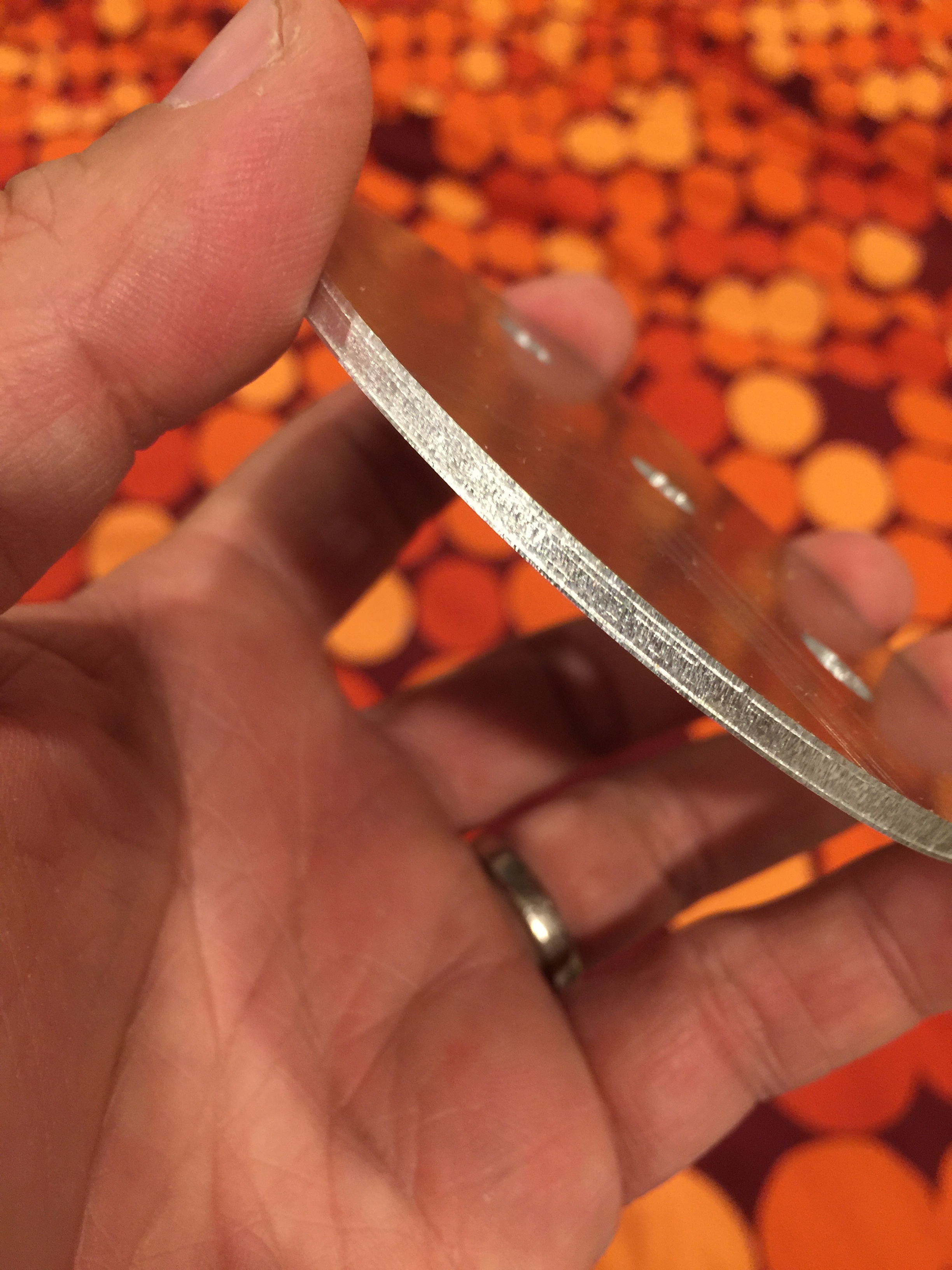
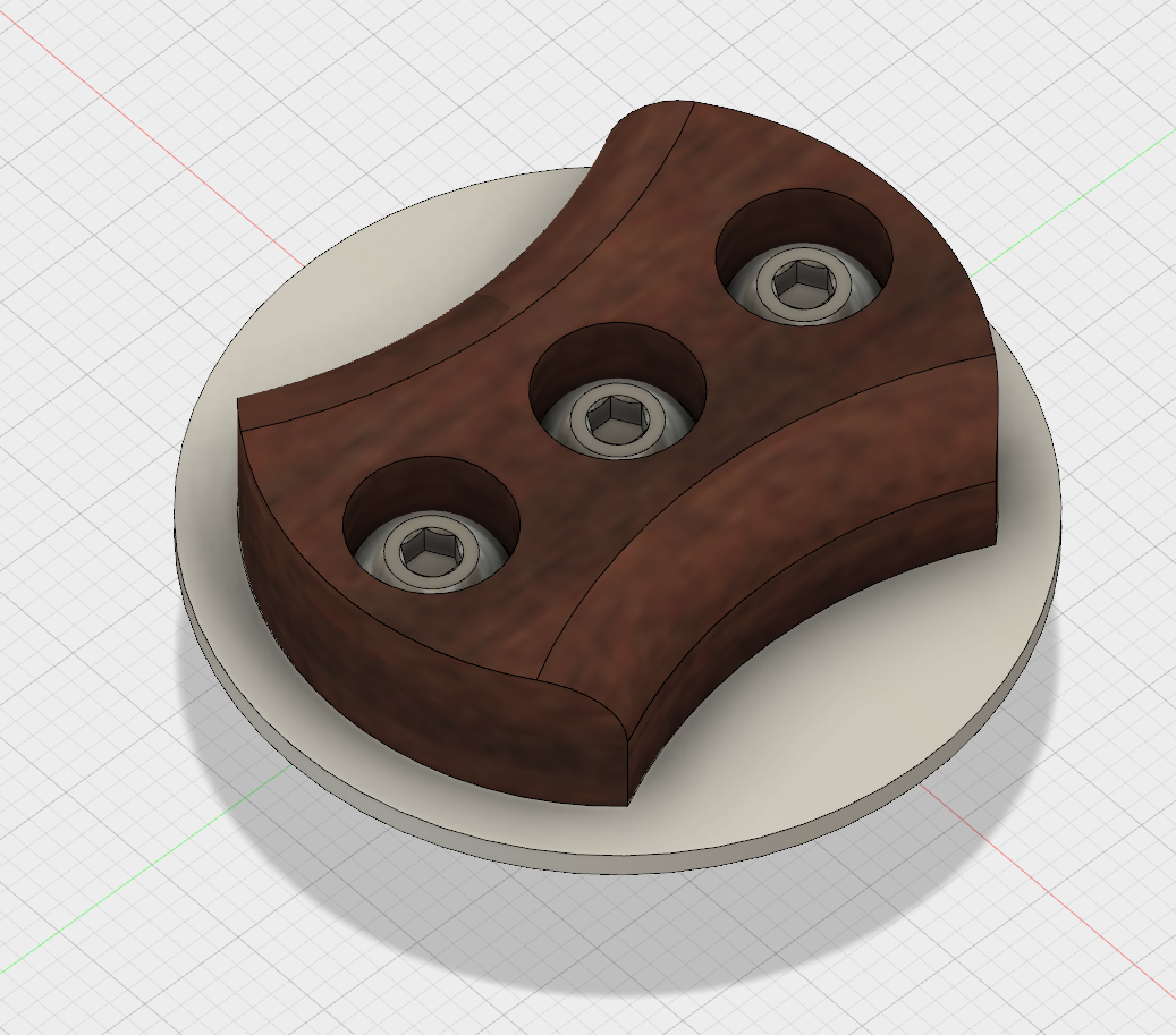
It was pretty noisy. I think the finish is due to chatter. It was about 1" stick out. I’d love some tips please. I also have to comment that I didn’t like the oily mess it made. Best practices for cleaning?. Should I worry about little aluminum particles going where they shouldn’t.
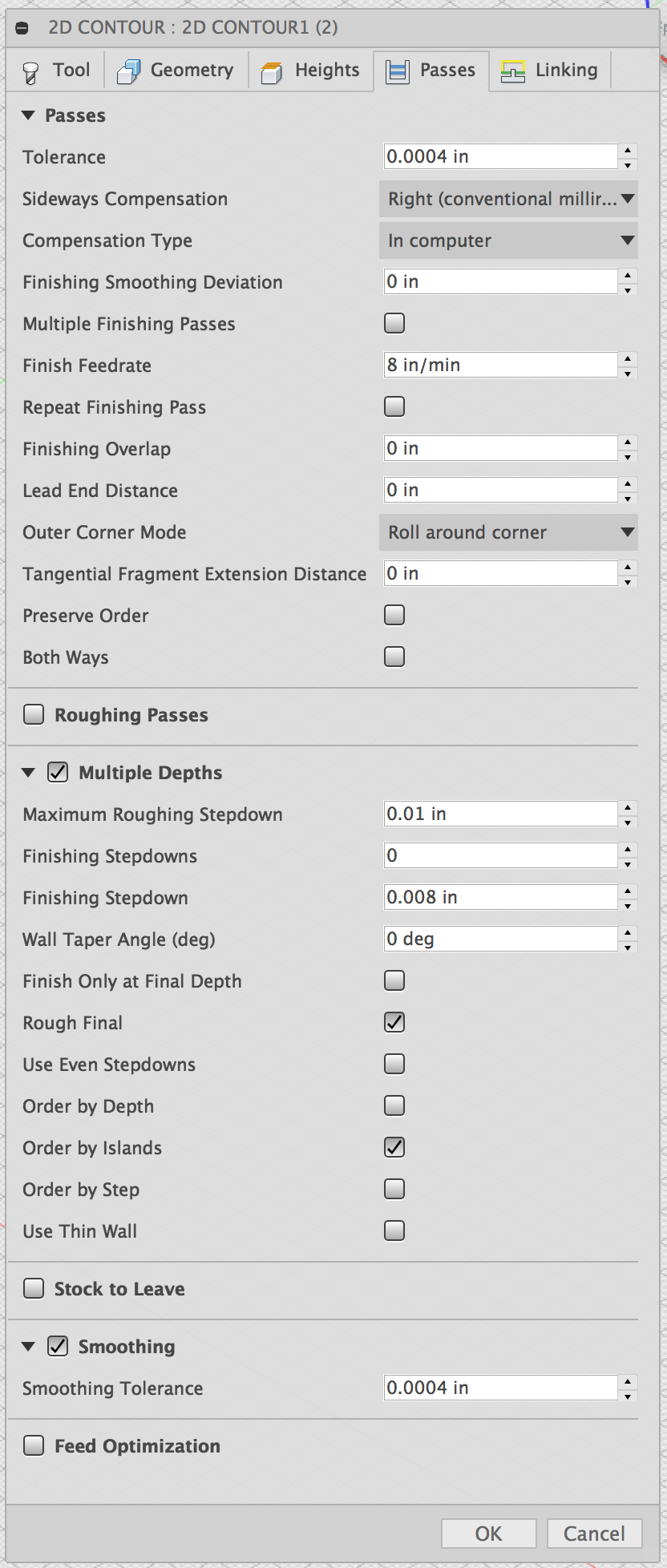
I’m cutting at 16,000 RPM (DeWault on the SO3), 0.015" DOC, 0.04" stepover, and 30 IPM with an 1/8" 2 flute coated end mill. As stated above, I have an SO3 and have never used a Nomad so cannot say how they compare. For me, the above settings yield great results whether I’m adding fluid or cutting dry.
Questions:
-Are the results I’m getting, expected from a 2 flute end mill?. Would a 3 flute end mill make a difference?
-Does the aluminum quality have anything to do with it?.
-Could it be runoff from my machine?.
-Would 10000 rpms make a difference?
Pretty excited with my first experience all in all. It took some time but noise level was very acceptable and being able to do it dry enabled me to use my vacuum system and the was hardly any mess.
The part seems solid on the bed. Self made clamps to hold while I mill center holes. I then use screws to bolt the piece down using the holes I just milled. The clamps keep holding the stock. This way I can mill the piece without using tabs to keep it in place. The end mill is brand new. @ApolloCrowe, are my results what I should expect from the Nomad at milling aluminum?.
Sounds like a good work hold, the Blue wax is another option to consider.
You have the 883 classic with Belts right?
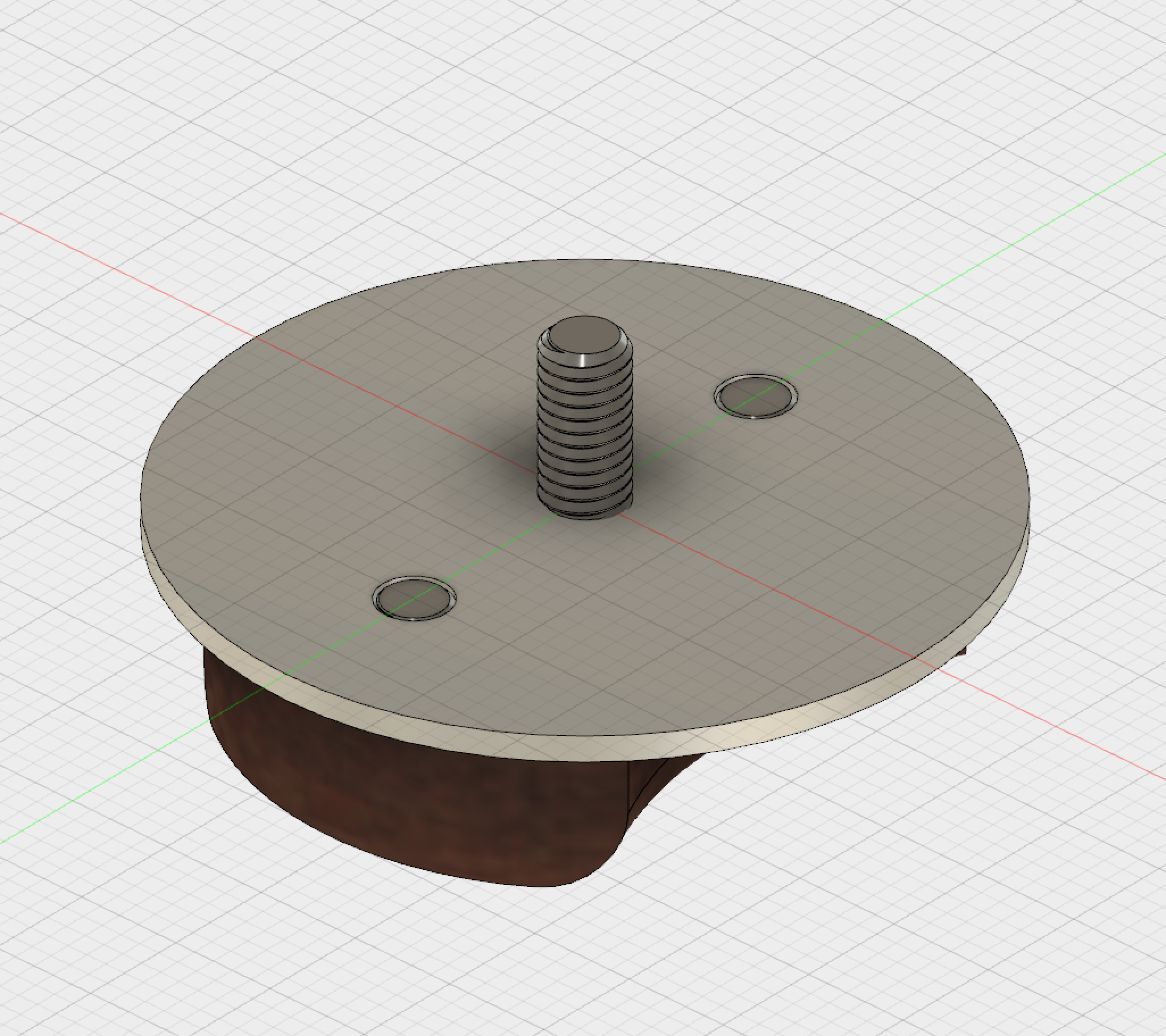
One thing you could try if you wanted to reduce the small lines seen on the part edge-
Make one final Full-Depth pass at the final dimension, with the previous cuts oversized .003"
The edge you have there looks better. Did you use the exact same endmill, or a fresh one? Take a look at the endmill UNDER MAGNIFICIATION (a 10x loupe is fine) and look for chips or welding.
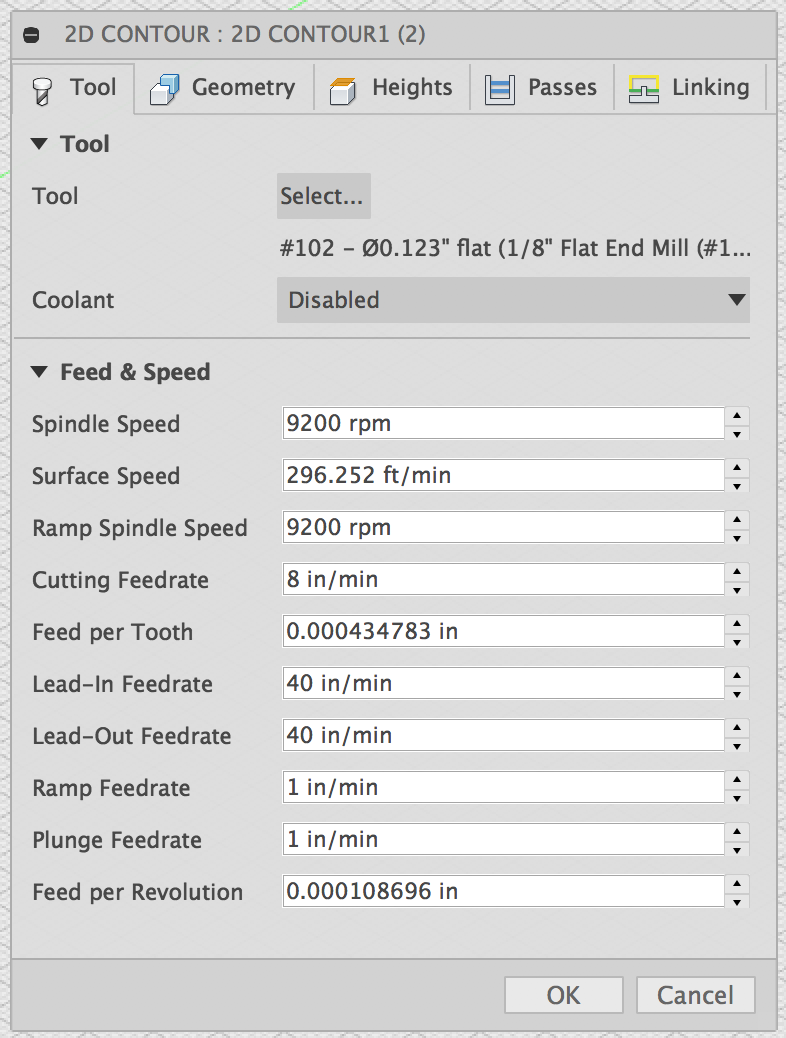
The exact type of aluminum does make a difference, but the stuff carbide sells is considered “machinable” and should be fine with the feeds+speeds above. The number of flutes will change the engagement per tooth at the same feed rates. I would recommend fewer flutes before more flutes…but it also requires computing the feeds+speeds. 9200 vs 10k rpm isn’t going to make much difference.
You can cut dry, but I wouldn’t try it with an uncoated endmill and expect a great finish. The important thing is to keep the chips out of the cut. I use continuous compressed air for this on my nomad, vacuum doesn’t work well enough.
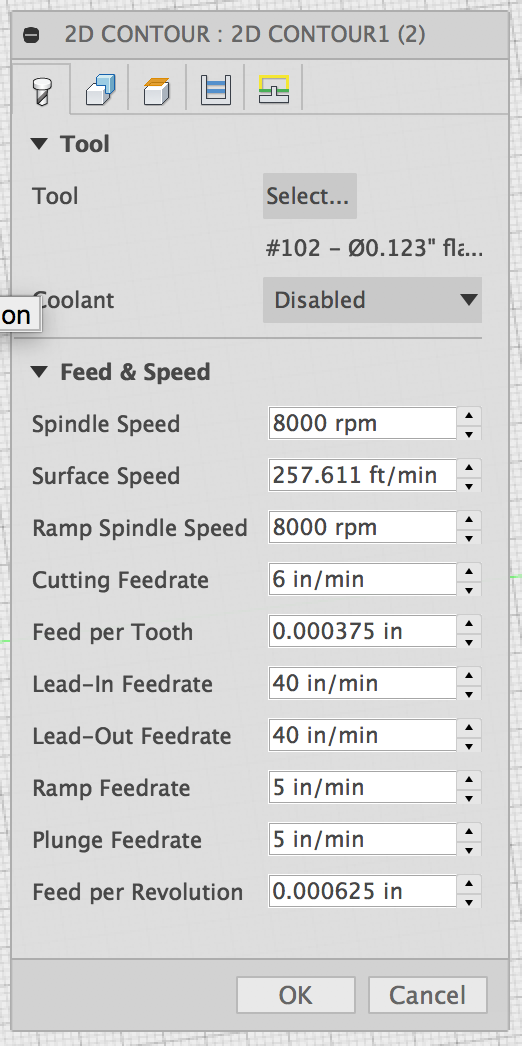
My (bad) notes to myself say:
.125 end mill, “chinese” - aluminum
Depth 0.0153, stepover 0.035, feed 4.5 in/min, plunge 1.5 in/min
@mikep You are right. Slightly better. I did use the exact same endmill. It only had one previous use which was my first aluminum milling that started this post. The endmill I used is coated.
Do you find aluminum chips a problem with moving parts on your Nomad?. You have a compressor for continuous air?. My setup is inside my house and noise is an issue. As it is, the vacuum system is already cutting it close with the wife.
This really did come out quite nicely. Are you also using the same alloy as Patricio (6061)? That would be a logical reason for clean vs chattering or even galling when being cut.