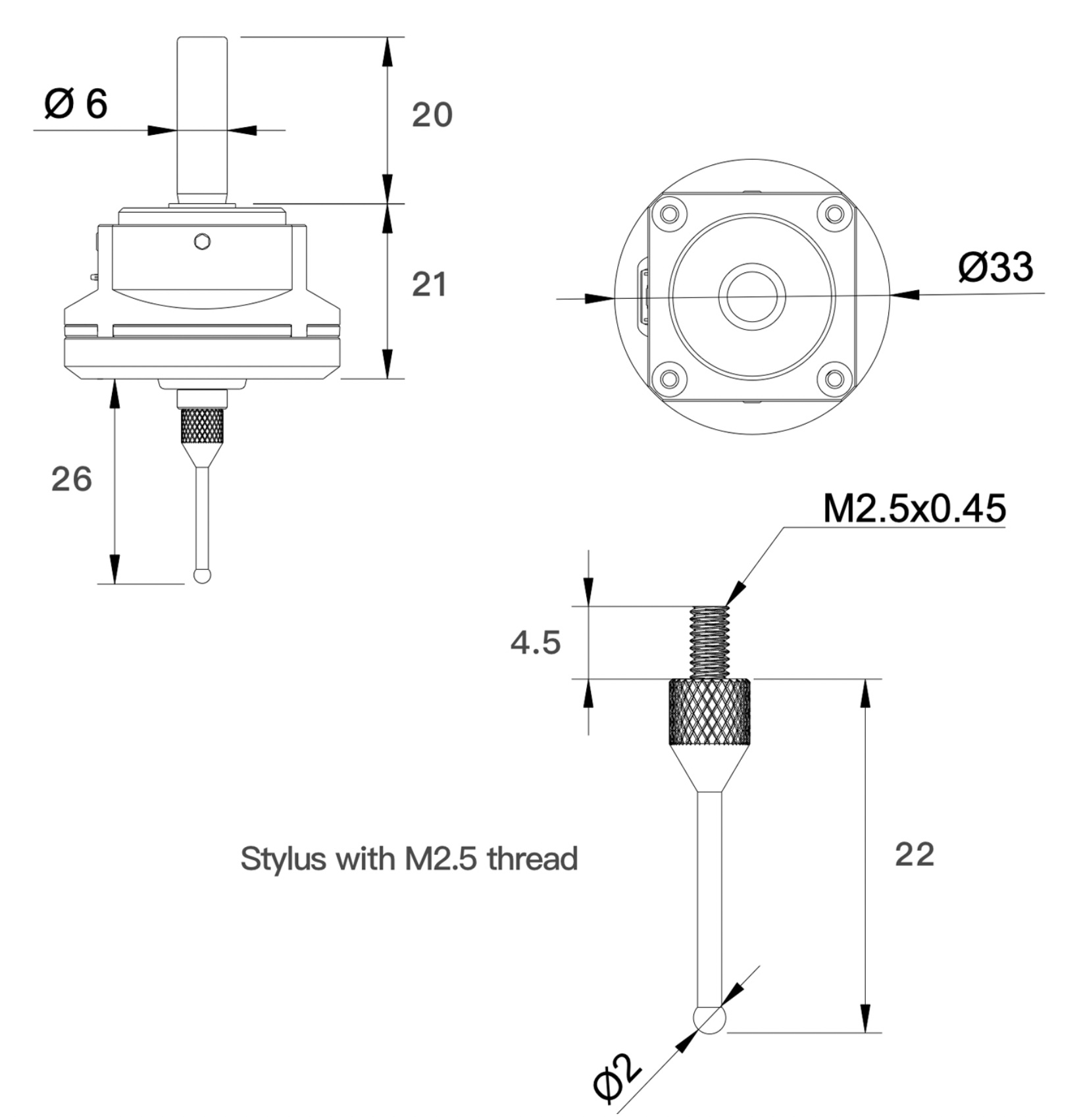
I’ve just stumbled upon this probe on AliExpress, and it looks interesting: 6mm or 4mm chuck options, and extends only 47mm below holder. Around $100. Here’s an example link: https://www.aliexpress.com/item/1005003579075880.html
The BitZero is fine for quick rough finding of corners on well-defined objects, but I would like to have better precision, and it turns out I often need to set zero on things that aren’t rectangular cuboids with a flat top, or set a zero in a corner defined by two blocks set against clamps (for two-sided machining).
Has anybody succeeded in connecting an edge finder probe to the Nomad? Do you think the one I’m looking at is worth trying? And is there any chance Carbide3D will extend at least a little help in letting us integrate it with Carbide Motion?
I use one like that (different vendor) on my Shapeoko Pro. It actually works amazingly well but you will definitely need to switch to cncjs or gender to get full value. In terms of connecting it, you’ll need to figure out the gnd and V+ pins for the nomad control board and then make the necessary cable to connect to the probe.
CM doesn’t have the support for it and quick actions won’t let you program things like finding the center of a hole or the center of your stock.
Having a probe like this is a huge improvement for tiling (not relevant for the nomad) and double sided machining if you are willing and able to spend the time to figure out how to connect it and learn a sender that will let you use it.
I wish Carbide3d would consider productizing support for 3d touch probes! Even better, offer one for sale too!
Oh, if you do order one, add some extra probe tips to your order. Until you get the muscle memory, it is surprisingly easy to forget to connect the cable leaving the probe to crash into whatever it is probing and bending the tip…
Yes I believe that was one of my first comments after buying the machine. C3D only sells one style of touch plate, And i don’t believe they sell V1 anymore which was a different style, so this means that you only get one choice. It will only “ish” do a project with a good lower left corner. which rarely works for me. I would love to see, like so many others, a way to have a customize setting as there is not one solution that works for all. 90 % of the time I have a good X edge but not a good Y edge
I do understand C3D position on support and a clean work flow but Hmmm, I may not agree, IMHO If you use their touch tool then there is support, if you use something other then that, then there is no support. I would gladly accept a company saying we only support our products and work flow. I just don’t like being forced to it. However I don’t know what other people expect and what C3D has to go through on the front lines.
CM is a good program although I do echo it would be nice to have some flexibility in the workflow. What I do hear is as you advance you go on to other peoples tools. Glad to know there are still some out there
I personally like to see people experiment and coming up with new ways, that’s how we get better and progress
I only use the bitzero for wood jobs requiring relatively low precision.
I use a mechanical edge finder at low speed in my spindle when doing anything on metals or requiring high precision. I then only use the bitzero for setting Z on bit changes.
It would be really nice to be able to run a spindle mounted probe.
I work a lot with aluminum and need reasonably good edge finding. I typically jerry-rig something with an alligator-clip-terminated wire that connects the bitzero to the workpiece, which is electrically insulated from the fixture with a thin paper/cardboard liner. I use cncjs with various macros based on the G38.2 command. I agree, this functionality should be fully exposed for the user to exploit as they wish. Unlike most everything else on my wishlist, this upgrade wouldn’t increase the cost or size of the machine.
It seems I am not the only one who would like a different probe.
So, should I buy the NO or NC version?
Does the Nomad 3 control board have a place where I could connect the probe (soldering is not a problem)?
I also looked at the supported Gcode commands for the Nomad, and G38.2 is not listed — from what I understand, this is what I would need to probe? Is integration through Quick Actions (that @WillAdams mentioned) realistic?
just use the mini xlr connector on the side of the machine, thats how the Bitzero works, so this touchprobe should work the same way, by sending a contact closure.
If I had my wish list, I would like to have V1, V2, Custom1, and Custom 2
As one size does not fit all.
This is one of the reason I believe I have to move on from CM as the probe does not work for my work flow. I can handle the extra clicks, I understand the reason, they can slow you down a bit but they don’t interfere with your work flow.
Cheers
FWIW, I just installed gSender, plugged in my Nomad 3 and it worked pretty well. It had a preset for Nomad, knew the max X/Y/Z limits and was able to Home all without issue.
I need to figure out the BitZero and BitSetter with it, but other than that, it was pretty impressive.
I don’t have the fancy probe yet, but it should be here Friday, just in time to mess with it over the weekend. Also ordered a Female Mini-XLR so I can plug it in to the existing port.
very cool i was debating purchasing one, but that means i need to move away from CM and figure out how to retain the tool length probe too. because i definitely would not want to lose that
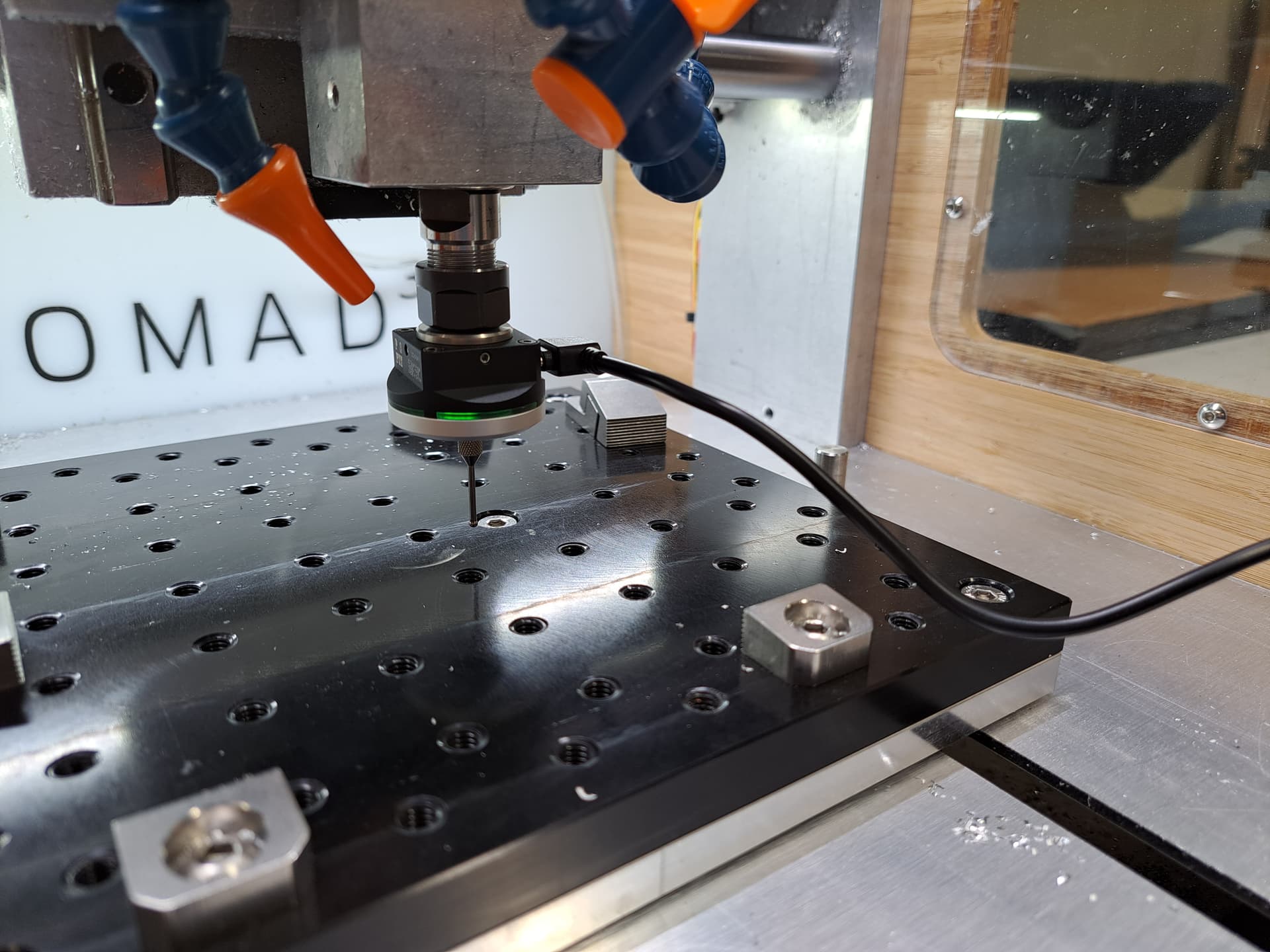
If anyone is curious, so far I’ve had good luck with this touch probe on my work’s Nomad3. Probe seems repeatable and was not too hard to get set up. I bought both a minixlr cable and the touch probe on Amazon (the probe is the PGFun variant, normally open).
The wiring (from the female minixlr connector’s frame of reference) is Pin1-GND, Pin2-5V, Pin3-Signal.
NOTE: this does need a 6mm ER11 collet, which you can also buy from the same seller as the probe; I tried it in the 1/4" collet (being careful to not overtightening it) with no luck.