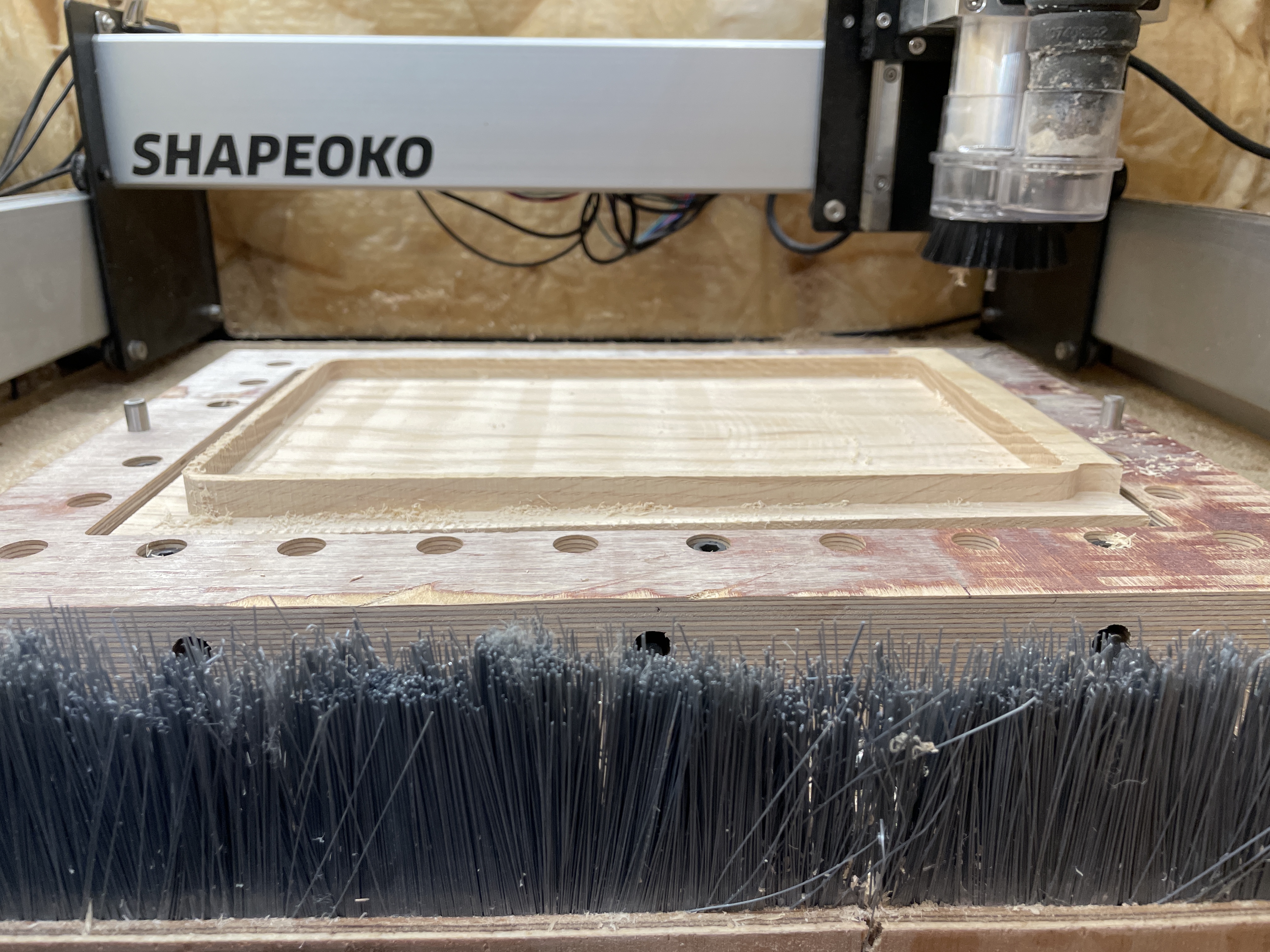
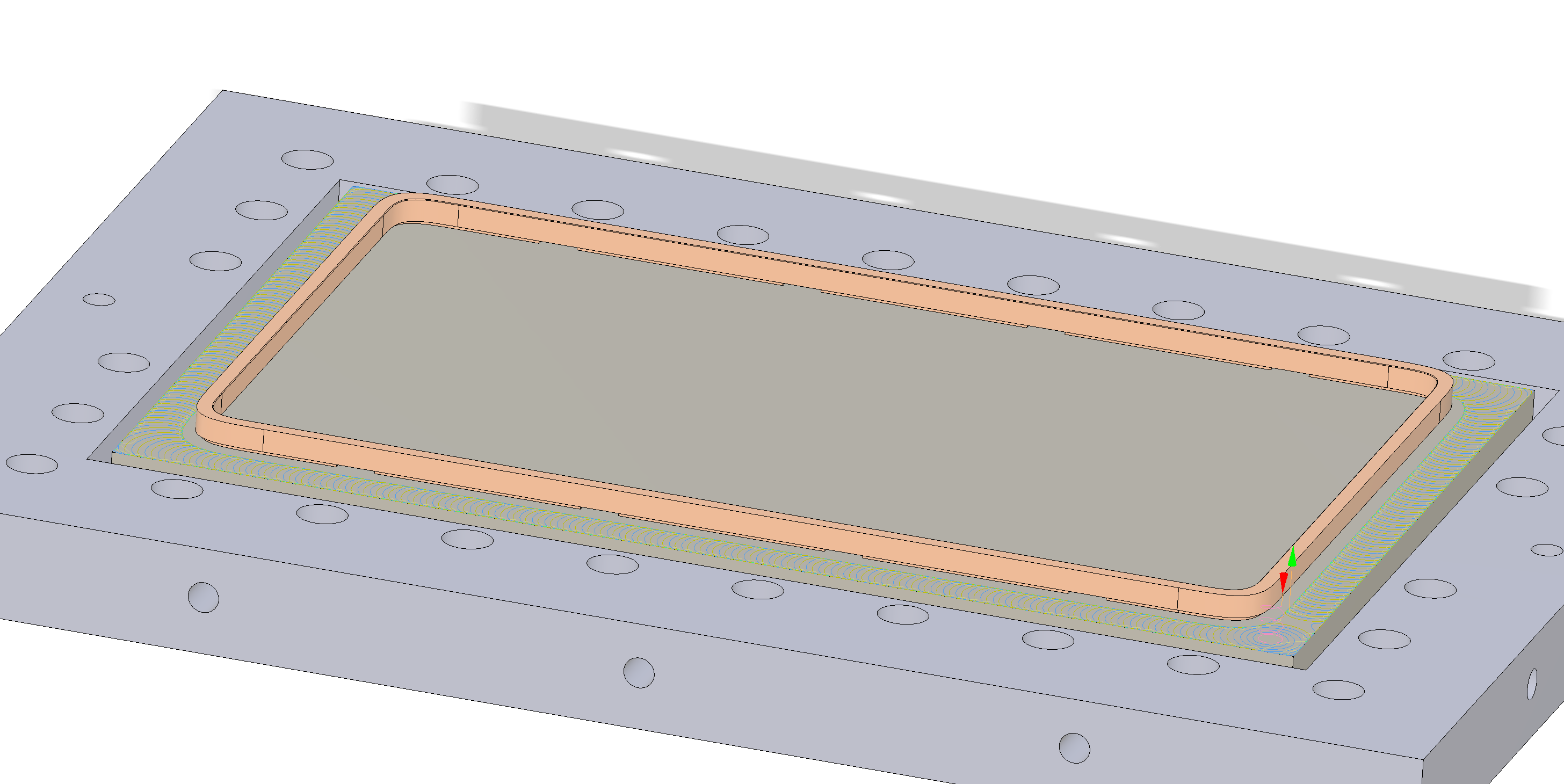
I’ve experienced this for the second time now and I’m not sure what the cause is for it. I’m running a program, usually where I’m making a roughing cut of a pocket, and slowly but surely, the endmill wanders down in the x-direction. You can see the pass is deeper to the left than to the right in this cut:
I’m already tightening the endmill so hard that I often have a hard time untightening it, so I don’t think it has something to do with how tight it is. I’m using a 6mm Makita collet with a 6mm flat endmill from CNCFraises:
The only reason I can see that would make the endmill go loose is because of the dust collected in the collet. This is the collet and nut after the cut where it went loose:
Do I need to take the collet out completely after each run and stamp out the dust? It seems especially weird with this pass, since I haven’t changed the tool since the run I did yesterday where it worked fine. Any guesses about what the issue could be?
I cringed at seeing that picture of a collet filled with wood dust
Definitely try and clean it up regularly (I just tap it lightly and blow if needed, whenever I am swapping tool)
I’m not sure this is the issue here though.
If passes get deeper as the toolpath runs, it could be lost Z steps while plunging (then it retracts the right amount, but due to the lost steps does not go as high as it was supposed to, and then it plunges “the right amount”, which is deeper than the previous pass again due to the lost steps
How does your toolpath look? That would only make sense with a vertical, raster style toolpath, to end up with a continuous left/right depth difference
Haha… looks like I’m still making rookie mistakes. Thing is that I usually tap the nut when changing tools and then dust comes out of the hole. In this particular case I ran a longer program yesterday evening and then I turned on the machine again this morning and started a new program without changing tools or anything.
Should I change tools when I turn on the machine again because of heat expansion from a former run? Is there anything I can do to prevent dust from being collected in the nut/collet?
I can’t tell for sure from the photo, but it looks like to slots on the collet are completely filled which would definitely prevent the collet from tightening. Those slots allow the collet to compress and if they are filled, it won’t be able to… I do like Julien - take the nut and collet off, tap them and/or blow them off.
If it keeps happening - silly question, are you sure it’s a 6mm collet with a 6mm bit? The 1/4" collet looks like 6mm but is just a tad bigger - 6.35mm vs 6mm - enough to prevent proper tightening. Or it could be a worn collet which would do the same thing.
Do you take the collet completely out on each tool change? Even if you’re just changing from a round 6mm to a flat 6mm? I always tap the nut on a tool change, but it seems like that might not be enough?
Possible issues. One is your putting the end mill too far into the collet. It should only be inserted as deep as the length of the collet. Second is as someone mentioned clean the collet out completely when changing the end mill. Third is the collet could be simply worn out and needs to be replaced
Thanks for the suggestion. The collet is only a month or two old, so I don’t think that’s the reason. I might be stuffing the endmill too deep in the collet, but I don’t think so to be honest.
What is a little odd is that the dust in the removed collet fills the gaps completely when the collet is “relaxed” and not tightened. Which means the dust was comfortable in that state when the collet was tight.
Really silly request: Can you post a photo of how which way around you are putting the collet in the collet holder?
Seems like it the bit was moving it would go up and not down. Looking at your first photo of the clamped work piece and comparing it to the height of the clamp board around it, it looks like the work piece is higher on the right than on the left. Manually move the spindle to the right of the work piece and move it down until it just touches the top of the ridge around the work piece. Then move the spindle to the left over the ridge on the left of the work piece and see if there is a space. If there is a space your work piece is not level. That would give you a deeper cut on the right of the work piece
One thing you could try if you retry this cut, is putting a mark on the endmill after installing it in the collet/tightening the nut. It should be obvious by inspecting the mark to tell whether the tool did slip or not.
Doesn’t seem to me that the end mill moving is the issue. I’m thinking the Y axis height from the waste board is different left to right. If so, you can try adjusting the acentric nuts on the Y axis pulleys to level the Y axis to the waste board. Lower the right side and raise the left side until the Y axis is level to waste board
The wasteboard is most definitely level and so is the workpiece. I checked the zero position of the z-axis after the cut and the zero position was 3.8mm off, so the endmill has moved for sure. Also by looking at the endmill I could see that it extends further than when I put it in.
I have seen this with 2-flute endmills as they start to get dull. Hardened collet gripping a hard surface that is polished smooth like a mirror. As the tip-load increases the tool will actually flex and pull out of the collet. But just my opinion.
I had this happen to me early on with XXL. I convinced myself it was a belt drive Z issue and justified my purchase of a pretty blue HDZ. Although I figured out it was dust getting between the end of the collet and the taper preventing proper tightening of the collet nut allowing down cut endmills to pull themselves into the workpiece. I have adopted the practice of completely removing and cleaning the collet, nut, and router taper at every tool change. It only takes a minute. I have not had an issue since. I also don’t have any second thoughts about the HDZ upgrade, it is truly a gem and my initial misinterpretation of the root cause allowed me to get my HDZ before they switched colors .
Totally forgot to mention that yes, it’s even more important to clean-up the inside of the taper where the collet sits. I just run my pinkie in there and rotate the shaft manually, it takes a second.



 .
.