After I modified my dust shoe to put a cheap USB camera in there, I have developed a mild addiction to watching the cutters do their thing.
I figured I might as well create a thread to post videos I find interesting (or silly, or painful to watch when I have my settings all wrong!), I’ll add them to this thread as I go.
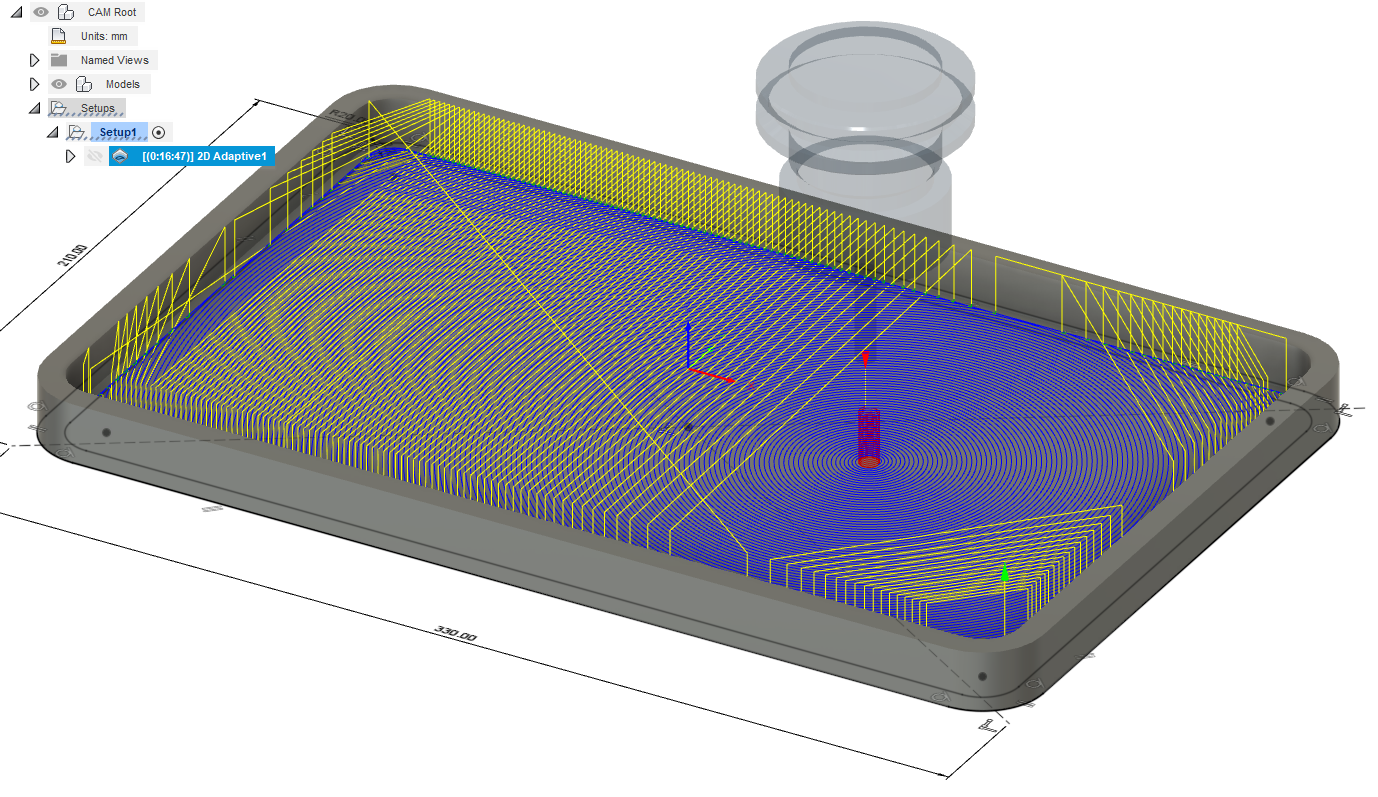
Here’s one from today: I have a (pretty boring) wood tray I need to make, nothing interesting in the design, but it requires cutting a 13" x 8" pocket, 0.6" deep, and I don’t want this to take forever, so I went for a somewhat aggressive toolpath: a full depth adaptive clearing at 24000RPM, 3000mm/min (118ipm), and 1.5mm optimal load (stepover). That’s in “Ikea acacia” wood (yep, another cutting board meets its end today).
Fusion tells me it should take 17min, fine with me.
Anyway here’s the video of a test cut at those settings:
What I found interesting is that it illustrates how important chip evacuation is when making deep/narrow cuts. Oh, and I still love adaptive toolpaths even for wood.
Looks like the material was getting really hot on the top edge and the “heat” line descended with the bit. Would increasing the plunge rate help reduce this even though the hot spot isn’t on the end of the tool? Just almost looked like a flame was about to start with all that smoke from about 0:15 until the adaptive cut started and things cooled off again.
The cam is low-res and the capture rate is not fast enough, looking again at the vid I can see how this would look like smoke, but I was ramping down at 60ipm, 24k RPM on that 2-flute, that’s 0.00125" chipload, on a new cutter, no way I can burn things, this is a “whirlwind-o-chips” forming before being sucked out of the cut
Also, yet another video where I forgot to disable the lapop’s microphone, which captures remote sound/vibration in a very weird way, sorry for that.
Yes, I can almost see the chips coming out at a pretty rapid rate. But it’s the edge I was looking at as the shank keeps rubbing here during the plunge. Hard for me to get a good screen capture, but is this a shadow and I’ve too much imagination?
Mmh, hard to tell, possible!
I don’t cut acacia often, and it did have a coating/varnish protection on the surface (since this was a cutting board, originally), so I can’t rule out that this oily-substance liked the warmth of the cutter. That said, I could definitely have increased the helix ramp angle.
Cutting some acrylic tonight.
Amana 51411-K single flute 1/8", started at CC’s default of 16000RPM, 45ipm, about 1mm depth per pass, bumped the feedrate by 10% during the run as it was borderline too slow, so ended up cutting at 54ipm, dust shoe helps getting those chips out of the way.
in that video of the wood Spiral plunge, is that just the camera or is it smoking / burning during the cut? it is hard to tell but the walls of the wood look fine?
We were debating that above, it’s possible, hard to tell for sure. I could reproduce this cut in acacia once I get a better camera (high res and possibly 60fps) to conclude.
I spent more time than I care to admit browsing for various types of cameras that would be suitable for integration in my dust shoe (= small AND with very short minimal focusing distance), and I’m not a patient man so Ali was a no-no this time, I settled for
an “endoscope” style one, same form factor as the one I have now, just 1600x1200 instead of 640x480.
a bare module I’ll have to print a casing for, 1920 x 1080 at 30fps and1280 x 720 at 60fps. Not hugely different, but I read some good reviews on this module so we’ll see.
It turned out to be difficult to find models that do NOT have autofocus (which is the opposite of what I need for these shots), and are NOT wifi. I made a note about a few 120fps and 330fps modules, we’ll see.
One - on the full rotation it slows down presumably this is the ramp and it plunge feed and speed?
Two - I know like me you too are embracing hsm would love to see same cut under hsm if that would even work - just to be clear hsm to me is adaptive both ways deep doc and shallow WOC
Five - could you link end mill apologize if you have reading on phone
PS love this camera angle !! Cncing is so relaxing to watch lol
Yeah I was messing with various ramp feedrates, so in this specific cut I must have used a ramp feedrate slower than the cutting feedrate. No particular reason, as ramping full speed into plastics works just fine.
I guess I never had to mill deep pockets in plastics so far so I never felt the need to try this, but I guess there is no reason why it wouldn’t work well. I don’t have a baseline value for optimal load in plastics with adaptive cuts, so I’ll try this and report, for science !
It’s a great cutter, but in hindsight I should have used a cheapo 1/8" single-flute to do tests cuts and make my silly mistakes, and then used the Amana once I had my toolpaths correct.
It is, right? I found out that I need to be careful though, it takes my attention away from the rest of what is going on…
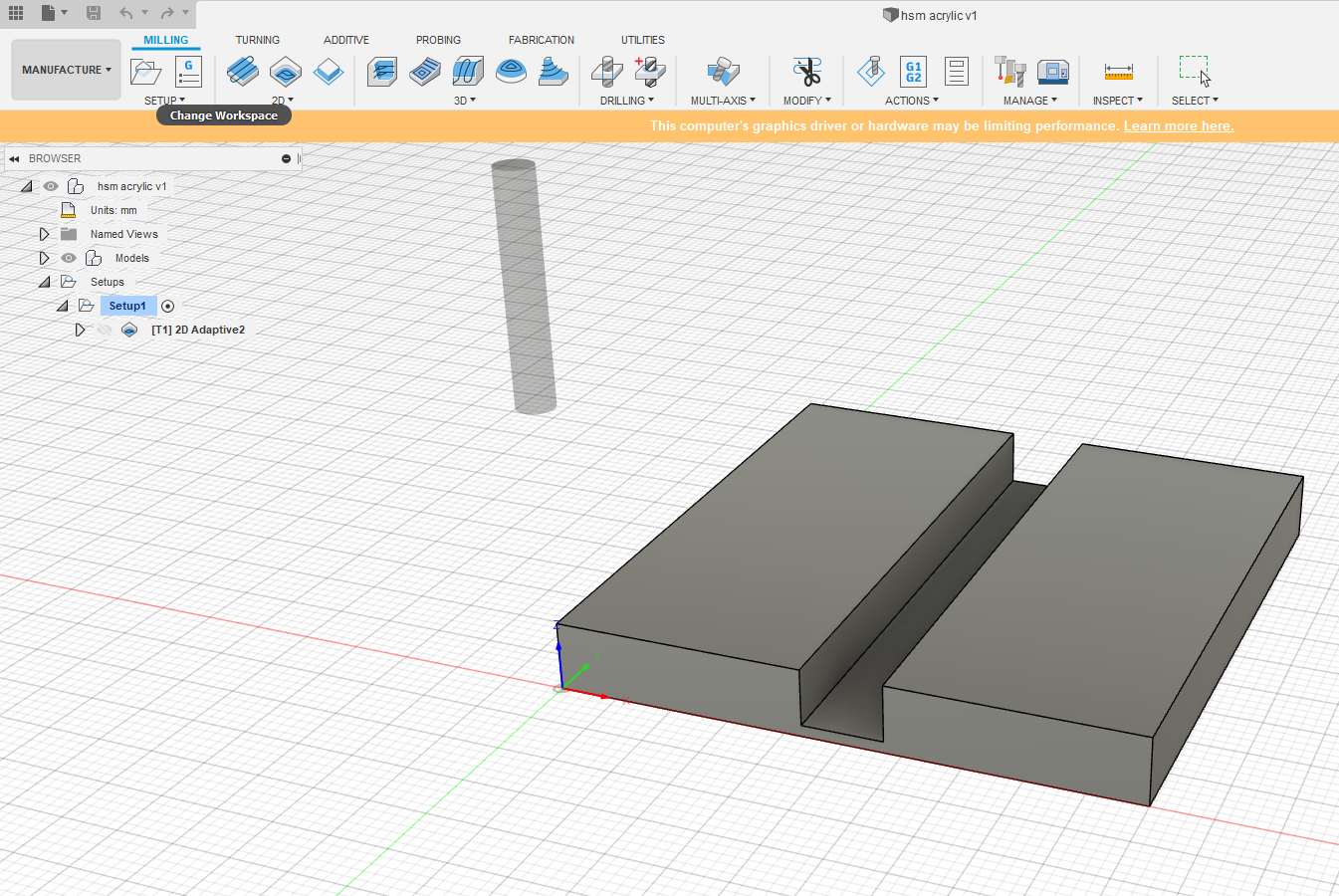
soooo i decided i must stop this, and by this, i mean waiting for others to do what i should not be afraid of doing. So i wanted to know as above can you HSM acrylic…
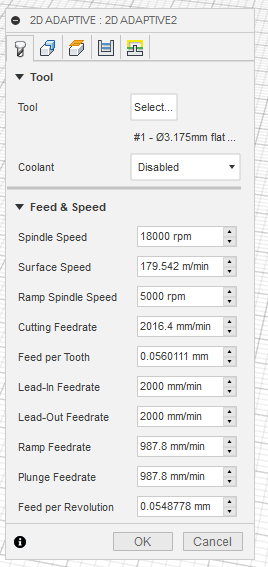
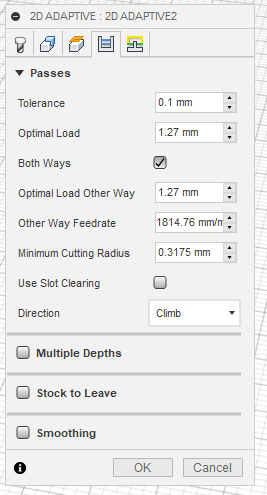
And with that ladies and gents the following is a crazy demo, way out of my comfort zone, this cut video had these F&S. Stock was 6.5 mm cast acrylic cut was DOC 5mm WOC 1.27mm end mill was a 2 flute non coated 3.175mm straight.
notes on the video - it starts just as the cut is ending, this is because total job run time was 25seconds, and for the first few seconds had my hand over the panic button!
2nd i suck at videoing so sorry,
3rd for those who don’t know the word “Clisp” this not a mistake as it clearly sounds, but rather as you all know machining terms for “Clean & Crisp” again i suck at taking videos