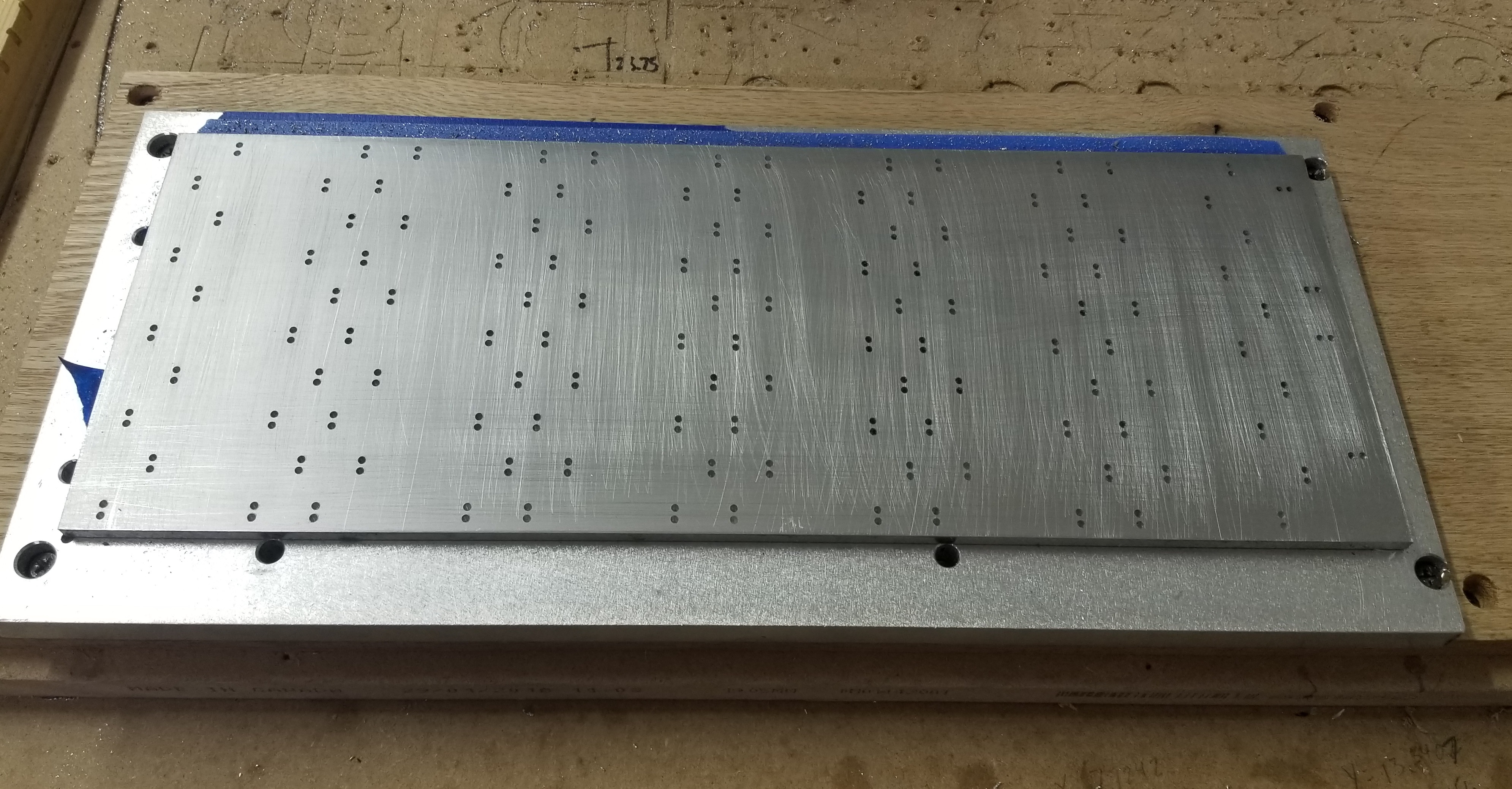
2,232 holes later the first batch went well! Almost ready to start on the next batch.
I ended up using a HARVEY TOOL 46505 5/64" X 90 DEG CARBIDE DRILL MILL
I peck drilled the holes at 18000 RPM, and a pecking depth of .030" with a plunge of 20ipm.
The biggest thing that i found that helped was to make sure there was plenty of lubricant on the cutter and the hole while drilling. The mister alone didnt seem to always work and things would get gummed up.
Picture to show results.