These have been around for a long while — we first got some from Barnes & Noble back when they were a local store in Richmond, Va., w/ a small mail order catalog.
Drew up a duplicate of the original, but it was a bit too large to cut, so made some adjustments:
In particular tried to make parts symmetrical, and reduce dimensions to match the wasteboard size of an XL, and to make stock easily sourced at a home center (but please, if it’s an option, go to a local lumber yard instead — you’ll pay less and they’ll be much more able to help w/ stock selection and will have a wider assortment). (For my part, got lucky w/ some pallets at work and have a bunch of pine which I’m hoping will work out for this after a couple of years of the HT (heat treated) stuff drying in the shed)
Need to source a full set of hardware and make some adjustments based on that (going to go w/ angle shelf supports, and am now sad that I’m down to my last pair of Made in U.S.A. Stanley hinges, so will have to get National Hardware or something similar, or something a lot more expensive — need 4).
6 truss head rivets 3/16" diameter, 1 1/2" long — can’t find a link, picked up half a dozen for 27¢ at my local hardware store (might be new old stock — they still had saw nuts before I cleared them out) — these will be used as hinges for the shelves — any similar thing will work
1.625" x 1/2" stock or suitable equivalent, ideally straight-grained and reasonably free of knots. ~30 linear feet for the 10" version.
Cartersville, Va. actually, the nearest town was Farmville, and Richmond was the big city we went to once every 6 weeks for grocery shopping — from when I was 10 when my father retired from the Air Force until I enlisted. Lived in Farmville for a bit after I got out while going to college and for my first job, which was in Richmond, just outside of the airport (67 and 2/3rds mile commute, one way — listened to a lot of books on tape that year).
I’ve been through Farmville when I lived down there and rode with Southern Cruisers. I lived in Winchester for almost 30 years. I did a 100-mile commute (round trip) to Leesburg every day for the entire time I lived there.
Youch — 100 miles, 30 years, ~250 working days per year ~= 750,000 miles of commuting — very glad on my part to be between 4.9 and 7.6 miles from work (depending on location) and able to commute by bicycle when circumstances commit (skip rainy days, or when there’s snow/ice on the rods, or days when I have to run errands, but I’ve ridden as cold as 18 degrees F).
Anyway, next step, measure hardware.
The National Hardware 2" x 1" hinges are pretty typical construction:
the leafs are of course 2" tall
the opened hinge, 1" wide (hence the designation)
folded, the thickness at the knuckles/barrel are ~4.5mm
and the leaves are ~10.25mm
Adjusting the dimensions we find that we will want to cut pockets for the hinges where are 2" tall (the total height of the hinge), 0.39375" (4.5mm) wide (the width of a leaf which is roughly the width of the hinge minus the knuckle/barrel divided by 2) and 2.25mm deep (half the thickness of the hinge at the barrel — this will result in the barrel of the hinge protruding completely, allowing the shelf to fold w/ no further adjustments / modifications necessary (one can do recessed hinges — did that on my archery case: http://lumberjocks.com/projects/75378 but it requires cutting a pair of 45 degree chamfers to clear material down to the centerline of the hinge).
Once the drawing is done, one transfers one of each part / view to a file for CAM, deletes any extraneous geometry, and works out how things will actually fit together.
For these mortise and tenon joints, there are a couple of options — in particular, one would be to make a jig to hold the parts which need tenons vertically at the front of the machine.
The other option is to adjust the geometry of the parts so that when they are cut they are adjusted so as to fit. One option for that is to add dogbones — wrote up the following for the wiki:
Cutting mortices and tenons is complicated by using a round endmill to cut what is traditionally a rectangular pair of features — another consideration is how the parts are presented to the machine — if a rounded tenon is an option (the part with the tenon is presented to the machine vertically for cutting), then the parts will simply fit, so long as the endmill geometry allows this.
For the other cases, there are a couple of different options:
dogbones — for large-scale parts, or when using a small endmill, this is a viable option:
Draw a circle equal to the endmill diameter + 10%, rotate it 45 degrees and then align a node against a corner. The illustration shows an instance where the part is too small / endmill too large for dogbones to be feasible.
Decided to use a 1/8" endmill, so the dogbones ought to be okay — will just have to round over a bit of the mortice at the top and bottom.
Not trusting the dimensions of the shelves from the online description — need to do a hardware store run.
Cutting templates now to allow for stock selection — need to work around knots — will cut everything ~2" over length and clamp at the ends, leaving things secured by the tenons or equiv. tab.
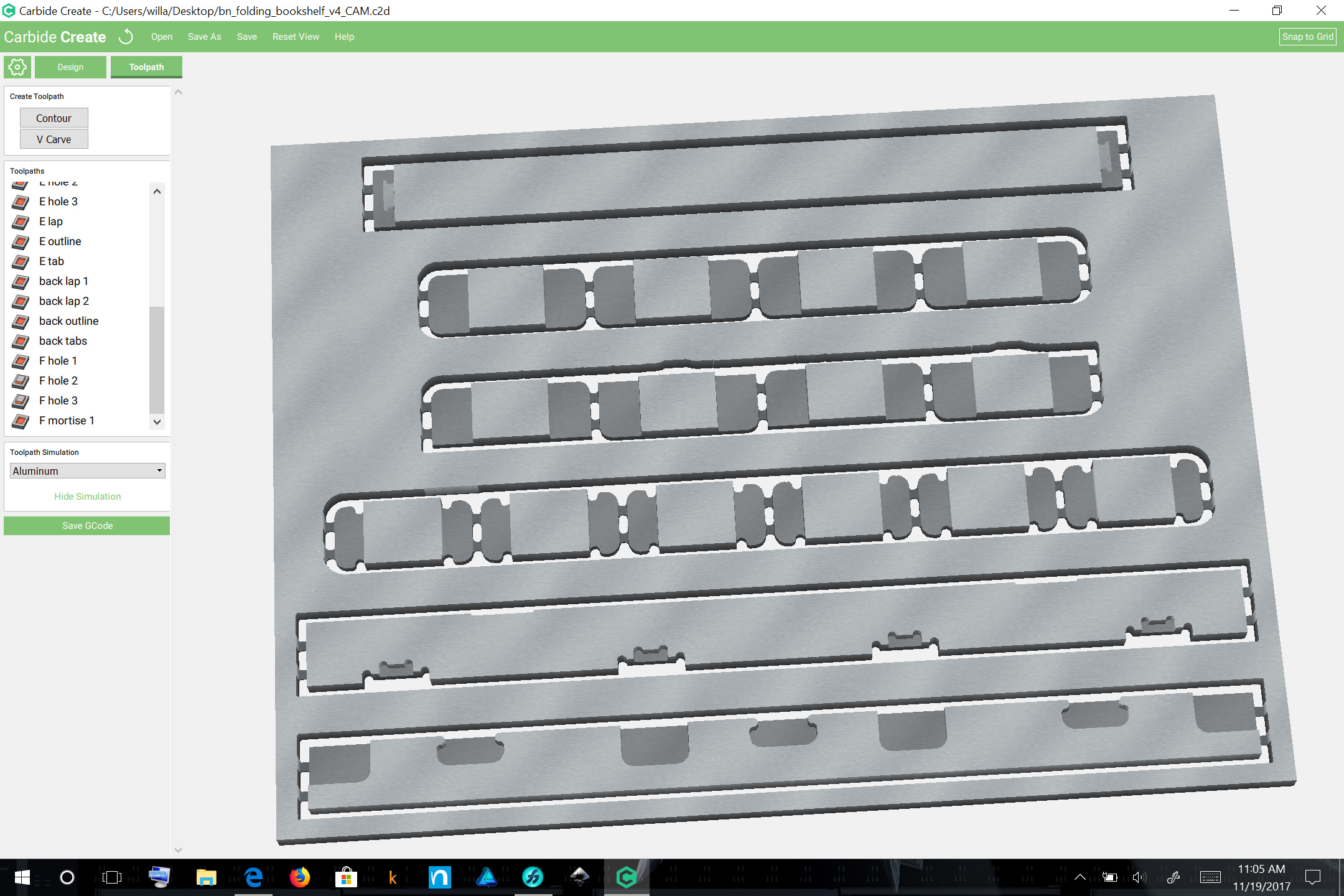
Okay, use that file to make a fixture plate, then cut the surfacing and mortise depth of one side of 14 of the smaller pieces (A):
Some notes:
when using rough-cut lumber and surfacing it on the machine, if dimensions are not consistent, arrange in size from largest to smallest and adjust zero as needed
for cuts which are close to the depth per pass, reduce depth per pass to just over or under half the thickness which needs to be removed — you’ll get two cuts which are easier on the machine or two and a finishing pass
I’m probably going to revisit the design and see about doing it out of furring strips.
And the furring strips seem workable, are quite inexpensive (shop around), but are only HT (heat treated), so not fully dry — when selecting, look for the straightest ones, which have the fewest knots, arrange them out in the sun and allow to dry, rotating a bit, then bring inside and allow to finish drying.
They’ll probably twist a bit, but since they’re quite long, one ought to be able to cut out reasonably true lengths suited to arranging on the machine.
Which brings us to V3 — changing the design to use half-lap joinery instead of mortise and tenon — the latter was just too fussy w/ too many complications. I believe half-lap joinery will make it possible to cut parts out in one operation, no jigs or fixtures needed, w/ only one post-processing operation (routing/chiseling out the pockets for the hinges, arguably optional, but I prefer them inset) — EDIT: make that two — also need to round off the half-laps.
It would be nice to come up w/ some better joint for the 90 degree join of the rear vertical and the horizontal supports — maybe some kind of blind finger joint?
are rather short of the typical dimensions (usually 0.75in) — the 0.718 in. thickness is instead averaging at around 17.25mm rather than the ~18.25mm it ought to be.
(not feeling up to hand planing that much stock, and still not able to justify even a lunch box planer — too many other toys to buy)
So, to simplify:
through half-laps w/ an alignment detail
cut the cross-joints long and trim w/ a block plane (one post operation) — registration point will be the bottom of the stock, so any variation will project into the interior volume of the shelf
trim the stock along the edges to a final width of 54mm – we can then cut most of the pockets for the hinges as we’re cutting them out (second post operation)
To prepare we’ll cut a pair of fixtures, one for each side of the machine which will hold 5 or 6 pieces of wood, somewhere between 33 and 36 inches in length which will hopefully allow use to cut one half the parts we need for a shelf, along w/ a spare or two of the smaller parts.
Not thrilled w/ the asymmetric joinery, but I guess the worst case is if the glue give way folks can re-glue and add a couple of screws — working up CAM now — it’ll be one file which lets one cut a part, or a set of parts from. Gotta round up all the hardware and measure one last time.
Then I’ll have to re-work all this to make it parametric.