Has anyone here on the forum heard/seen someone try “double belting” on their belt driven CNC. The concept is basically adding a second belt but teeth up under the belts running along the X and Y axis. This allows for the teeth of both belts to interlock meaning all belts are doubled up with the exception of the short span going up between the wheels to the stepper motor. Seems like an interesting concept and was wondering if it’s worth pursuing. Won’t lie I’ve been researching a ballscrew upgrade for my Shapeoko Pro XXL but this might be just enough to scratch the itch for now.
Edit: I’ve seen some mention gluing a belt on their aluminum extrusions however I’m thinking instead of cutting the belt right at the end brackets just lay it loose the entire span and somehow secure it at the other end (to the bracket, new bracket or something that crimps both layers of belts together).
I tried that on my Pro XXL, I used double sided sign tape to fasten the belt to the gantry. Using a digital weight gauge, and dial indicator, I did not find much of a difference.
Folks tried this back in the SO1/2 days — the biggest problem seemed to be how to get both belts tensioned exactly the same so that the teeth would mesh perfectly and consistently throughout the length.
I was looking into this because I was checking things out with a dial indicator and noticed that belt stretch was around 0.4mm, so next move was an attempt to tighten the belts. My next observation was that back and forth movements on the X and Y axis between 10mm to 15mm (dial indicator travel limit) each step did not provide a consistent movement especially when changing direction like it took a step or 2 in the opposite direction before the physical movement would return to be as expected. So I checked my grub screws holding the sprocket to the stepper motor shaft and all good there. I did notice some rubber powder like substance under the belts so figured it’s time to change the belts so ordered a replacement set. I’ll see what that does once it gets here but I’ve been pushing the Pro XXL harder lately so looking into potential mods that could help push those limits up.
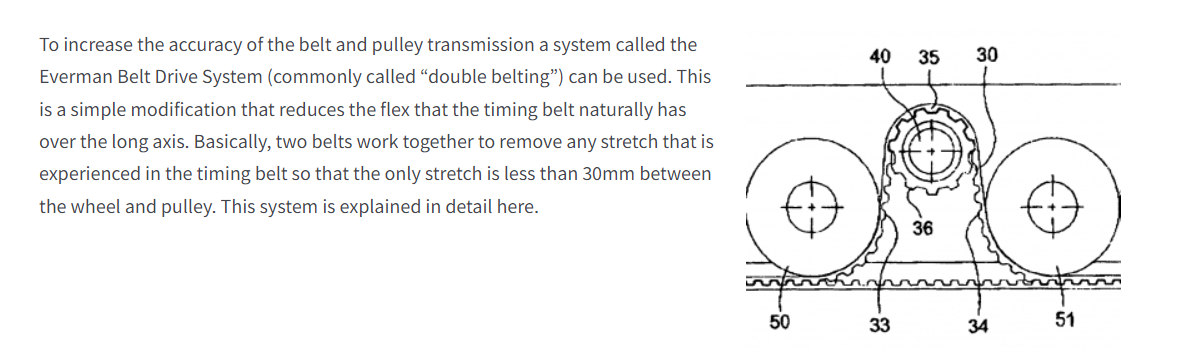
The drive gear / pinion (40 in diagram) would also need to be adjustable in height to align the tooth spacing on either side so they would line up with the lower belt.
I had minimal binding when I tried it, Having the drive pulley adjustable would have helped. Thinking back on it, if the drive pulley was more in line with the guide rollers, it might have reduced the deflection more.
Absolutely, as Will also pointed out I think matching the teeth on the overall length of the belt is the easy part, it would really come down to the geometry between the wheels, stepper motor gear and pitch on the belt (teeth) to be properly spaced/positioned to make it fit… Maybe we get lucky and it’s laid out just right already…
We’ve looked at it before, and it didn’t seem scalable to us, but it might work for an individual user.
The guy who created it (Michael Everman?) had a really long thread at CNC Zone about it years ago that was interesting. If I remember correctly, he recommended VHB tape to hold the belt down.
If you happen to enjoy reading patents, the prior art listed in that one had some interesting alternatives.
I have researched a similar idea a bunch. The GT2/GT3 belt profile does not mesh with itself super well and would cause unwanted wear if you just used another belt flipped over like that. I was going to machine the belt profile into aluminum tracks that the belt would sit in.
I came to the conclusion that I would rather have ball screws. The cost and effort of switching belt types to something that will mesh properly or machining the negative of the GT2 plus the new X and Y plates to allow for proper tension is too high to justify for the small increase in performance in my opinion. Cool idea though. Would probably make sense for very long travel distances where ball screws are prohibitively expensive.
It essentially turns a belt system into rack & pinion.
Thanks for that feedback, I’ll take a really good look at the belt profile but makes sense if the voids between teeth do not mate/match it’s own profile that the rubber would likely wear faster. At the extreme I was thinking an epoxy granite bed with integrated Y rails build (1 piece) which would go well with flood coolant setup eventually. That would also free up the Y aluminum extrusions to double up the X axis, add ballscrews, beefier rails, etc… However I could also save myself a whole bunch of headaches and just sell the SOPro XXL and parchase an SO5 Pro however that project would be a fun undertaking.
I guess for now I’ll wait for my new belts to come in as I ponder this and continue making stuff…
Yes, Mike Everman started the cnczone topic back in 2008, I’ve been following it since the begininning but still haven’t tried the technique on a machine
I’ll add my usual note that increasing belt tension beyond the minimum required to match the stepper torque does not reduce backlash as the belt tension modulus is constant for any tension the stepper motor shaft can survive. Once it’s up to the basic twang, that’s good enough, belts in good condition (noting your rubber dust note) and at a consistent tension across the machine are the best performance you’ll get.
Fully agree on paying attention not to overtighten the belts which would also lead to bending stepper shafts/damaging steppers. I was attributing backlash on belt driven cnc’s to the length of belts on the x and y axis. For example if the gantry is located at the center of the Y-axis there would be an equal length of belt on either side of the Y-stepper so backlash Y+ or Y- would be the same, however if the gantry would be at the front or back end of the machine the backlash would be different due to different lengths of belt on either side of the stepper. (EDIT: tension would be the same it the machine was not actively cutting in Y or X direction, however tension would change while cutting in a certain direction… if that makes sense). This is why I always try to center my projects in the center of my CNC bed. Assuming this the true then that is why the double belting caught my attention because regardless of the length of the axis you would be reducing the belt stretch to a short distance, mainly between where the belt bends between the 2 wheels/pulley’s and stepper.
Anyhow pretty sure my biggest problem I’m experiencing right now is belts are worn and need to be replaced.
I tend to do most of my projects starting in the lower left. I have been wondering though if it would be better to center things or distribute projects around. Would there be a likelihood of wearing out an area? I would guess you could eventually wear certain sections of the belts but I don’t know if that is a realistic scenario given the amount of time I get on the machine.
Funny you should mention that, I did put together a simple physics model of the belt deflection under load
The simple outcome is that belt deflection is minimised towards the end of an axis with a short belt section. I was not able to measure any impact on backlash with varying position on the axis.
As for the interlocked belt, yes, absolutely that’s the magic, there’s only about 80mm of effective belt length at any one time working from solid reference where the lower belt is stuck to the axis.
The corners tend to exhibit the lowest deflection under load due to variation in both belt and X beam deflection, so that’s a good call.
As for wear patterns, according to the testing done by Bell Everman in that linked thread on CNCZone they were into the millions of movements in a single location on the belt before wearout. Given my experience on the Shapeoko, the steel / nylon / kevlar reinforcements in your belts with wave a little white flag and go sproing first.