@The_Researcher
@markwal
@rwizard
@WillAdams
@RichCournoyer
@BoscoBob
Thank you every one who added to the discussion here.
Its a sign of a growing forum.
How do we keep experienced users engaged while fully supporting our New members?
I will create some Utility files in Carbide Create and work on a CNC Noob section with curated resources specifically for the newest Members.
Until the “Official Getting Started Thread” gets posted, let me ask everyone:
What resource files could be included in a Sticky thread for our Newest Members?
So far I have:
An official Carbide 3D Glossary -
Sample Carbide Create files:
A) Small Clamps
B) Wasteboard Hole Grid (1" spacing)
C) Wasteboard leveling
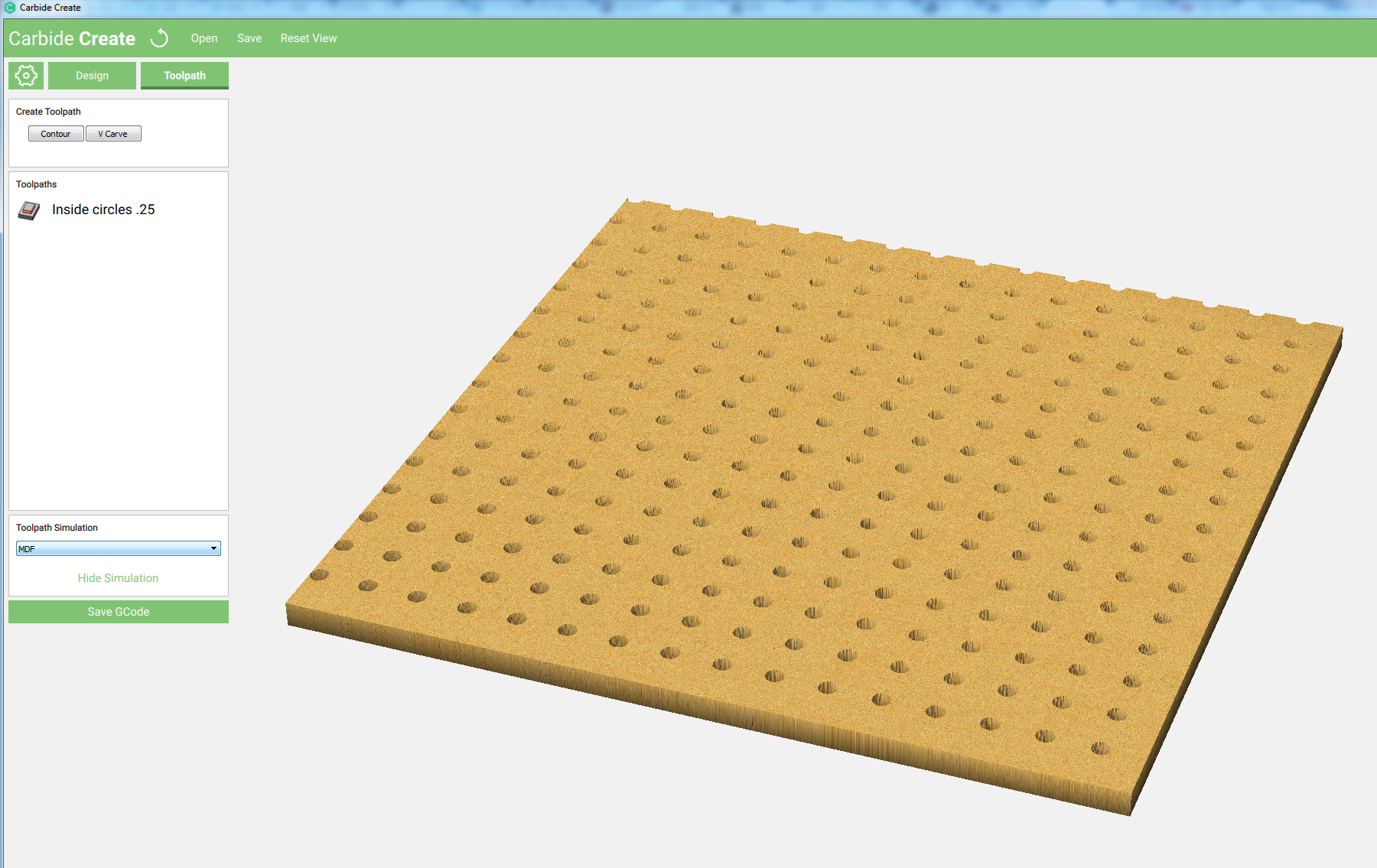
1 inch Hole grid for Shapeoko Wasteboard using threaded Barrel inserts
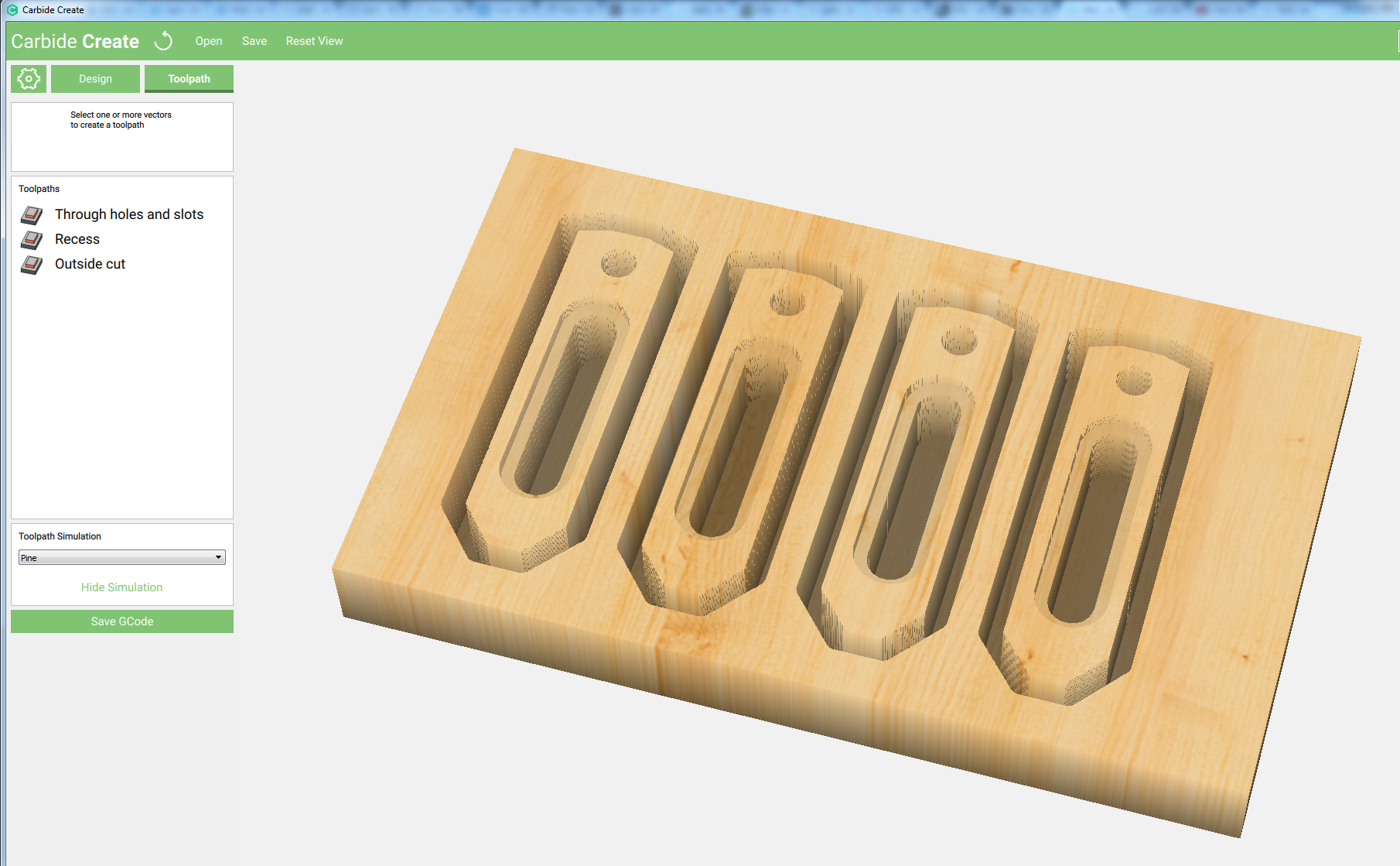
Small clamps
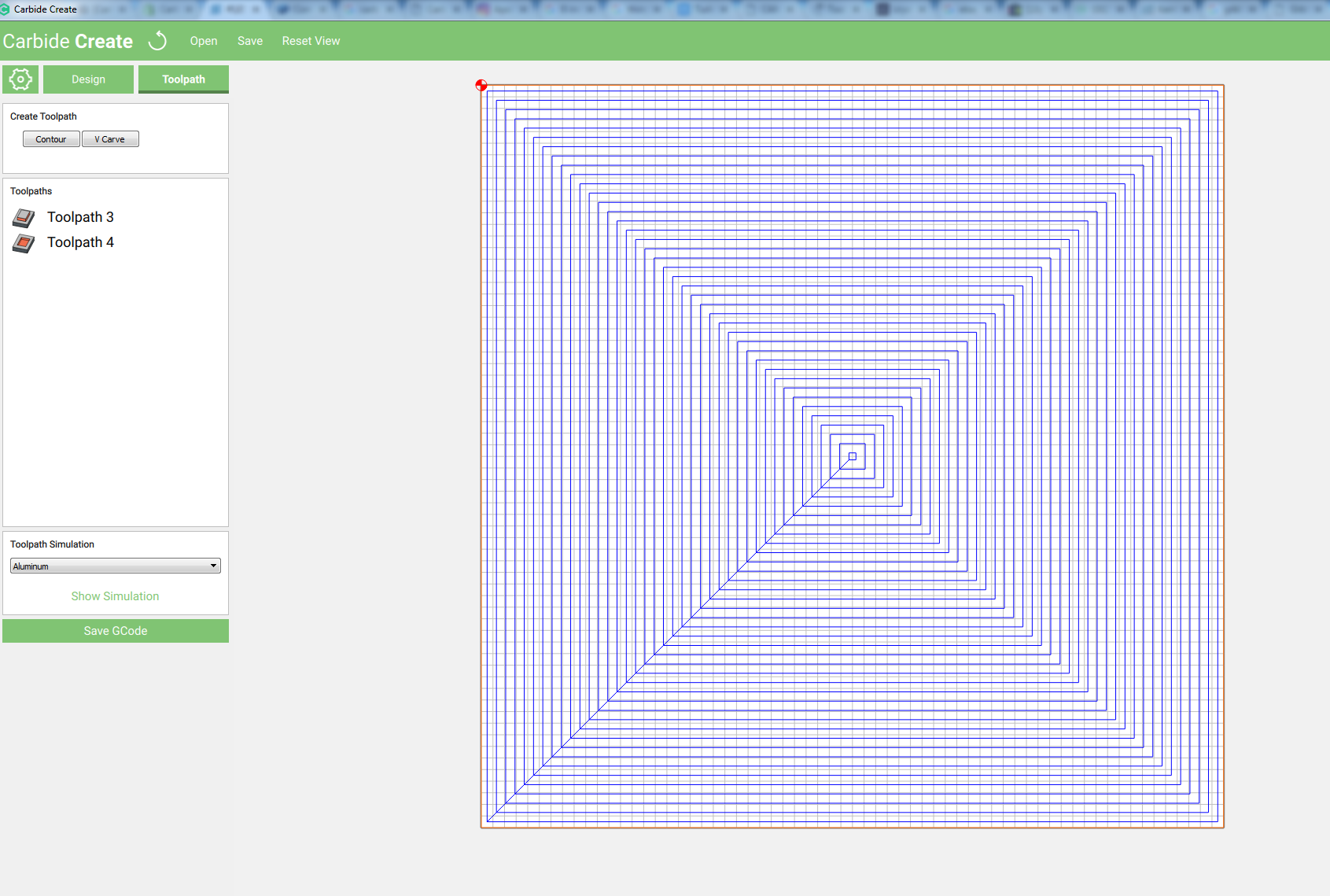
S3 Bed Leveling file for Shapeoko Wasteboard
S3 BED LEVEL.c2d (2.9 KB)
S3 GRID 1 inch.c2d (104.9 KB)
4 Clamps.c2d (842.4 KB)