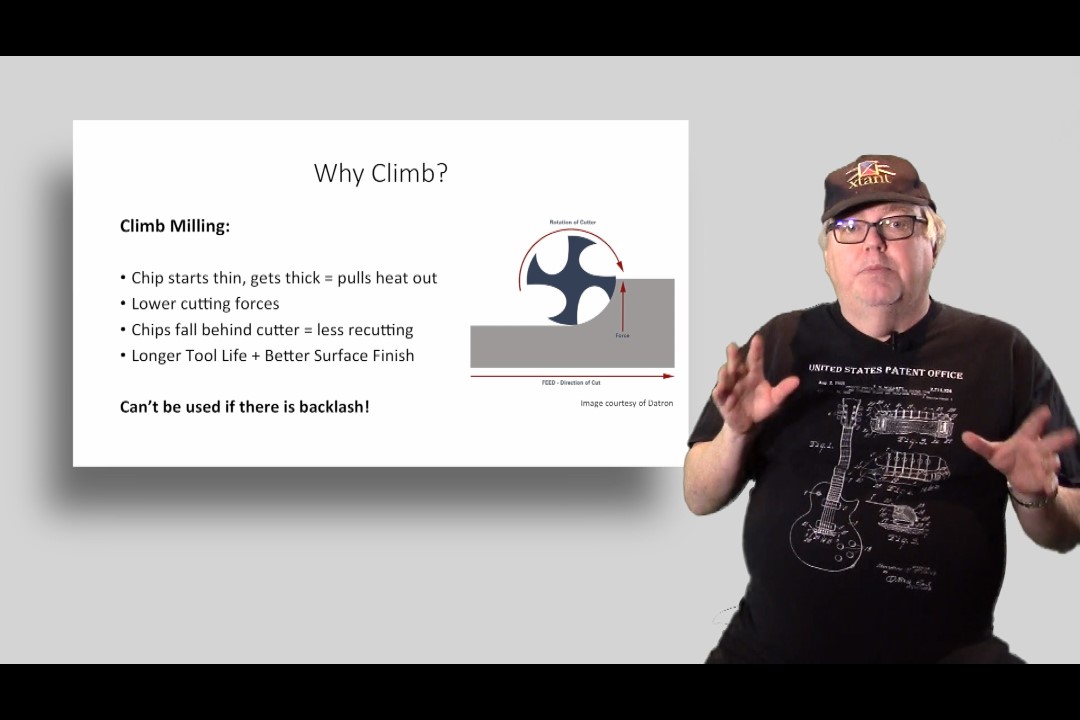
Climb milling is cooler but requires significantly more force, which seems to validate the claims of those that say it should only be used on rigid machines. So, pick your poison!
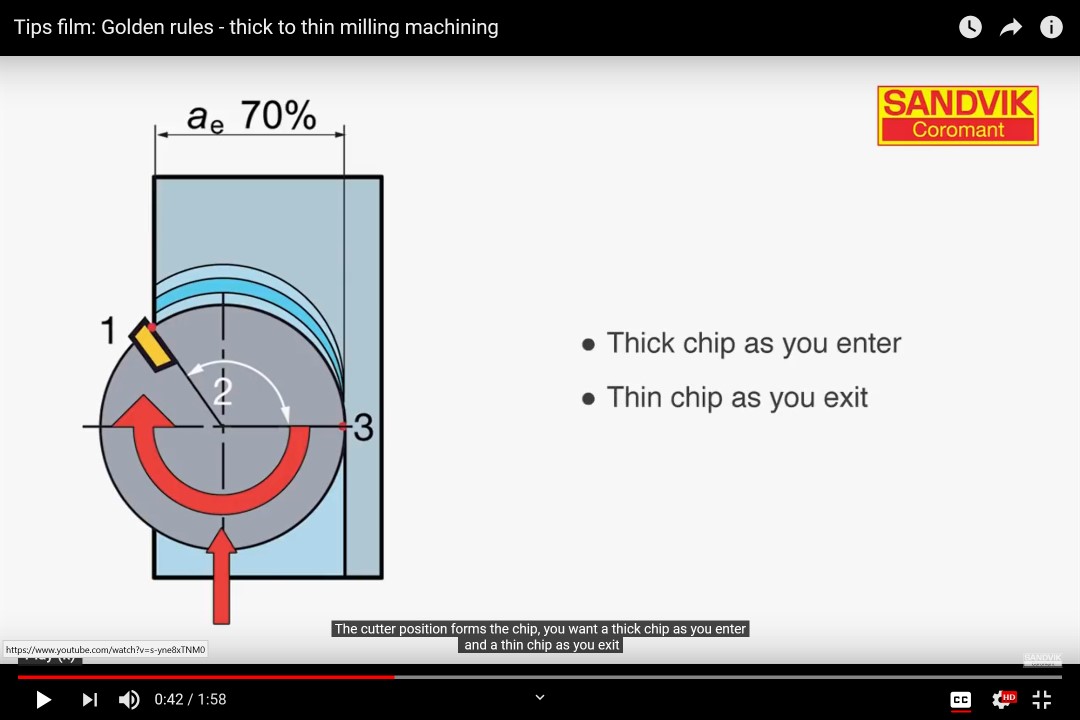
" wouldn’t the ideal scenario be that each tooth removes a chip just as thick as that red hot part ?" True, but you might be shooting yourself in the foot by increasing the chipload to do so. Increasing chipload by increasing feed rate (IPM) or decreasing cutting speed (SFM) both require more power, which produces more heat.
The “to climb or not climb” opinions I have seen related more to backlash than to cutting force? (and it went something like “manual mills had backlash hence climb is dangerous, while CNC have much less if any backlash, hence prefer climb always for its other advantages”).
Why is there considerably more force for climb ? (I agree this is what this article shows, I just don’t get why it is the case). This BW article even said “Note how the deflection force vector is more nearly parallel to the cut with conventional milling (albeit the arrows are longer, showing there are higher cutting forces)”
And then the chipload thing: indeed it’s probably a balance (as it always is) between cutting thick enough to 1) not rub and 2) remove that superficial heat layer, and cutting shallow enough to not have to deal with large cutting power/heat. I would even bet than the thickness of that heat layer increases with chipload, so that the two scenarii could be equivalent:
using a small chipload, using less power so producing less heat,so ending up with a very shallow heat layer…that happens to be removed by that small chipload.
using a larger chipload, using more power so producing more heat, so ending up with a deeper heat layer, but…that also happens to be removed in one go by the larger chipload.
The “to climb or not climb” opinions I have seen related more to backlash than to cutting force? (and it went something like “manual mills had backlash hence climb is dangerous, while CNC have much less if any backlash, hence prefer climb always for its other advantages”).
all machines have some degree of backlash, the amount is the concern. a manual machine can have less back lash than a cnc machine (such as our desktops or a worn large vertical mill). it is too general to lump them up as manual vs cnc (especially considering the terms don’t apply to the area of concern)
the big difference is that cnc machines have motors that control the movement at all times when powered on, whereas manual is dictated by your hands. human error, weak grip of the handle, etc can be dangerous as it only takes one good bite from the endmill to cause the cutter to runaway as it pulls away during a cut. it is possible that the axis motor can be overpowered during a climb cut and start skipping - namely due to poor feeds and speeds.
Why is there considerably more force for climb ?
only way more force would make sense is the ‘thick to thin’ of the chip. more force on the spindle motor. however, in regards to the axis motor it would be less since you’re actively spinning into the material - climbing - and reducing the load albeit marginally
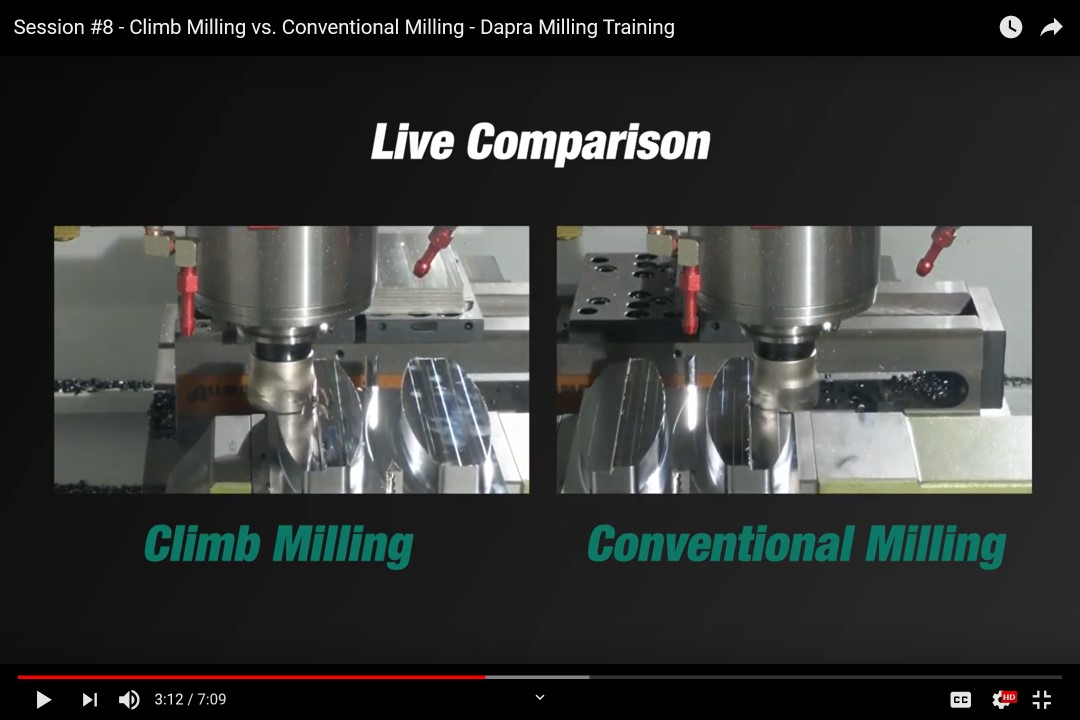
Thanks for the sanity check! You made me look back at some of my old cutting force measurement results. Those results suggest that conventional milling forces are equal to or slightly higher than climb forces in both poplar and MDF at 50% Diameter width of cut. Since the magnitude of the cutting forces and powers generally correlate quite well with the MRR, maybe the slight conventional milling increase is caused by rubbing?
Unless I’m missing something, you’re linked BW article seems inconsistent with Sandvic’s discussion of climb vs. conventional milling and the Datron source BW references. I wonder how that apparent discrepancy impacts the remainder of their discussions. IMO this video does a much better job of defining, showing, and explaining the differences and pros/cons of the two approaches. So, you should almost always “Drive on the right side of the road”. (Unless you’re a counter-clockwise rotating hurricane climbing the East coast.) Note that there is no mention of backlash.
Is it a matter of backlash, or just the absence of having static motors? When you try to climb mill on a conventional mill (I’m an idiot and I’ve tried it) the endmill becomes a pinion gear and the material becomes a rack. It starts to walk down the material instead of cutting it. In a CNC you have motors that hold position to counter this.
I think you’re right, it’s just a matter of having motors that properly position the cutter regardless of the direction and magnitude of the cutting forces. But, one of Porter Cable’s manuals “Climb cut (from right to left) the outer edge of the vertical board (Fig. Q8) to reduce tearout” when cutting half-blind dovetails in wood with their jig. So at least with wood, careful manual climb cutting can be useful!
P.S. I added another link and photo to the post preceding yours that should clarify things.
More clear thinking about speeds and feeds? Note that their “speed” refers to cutting speed (SFM), not spindle speed (RPM). (SFM = Cutter RPM X Cutter Diameter X Pi (~3.1416)). No mention of heat removal by chips as a driver in selecting chipload.
@themillertree yes, constant engagement is key as well as holding torque. i got sidetracked on the backlash focus - which would allow for a ‘running start’ of the climb cut to get away.