Look at those long chips! satisfying, right ? 
Now that you have crossed one item off my todo list (THANKS!), you might as well participate to my current mini-quest of determining the best recipe for getting perfect smooth wall finish in acrylic, to remove the need for any kind of manual finishing ('cause torching acrylic is for sadists !  )
)
4 Likes
That’s pretty impressive, seems the folks at Datron think fast is the way to go on Acrylic too, but I think their machine is a bit more expensive…
2 Likes
Well I received those two cameras, and it’s an epic fail:
- the endoscope does support 1600x1200…at 10fps (which was obviously not stated in the description, sigh). It also heats up significantly (whaaat?)
- the module is excellent, great image and resolution…but it won’t focus below 10" or so…useless for my dust shoe context.
Printing the return form as I speak.
Aaaand I’m back to infinite browsing mode to find something else to get now.
@ispot did you get yours and did you have a chance to test it ?
Here are my target specs, in case anyone has a good recommendation:
- USB Plug and play (not silly proprietary interface that would require me to install suspicious software, I want to launch Window’s “Camera” app and for it to just work. It’s almost always the case, but…)
- 1920x1080 or better at 30fps
- [some decent resolution] at 60fps, bonus poins for 120fps
- Focusing distance starting at around 1.5"
- fixed or manually adjustable focus
- small enough that attaching it to the side of a dust shoe won’t look completely weird and hinder machine travel.
- ideally, with a LONG cable
- willing to put up to $150 on this thing.
If anyone has a wifi endoscope camera, is it plug and play too on a Windows PC or does it require third party software ?
2 Likes
lol, mine was fine resolution wise but it did not have a short focus distance, I could not get it to focus on anything closer than 5". For the past two days I’ve been looking & comparing before I order. This time, I will be getting one that will record audio as well.
1 Like
There are some Raspberry Pi cameras that might do the trick.
Of course, then you’ll have to do a bit of Linux but…
2 Likes
@ispot : let me know if you find something interesting, I’ll be doing the same.
@LiamN: yeah I’m comfortable messing with linux, but do I want to right now…very different question  There are some interesting associated videos there though, I have some Youtubing to do.
There are some interesting associated videos there though, I have some Youtubing to do.
2 Likes
I am sure I saw something on a John Saunders video about them using a fisheye lense Infront of camera to provide good closeups will try and dig it up
2 Likes
@Sherpa You don’t need to get a separate fisheye lens. There are tons of cameras that come with a fisheye lens. The one I just returned back to Amazon had a fisheye lens. The fisheye lens is good for the width of the eyesight but it has nothing to do with the focal distance. I and Julien are looking for a camera with a good short focal distance.
@LiamN No Raspberry Pi camera has specs or features that are more than standard USB cameras. Actually, it’s the other way around. USB camera’s out specs what’s available for Rasperi Pi.
@Julien you will be the first to know
@Julien Please, consider typing a post about milling Acrylic, from start to best quality smooth finish.
2 Likes
I keep circling around those ELP cameras, bulkier than I would like but not impossible to mount either
that should get me 640x480 at 120fps for slowmo, and full HD at 30fps for regular shots.
If the specs are not lying, that is.
That specific reference showed up in a video where the guy focuses an inch away in front of the camera, so that lens should be fine.
…I’ll keep looking a bit.
3 Likes
If I’m reading this bit correctly;
Modèles en option:ELP-USBFHD01M-BFV (2.8-12mm)
2.0Megapixel résolution 1080p
Capteur: 1 / 2,7 "CMOS OV2710
Then they’ve got a nice small sensor and an effective short focal length lens which should give a decent depth of field once focussed close up for the dust shoe deployment.
The smaller the sensor the better for getting DoF and not getting only the cutter tip in focus and the rest blurry.
3 Likes
We’ll know on Monday, I could not resist any longer
4 Likes
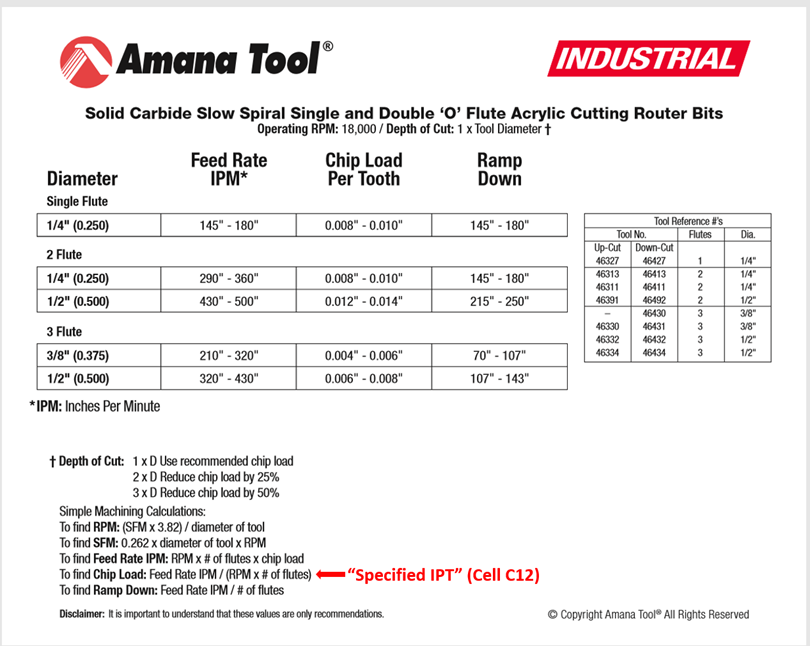
Trying higher feedrates in acrylic tonight
1/4" O-flute (Amana 51411) 18000RPM at 3500mm/min (140ipm), 1mm DOC
It sounds like it’s not even trying, I’m curious how fast I can push it further.
5 Likes
@Julien If you don’t find a camera with a suitable focus range, maybe you can find one that you can modify in a certain way. If you have a chance to move the lens further away from the sensor, the focus range will move closer to the sensor. I don’t know about the math here but that is what those Extension Tubes do. You will end up with capturing less light and a lower depth of field.
3 Likes
Agreed, this is what they (used to?) use for macro phtography I think ?
I’m afraid this is not really doable for the small form factor I’m looking for. It’s only a matter of trying a few models, I’m sure one of these modules will turn out to work just fine for close-up!
2 Likes
When you guys use such high feedrates, do you have your Shapeoko standing on those stock tips or did you fix it some way?
My machine starts shaking frightingly when I go like above 3000mm/m.
I got rid of the machine’s feet a long time ago, never regretted it.
I did it this way, MDF sheet under the machine, with small pockets where the protruding stell plate nuts are, and some dampening sheet of material in-between:
(I cheated, reused the original MDF baseboard which conveniently already had holes in the right places)
That said, I have no idea whether it changes anything to the ability to move fast, I did it to be able to push on the baseboard like a madman (tape & glue…) while not inducing any flex.
7 Likes
Did you try @gmack 's spreadsheet to see what feed rate and DOC you should be able to run in the acrylic for a reasonable machine load? Don’t know if there’s a k factor for Acrylic in there.
I suspect the workholding and fracture behaviour of the Acrylic might become the constraint before the strength of the machine in this case though.
2 Likes
Yep @gmack’s spreadsheet does have a K factor for acrylic (=20.06)
At the settings I mentioned above, it confirms the machine is not even trying
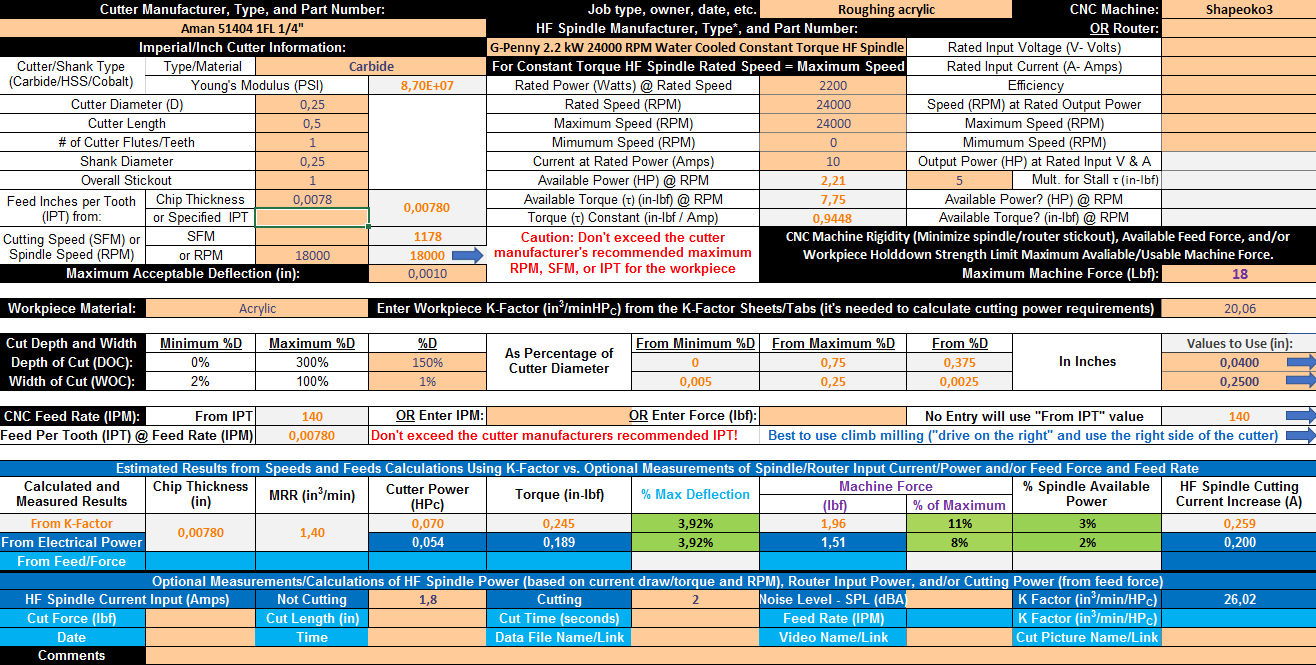
Interestingly, this 0.0078 chipload happens to be the low-end of Amana’s recommended settings for this cutter
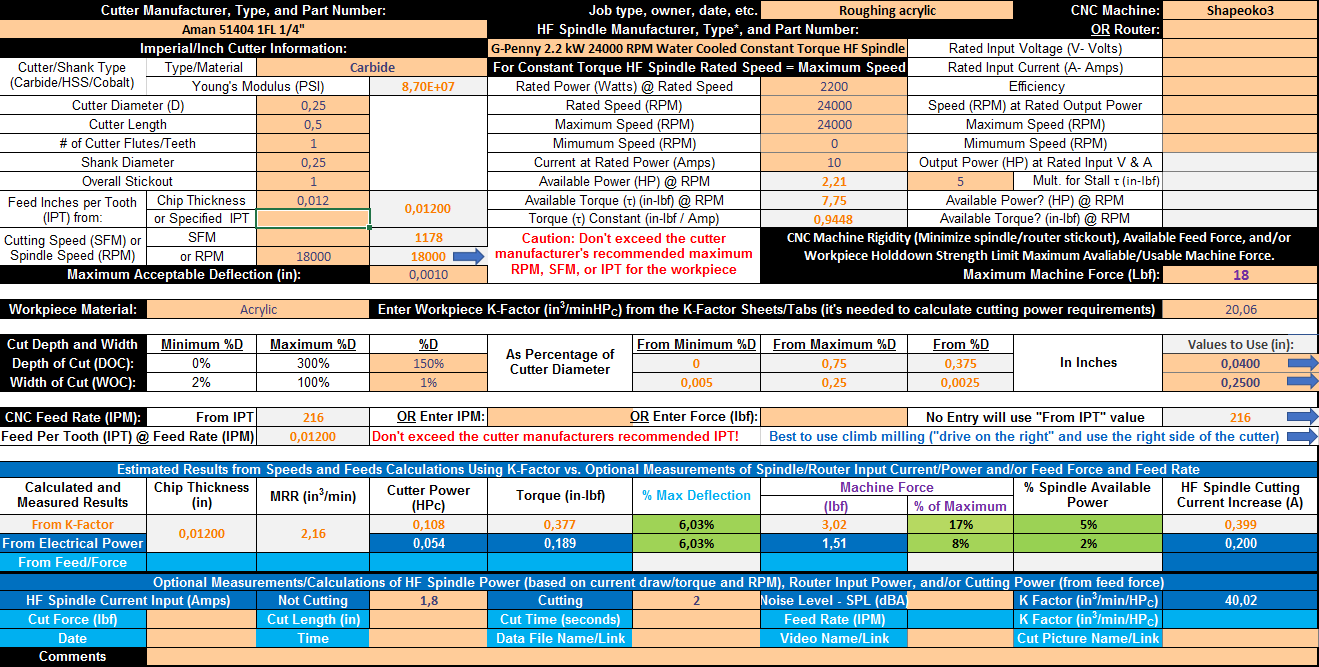
Their max recommended chipload of 0.012" for a 1/4" tool translates to 216ipm, and even then the machine load is not a problem at 1mm DOC (no surprise there)
The “let’s push this to the limits” case would be 0.012" chipload and pushing the DOC to the value where we reach the machine’s theoretical limit, it seems to be around DOC=0.2", for a 10 in3/min MRR:
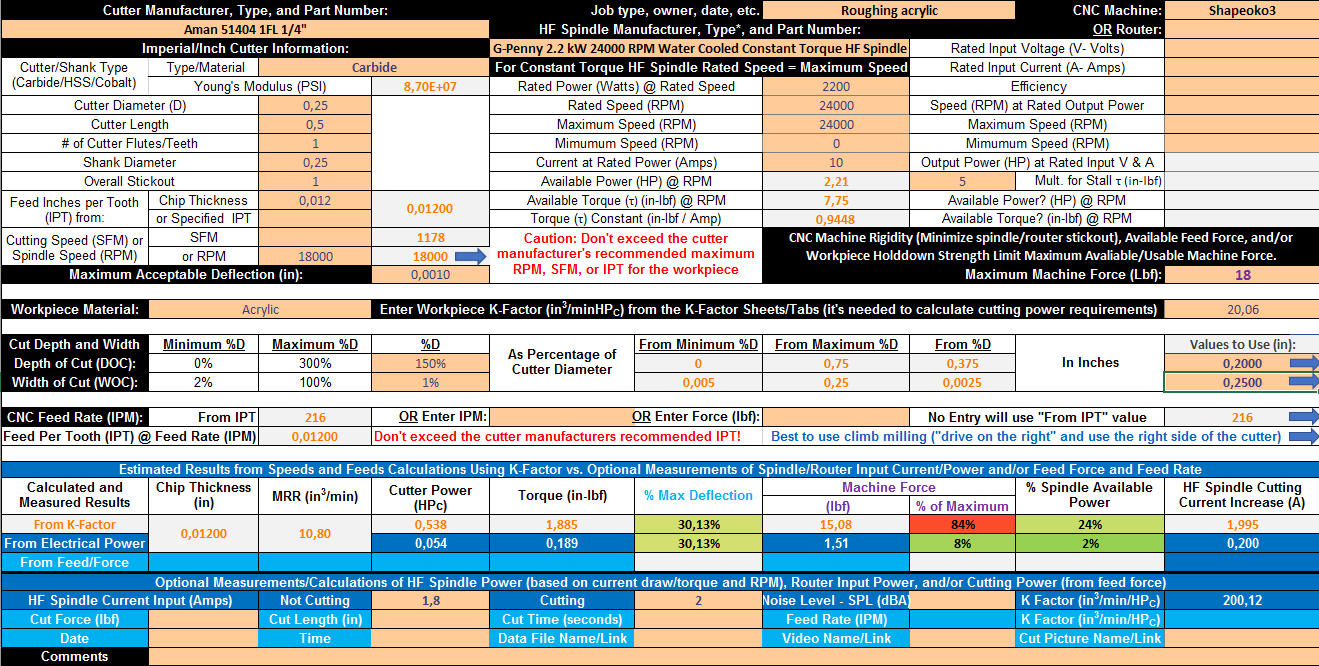
That would sure make for an interesting video, it’s tempting
5 Likes
The following shows what Amana and some other manufacturers use “chipload” when referring to cutter inches per tooth (IPT). So, I added the option of using that “Specified IPT” to calculate an appropriate feed rate (IPM) to the latest workbook. The workbook still provides the option of using chip thickness to calculate feed rate if desired (like you did).
Since some manufacturer’s specify cutting speed (SFM) rather than spindle speed in their speeds and feeds charts, the latest version workbook also provides that option. IMO those recommendations are a good starting point.
The formulas in the workbook are now also protected to prevent them from inadvertently getting overwritten. I’d like to minimize the distribution of the protection password, but anyone can PM me for it.
Your spindle supports 1/2" shanks and has plenty of power, so you should be able to double your MRR without increasing cutting force by using one of them.
Amana seems to always use 18000 RPM for their charts. I asked about that last year:
"  Andy Almonte (Toolstoday)
Andy Almonte (Toolstoday)
Mar 19, 10:14 ADT
I agree with the 46102 reference you made.
The max RPM on these tools 28,000
 gmackelburg
gmackelburg
Mar 19, 02:44 ADT
Andy,
I’m thinking that the coated 46102-K, since it has 1/3 the recommended Chip Load of the uncoated 46102, would be the better choice for me with wood because it would allow me to reduce my cutting power and force by a factor of 3. Do you agree? Can I operate either/both of those products safely at 30,000 RPM – assuming that I maintain the same recommended Chip Loads? How low can I safely go with Chip Loads on these products?
Gerald"
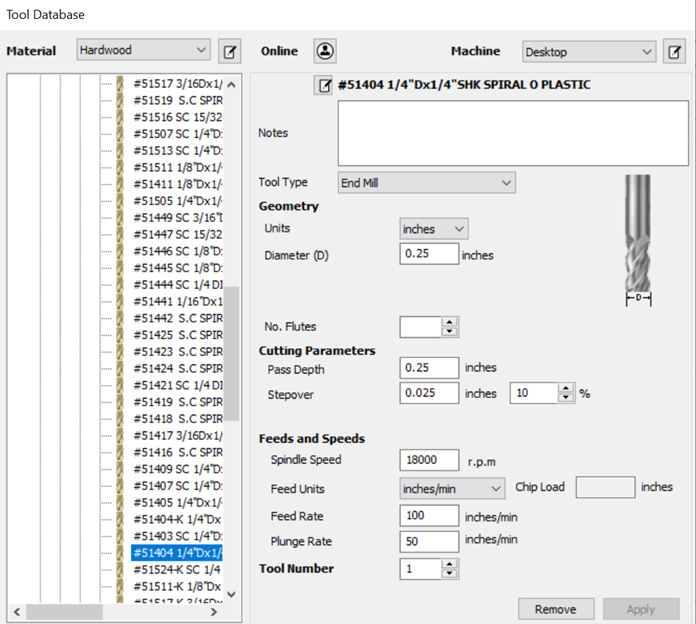
OOPs I just noticed that your 51404? endmill data sheet says:" Maximum RPM: 35,000" - maybe they’re finally fixing that!
Is Amana’s Fusion360 Tool Database more complete than their Vectric database?
4 Likes