Doing something stupid. I want to face off a piece of MDF to use as a supplementary waste board. Trying to use the Fusion 360 facing CAM operation and a Magnate 7/8" bottom clearing bit.
I created a solid in the shape of the MDF piece.
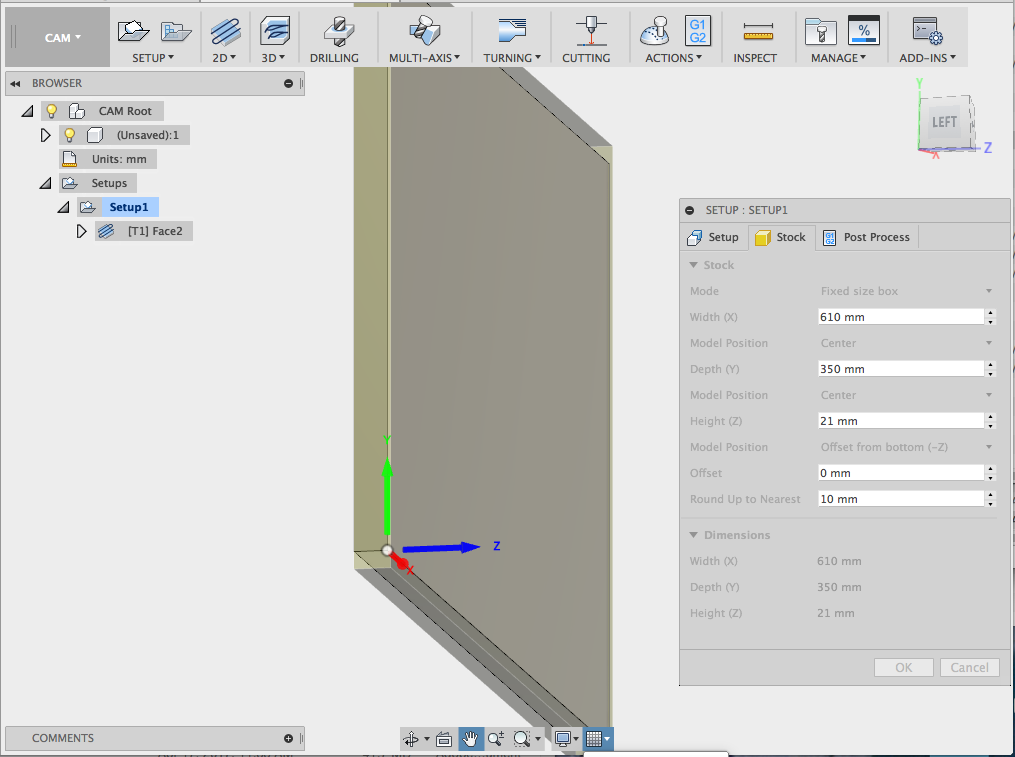
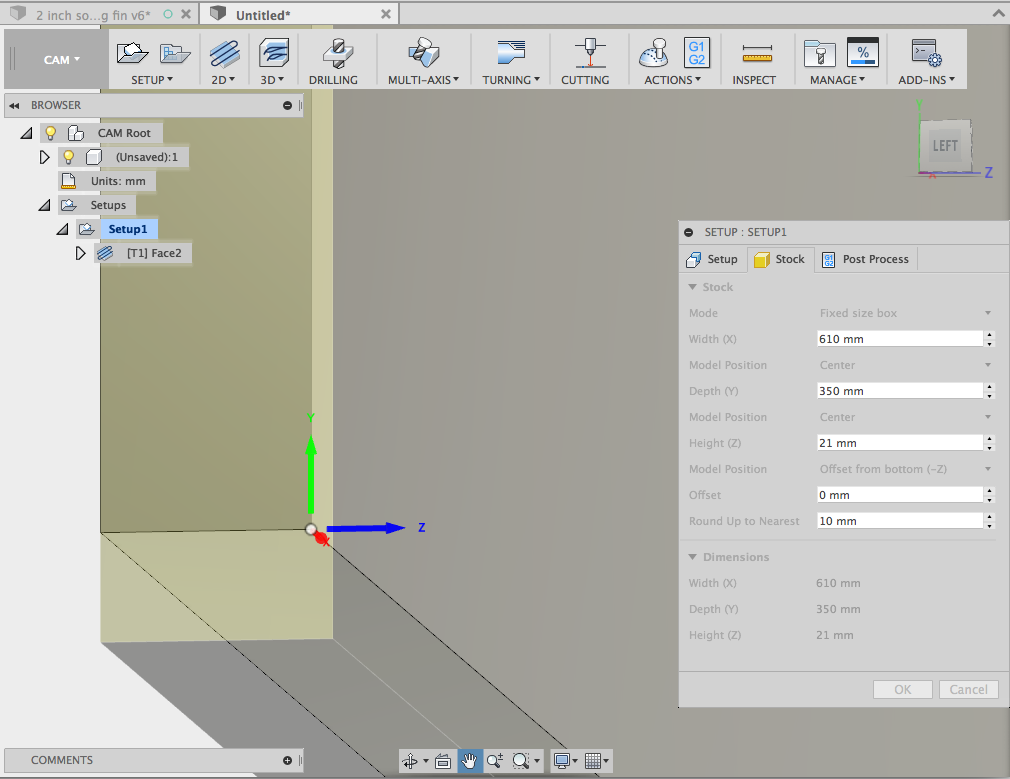
I added 1 mm to z-dimension of the stock in the Set Up panel, and set my work piece at the bottom of the stock.
I am setting the WCS origin at one top corner of the stock piece.
In Carbide Motion I zero the SO3 at the WCS, load the .nc file from F360 and run.
The SO3 drives to the entry x and y, but it does drive down far enough in z. It cuts air, 5 or 6 mm above the work piece.
I had to create the mill in Fusion 360 – something I haven’t done before. Could I have screwed it up there?
From your photo, it looks like you set your stock as the same thickness as the finished stock. If I am seeing that correctly, your gcode output will not remove any material. Meaning you need to set your stock thicker OR your finish part, thinner. There are other ways to lie to the machine, for a quick fix, but I’d rather not discuss those options here (yet) (It;s hard to see the 1mm)
Where did you set your Z0 (At the top of the material OR 1mm below)?
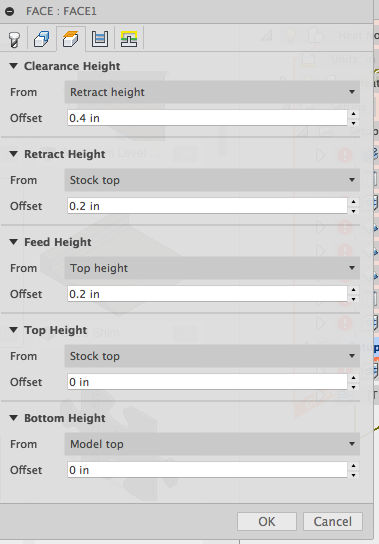
If everything is set correctly (XYZ0), then go into your F360 Facing operation and look at the depths tab. It should start from the Stock Top to the Bottom Model Top (See photo)
Or you can email me the F360 file and I can look at it, OR you can share the folder.
FEA and interference analysis (complex FEA can be performed via AutoDesk’s servers for an additional cost). Uses a joint based system to limit degrees of freedom and a top down (as opposed to bottom up) assembly system.[34]
set the stock for this as relative size box, not fixed size box. The top offset is then the material to remove.
In the setup tab, be sure you selected the zero properly. Z=0 wants to be the top surface of the stock (stock box point option)so you can touch off the tool to it. You do not show this (setup tab), but it is a common issue.
If you care about the finished thickness of the waste board, you would set fixed size stock and set the zero to the bottom of the stock, but zeroing the tool would be more difficult.
When I did my facing I kept it simple. I created a model of the wasteboard I wanted to face then in CAM I just created a facing operation with a depth of 0.5 mm. That’s it. When I got to the Shapeoko I just zeroed my bit height on the high point of the wasteboard then set the x and y to the proper corner or center of the wasteboard depending on where you set it in CAM. Take a pencil and lightly mark the top of the wasteboard randomly. I just run long squiggles all over the entire surface. Run the cycle once and see if you removed all of your pencil marks. If not then re-zero your z height to the surface you just hit then run it again. Repeat until all of your pencil marks are gone then you know you have flattened the entire surface.
I am trying to figure out how this would cause the observed failure? Is it that the z-carriage rotates in the x-z plane when being driven in the x-direction?
How could I tell if a wheel was loose? I cannot feel any play in the carriage when I twist it, nor do either of the wheels turn freely – that is, if I stick my fingers in there and rotate either wheel the carriage rises and falls and the wheels do not seem to slip.
I am done playing with it for the night. I’ll try running the facing passes in just one direction (conventional milling) and/or in the +/- y direction.
Your router isn’t exactly perpendicular. It could be leaning slightly to the left or right and/or to the front or back. It’s hard to tell but what I’m seeing it looks like the router is leaning forward a bit. The front edge of the cut looks like it’s lower than the back side of the prior cut. Someone else suggested that this could be a loose v wheel and that’s a good place to start. You could also double check to make sure your router is really sitting in the mount straight.
There is some barrel distortion in the image. I’d be reluctant to say this is the case across the board (there is some warp and bow in the piece) , but from what I can see with my face down on the bench the walls of each of the deeper cuts are the same height back and front – not saw toothed.
I’ll check that the router is square and rigidly seated.
If the router is leaning left or right then you’ll get that wave pattern since the left or right side of the bit is cutting deeper. The bit is round so that ends up being a wave pattern. Winston covers that in the tuning video that someone else posted.
I am a fan of Winston Moy’s channel too. In fact, it was watching the video that Jerry Gray posted that has me making a supplemental waste board in the first place. I am going to cut both sides of some tight-tolerance pieces, and I need something flatter and more square to the cutter than the bits of MDO scrap I’ve been using as spoiler board.
By “scalloped” cuts for a spindle rotated about the y-axis (tilted left/right) I understood Winston to mean depressions running perpendicular to the direction of the cut – but I admit that I was puzzled by that bit of the video.
It really doesn’t photograph well, but the cuts alternate deep/shallow. Almost 1 mm deeper on the +x cuts than on the -x cuts. The walls of the deeper cuts are the same height front and back. It is not sawtoothed. I put some 0.7mm pencil leads in and across one of the deeper cuts and pulled out my cheap macro lens. It still doesn’t show up well).
I am using a Magnate bottom clearing router bit. Its only 7/8 of an inch across, so it is not as sensitive a measurement as Winston’s improvement-on-a-coat-hanger-tool, but pushing the bit down onto a flat and parallel piece of plywood laid flat on the base of the S03 I don’t see any gaps under the cutter in either the x- or y- direction.
Giving it a little more thought, I’d guess that running this bit with the rotation is causing it to climb out of the cut – which makes me wonder what part of the S03 is deflecting upwards when this happens?
I’ll try running the passes in one direction and report back for further advice and correction in the morning…
depth per pass too great — you should only be removing a couple of thousandths at a time (if that)
Usually you can push / pull on the router collet and see where things shift about — sometimes you can hear a “click”.
Arguably, this path would be best w/ a consistent direction — might want to hand-code it to enforce that.
Next up on the Carbide 3D channel — tramming your wasteboard in alternating directions and paths so that it doesn’t develop a grain (anyone else do that when cutting their grass?)