Usual preface, I’m with PreciseBits so while I try to only post general information take everything I say with the understanding that I have a bias. Probably going to be extra “general” here as this relates to cutters.
I agree with Vince for the most part. Single flute cutters are easier to calculate for and have a lot more flute volume. Additionally, you don’t have to worry as much about runout changes as you are only really dealing with it when you engage the material and in some direction changes (not counting dimensional accuracy just chip and forces). In multi-flute tools especially with low chiploads and/or small diameters it becomes a much larger issue. This is mostly due to the fact that you can have variable chipload per flute where runout is added or subtracted based on the location of runout relative to the flutes. Helix and pass depth complicates it further…
The flute volume is the amount of room you have in the inside of the flute. The more flutes you have the more this has to be scaled back to leave enough core to have any strength left in the tool. The more flute volume the faster you can cut without choking the tool and the more you can tolerate uncleared chips. Doesn’t solve the uncleared chip problem though, especially when multi-pass slotting.
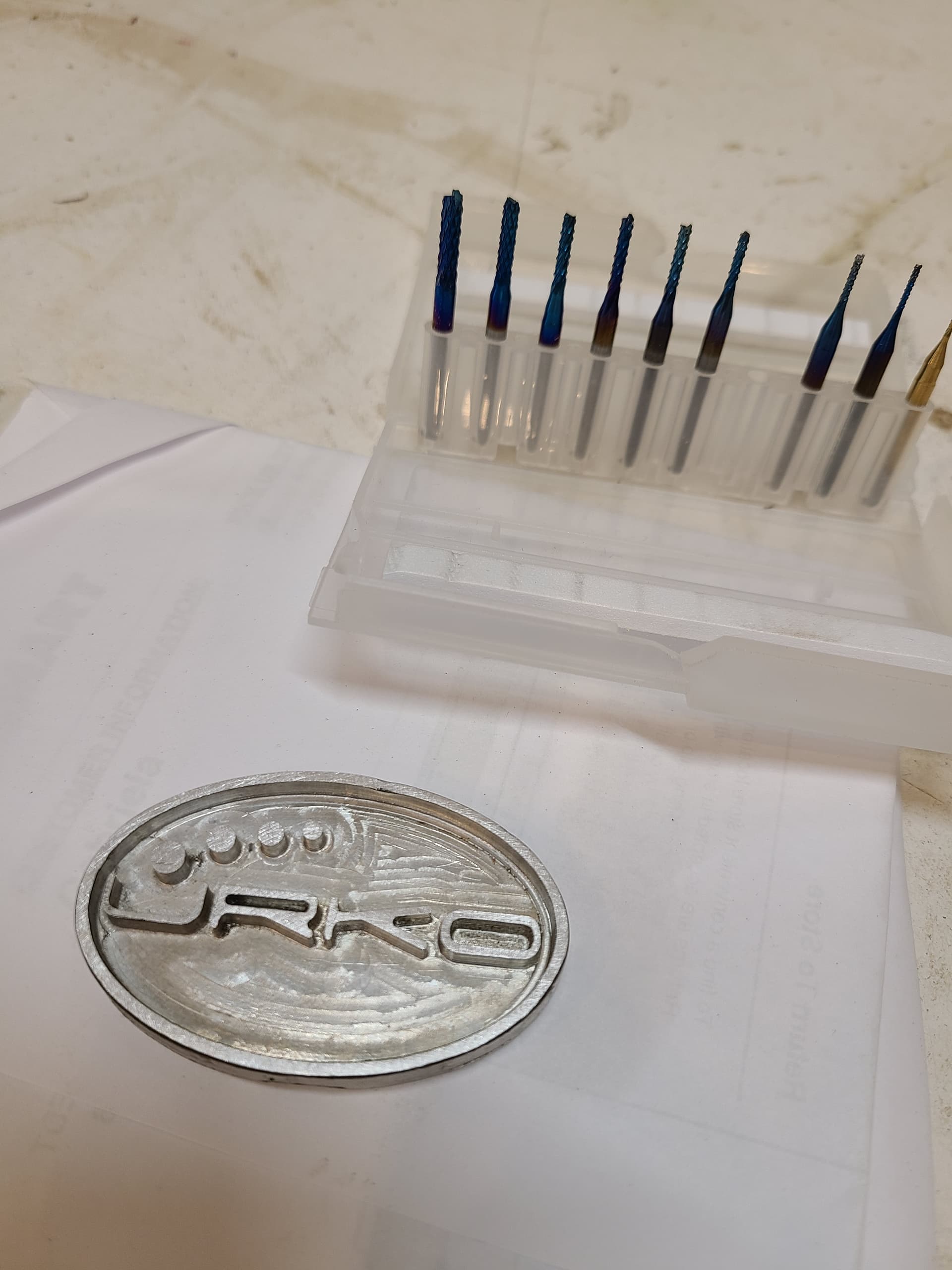
One of the problems with all tooling including single flutes is that there are a wide swath of geometries for them (helix, rake, margin, core, etc). Oh, and an “O flute” label can be counted on meaning precisely nothing anymore. In my opinion it’s original meaning (type of chip, center, and high rake) has been lost in the marketing drive.
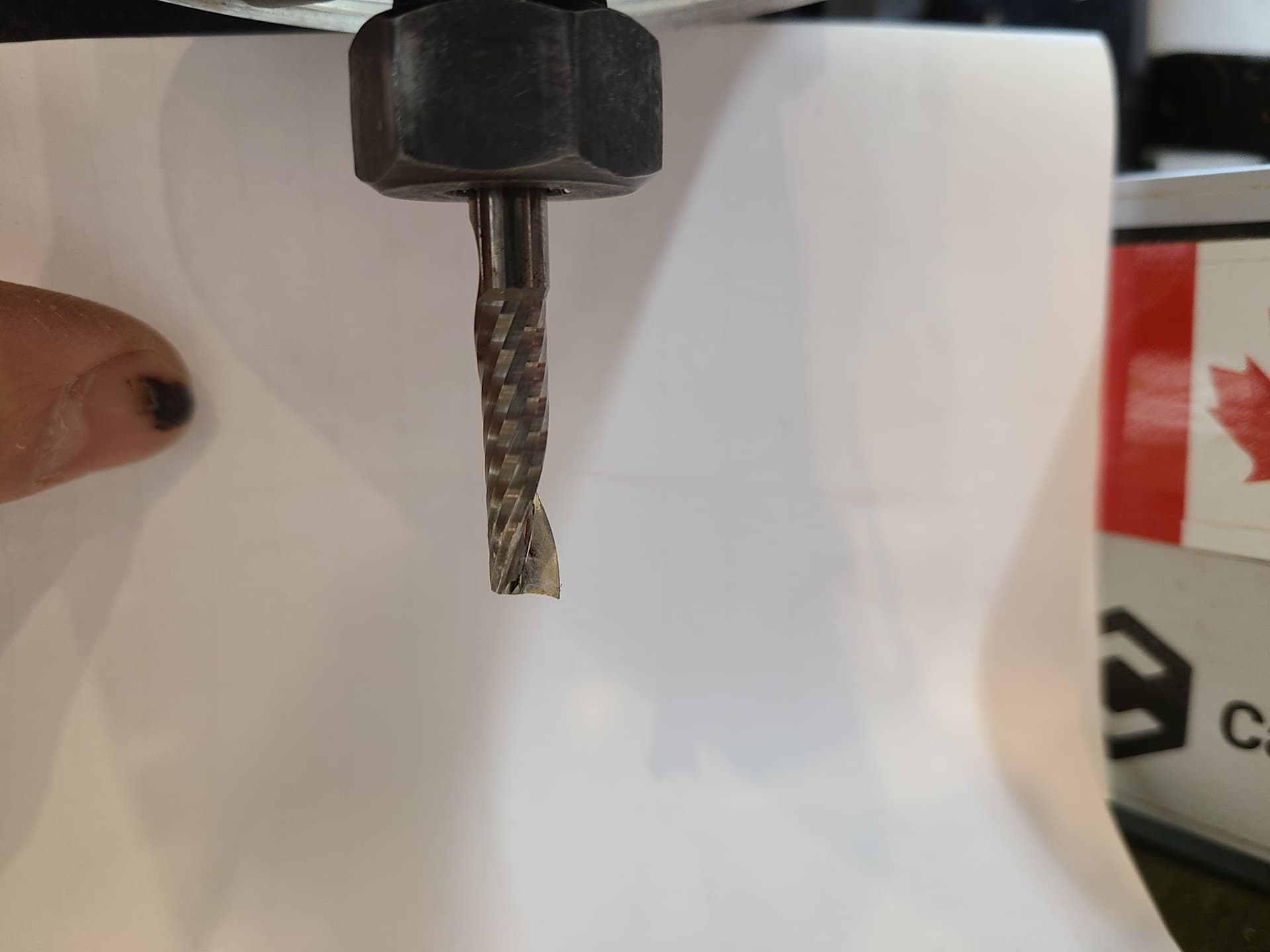
Core is a big one to watch for in this case and potentially part of the issue. This is basically the percent of blank material left from the nominal cutter diameter. The problem is that it’s a lot easier to just cut a huge chunk out of the blank to make the flute than to compensate for everything else. This has resulted in some tooling so extreme that I personally refer to them as ribbon cutters (because they look like a twisted ribbon of carbide). Those will cut soft material fine…most of the time. But move into metal or tough composites and it will deflect a lot more than tool with more core left.
Rake and helix can also be an issue as they effect both the strength and sear of the tool
Unfortunately, all of the above basically means the single flute tools are good from a simplicity of cut calculation, and tolerance to runout and uncleared material. However, they are just as complicated when it comes to everything else. So you can still end up with a tool that will work great in one material and horrible for another.
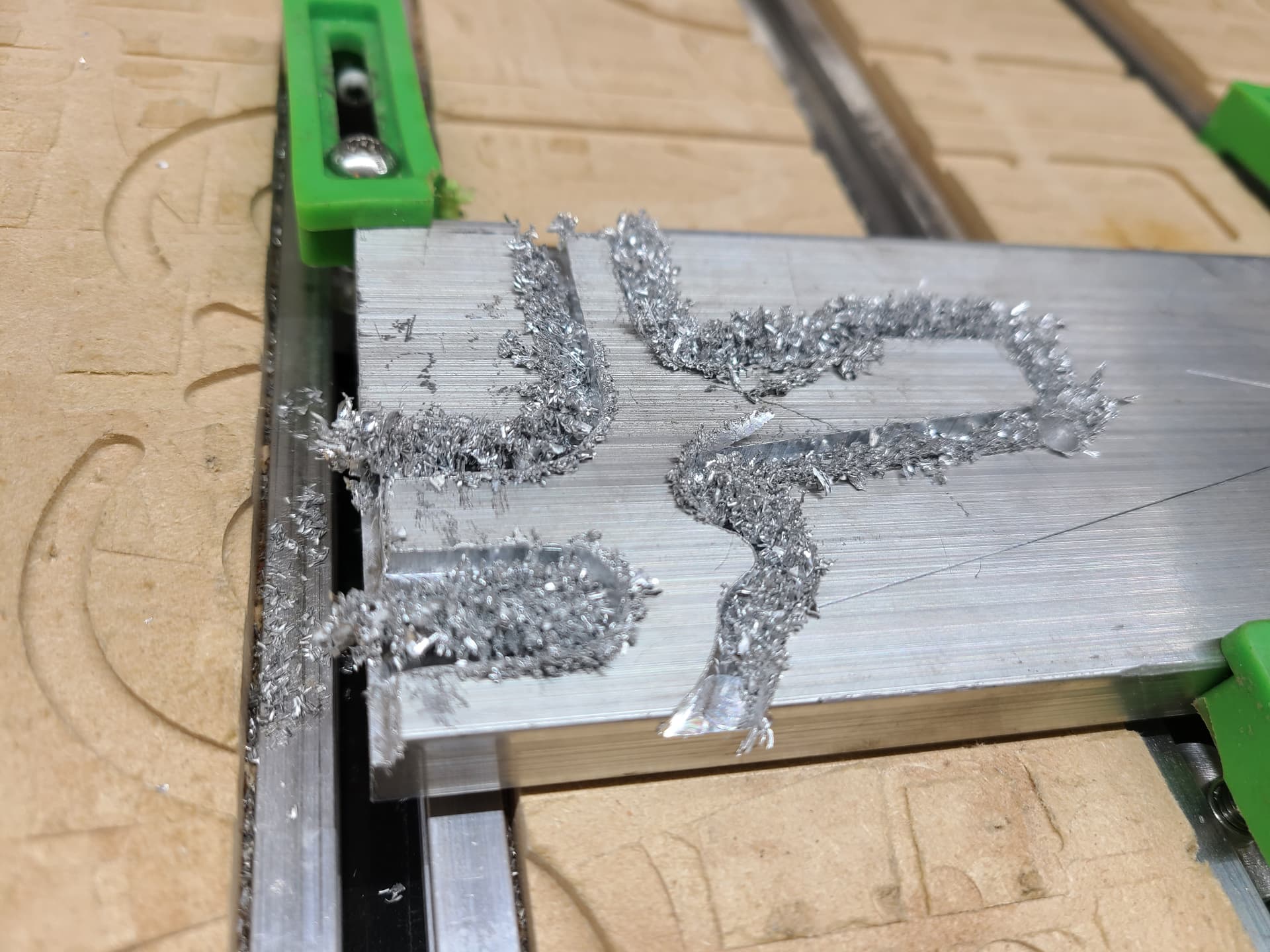
My stab at this specific cut, without knowing the tool geometry, would be to run the tool at a minimum of 0.001" chipload and scale back the per pass to whatever is needed to minimize deflection. RPM will be more dependent on geometry but the worst I’ve ever seen for carbide in 6061 is 600 SFM (9,168 for 1/4"). Assuming a decent edge and enough rake you should be pretty good to 800 SFM (12,224 or 1/4"). Good geometry with good edges will depend on what they are targeting for. At the very least also clear the chips between passes. I’d also switch to blue tape and CA or hard clamping for hold down. I’m probably a bit bias there though with as many issues as I’ve had with flexible mounting allowing material to move while cutting.
One last thing I would change is to split the pass depth into even passes. I primarily recommend this as the deflection is linked to MRR. So if you have a final pass that is less than all the previous ones you will deflect less basically rubbing the tool to one side. How much this matters depends on the system, total deflection, engagement time, etc. But it’s an easy step to avoid a potential issue.