Actually, that isn’t right since there are toolpaths for finishing up the center hex pocket. So, I left it as it was, with surfaces to touch selected. Works fine.
And, I cut another topper. Here’s with the first 3 wedges glued in and second set of pockets cut:
Close up of the previous problem area:
Looks scary, but it’s all good. Essentially, the second set of pocket cuts goes down to the previous adaptive clearing, so no harm done.
And here’s after the second set of wedges glued in:
And the close-up:
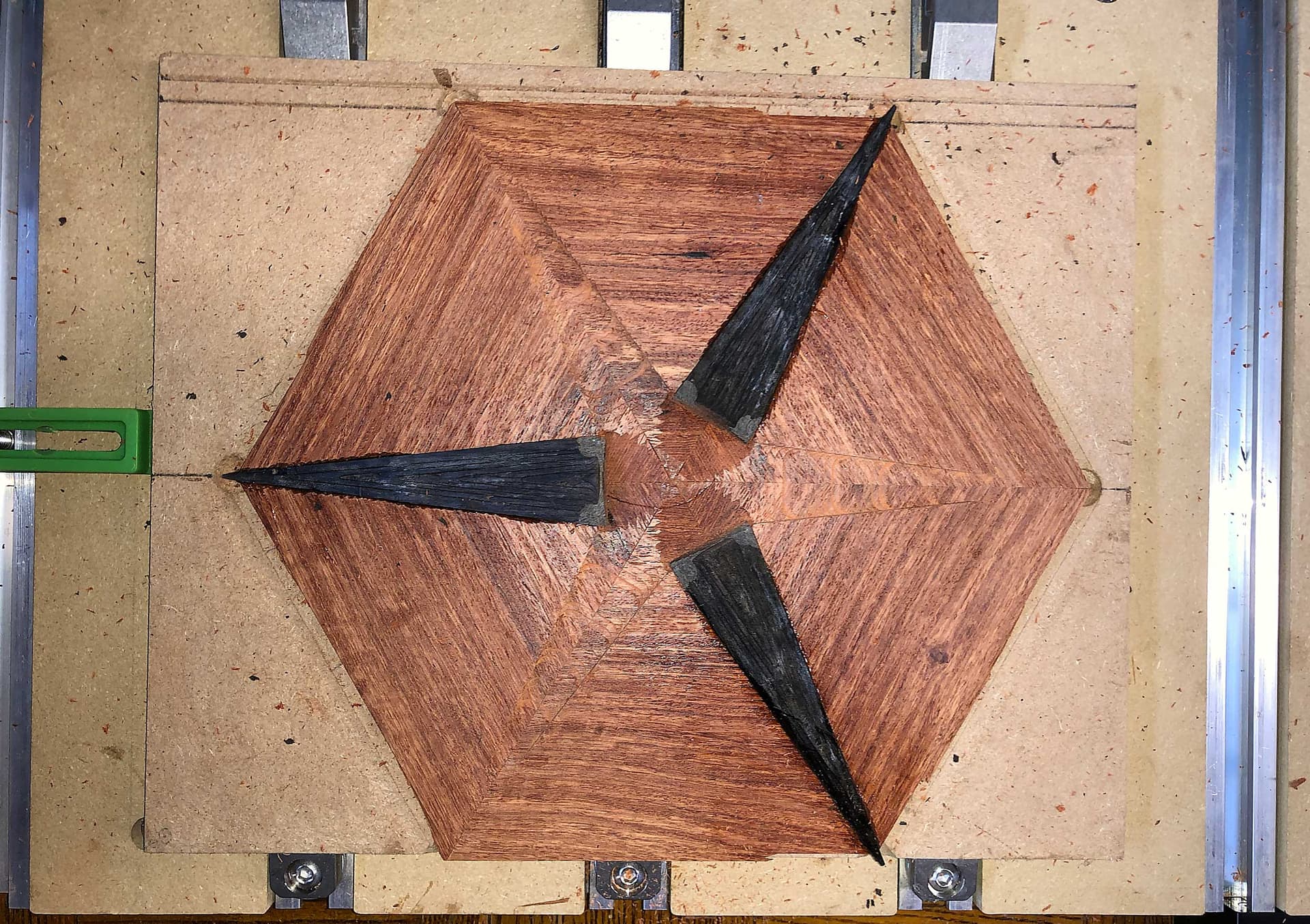
And, here’s with a rough pass on the outside ramp to even up the wedges:
And the close-up of the center:
I did change the finish pass with the big core box bit to be spiral. Here’s what it looks like most of the way done:
For some reason, once it can no longer touch the model all the way around, it lifts the bit after doing a couple/few passes at each corner to get to the next corner. This is probably from the “do all depths” at the same time combined with some logic about always raising the bit when moving and not cutting. It’s non-optimal, but heck.
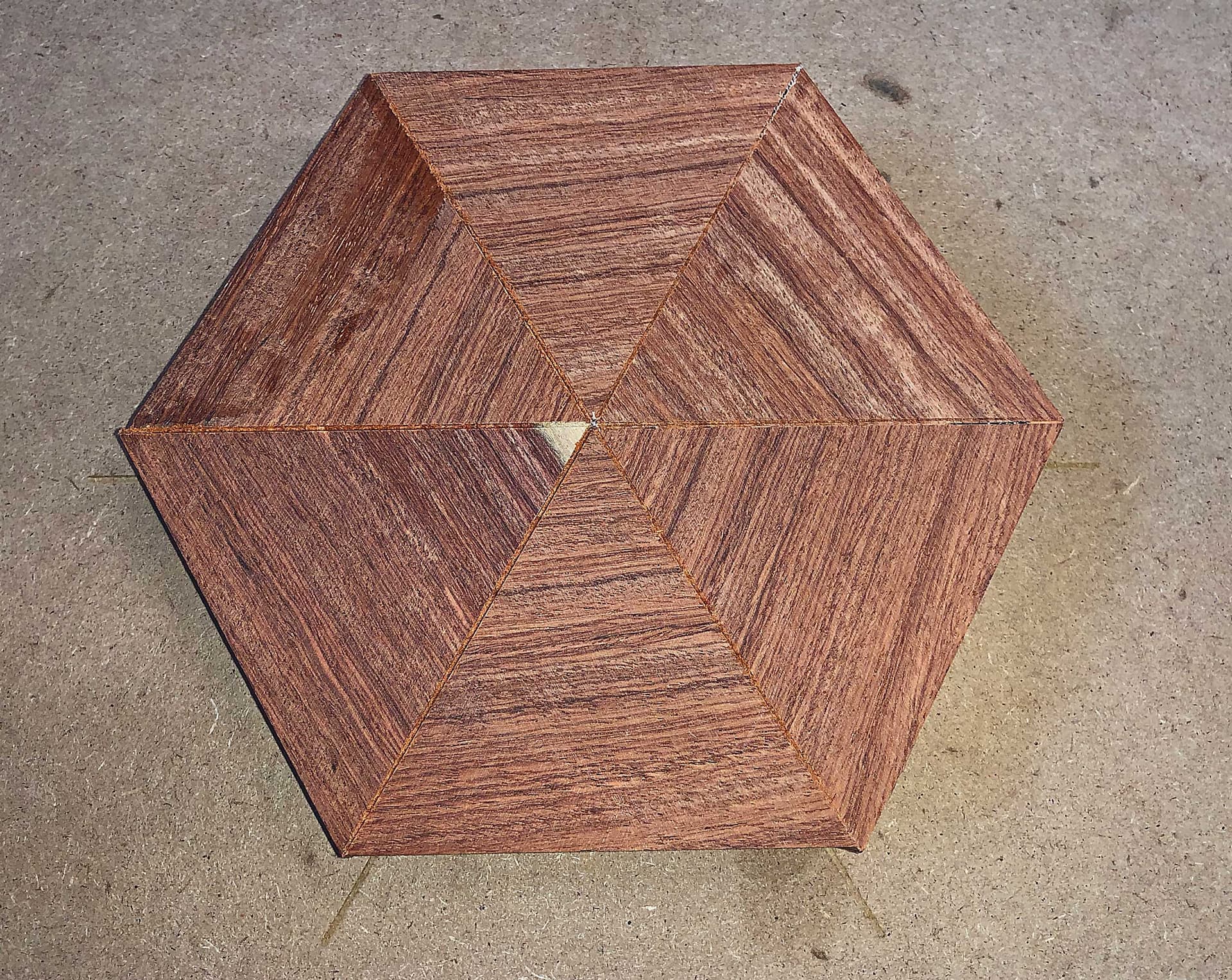
Here’s the hex after the final pass:
And here are a couple close-ups with different lighting so you can see the quality of the surfaces:
It’s actually pretty nice in the middle and upper portions since the cutting direction is mostly with the grain. The ebony is so tight it doesn’t really care. This surface sands smooth starting with 150 grit up through over 600 pretty quickly since all I’m doing is removing tool marks and then removing the scratches from the previous grit.
I’ve already started working on the installation, and at the same time wondering how well Fusion360 will scale to my two smaller sizes. I’m sure that will be an adventure, as all things Fusion are.