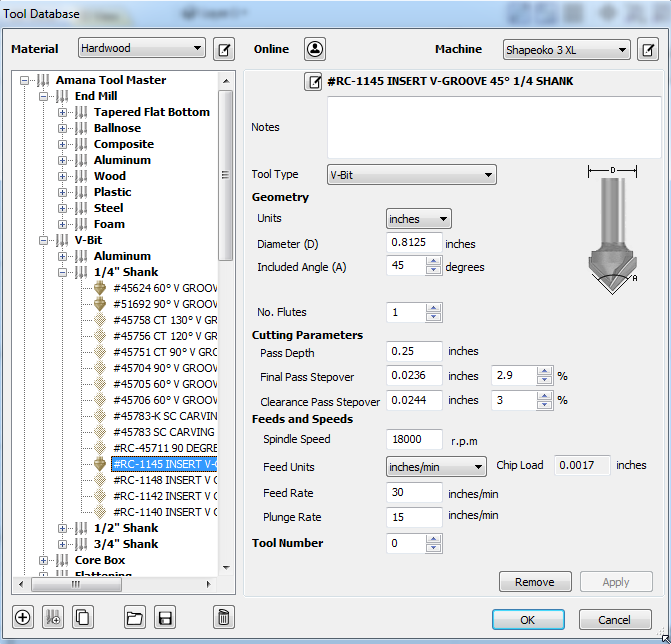
I’m using an Amana V-groove bit, #RC-1145 https://www.toolstoday.com/v-11811-rc-1145.html
Literally got the bit in the mail 2 days ago. Verified blade in it was tight and ran the MDF test (below) as the first thing it was used for.
Feed rate 40, plunge rate 20, speed on router set to 3. Router is unbranded one that comes with Shapeoko XXL.
Tested everything in MDF yesterday, and it worked fine. Takes about an hour and a half for all the lettering.
Today I clamped down a pine board that I had stained and put a couple of coats of polyurethane on to try and “finish” the work before the cutting process and prevent chips out of the pine. I started the job, and about 1/2 way into it the blade in the bit exploded, leaving little metal fragments all over. The bit then continued to try and “hog out” the job without the blade in it until I figured out what happened and stopped everything.
Are my feeds and speed wrong for this? Was it something else? Or did I just get unlucky and maybe hit a knot in the pine the wrong way?
The bit is rated for 18000 RPM according to Amana and your router on 3 would exceed this speed, I think it is closer to 20,000. It is also possible that the blade was not attached properly to the bit and broke.
The PDF download for the Amana bits lists RPM as 18000, but it also says on the tools today page: Max RPM: 35000. So I figured it should be ok to run it at the 18000 limit with the high feed and plunge rate.
And I know I tightened the blade down yesterday before the MDF cutting… But I’ll also admit I didn’t check it again before starting today… actually the screw is still in the bit. I’ll go check it and see if it is loose.
Checked the screw, but it does not really tell me anything at this point. It’s loose, but that’s because there’s no blade underneath it now to tighten against.
I can try re-running things at 2.5 speed and verifying tightness on the blade when more of the blades get delivered.
Well not that I want to doubt the speed chart but the Carbide 3D site says that the speed range is 12k to 30k not the 10k to 32k in the chart. With 6 speed, you get 3.6K per setting so I calculated 12, 15.6, 19.2, 22.8, 26.4 and 30k. I can’t confirm because I don’t have a Carbide router but according to this, the 3 setting is above 18k.
Cool tool. In general, I’d reduce speeds and feeds on this. It may take a while to run, maybe twice as long, which isn’t short, but the results you have are looking great, and you might get some more life out of the blade.
Here are the settings from the tools file they had available for download. I don’t have that bit but I did a file for a friend that had one and it ran ok with these settings.
My guess is that the blade loosened up. You probably hit a knot or two from what I’m seeing and it just vibrated it loose. From the reviews, common issue
So maybe drop the speed to 30, plunge rate to 15, router setting to 2…
Would it be worth pausing the job every 30 minutes or so and checking tightness of the blade? Or will that really matter because if it starts to get loose it’ll blow up pretty quickly?
And for once I’m glad I was not right next to my router when there was a problem. I just found 1/2 the blade all the way across my garage next to the garage door. So it got thrown a good 15+ feet.
Griff
(Well crap, my hypometric precursor device is blown…)
11
FWIW, I’d guess what’s happened here is a rare event. I have a number of insert v-bits, including the one you reference, been using them for years no problem. Plus, often operated at 30k.
Having said that, I’ve always run my SO3 in an enclosure. For containment. Noise abatement. Dust/chip control.
FWIW: Speed 3 on the Carbide Compact Router is supposed to be 18250 rpm, and I have verified mine to run very close to that speed. The DeWalt DWP611, on the other hand, is 18950 rpm at speed 3, although mine actually runs at 19300 rpm at that setting.
lol. Well I built an enclosure for my machine, but I got lazy and didn’t build doors for it… I guess I’m putting doors back on my priority list for work this week.
I can try this with a standard #302 bit on another MDF test, but the numbers I get out of Carbide Create for it say (for just the “S” font):
RPM: 7639 (and setting 1 on the router is 10000)
Feedrate: 15.279
Plungerate: 3.820
Stepover and depth per pass 0.225
Time to run: 5 hours, 44 minutes.
… and I’m not sure why it’s giving me numbers below my router RPM?
Yeah, those numbers are for the Nomad not the Shapeoko. To keep the same chipload, you would need to double the RPM to 15K, and double the feed rate to 30in, plunge rate probably at 10 in or so.
Sadly,no. This has been reported dozens of times, and is still not fixed…even though it’s the primary source of confusion/error in new Shapeoko users, I think…