Good Afternoon All from a very wet Ian Hurricane prepared FL!!
I have been having the worse time with getting “good enough” cuts in 1/2" acrylic. I have read through about 1.2 million posts about the feeds and speeds, I have repented and changed my ways, for the way I view them now.
I have went through the school of “Shapeoko CNC A to Z”. I understand how to use the spreadsheet that was given. But I’m still not getting good results, stuff still melts…I have used 1/8" 4 flute (from what I’ve learned, it isn’t the best choice), 1/8" O Flute Amana bit, and a 1/4" O Flute Amana.
I’m thinking that I’m putting the good information in the incorrect places in Fusion when doing the CAM.
Like this below example, what field should all of this information go;
"Acrylic
For the first example below I went with the “low RPMs” approach and used a 2-flute 1/8’’ endmill, 10,000 RPM, and a feedrate of 1200mm/min (47’‘/min), to get a chipload of 1200 / (2×10,000) = 0.06mm = 0.0023’‘, which is the high end of the range recommended in the Feeds & speeds section for acrylic for this endmill size. The depth of cut was 50% of the endmill diameter i.e. 0.0625’‘/1.5875mm, and stepover was 0.056’'/1.4mm."
As always, everyone is super helpful here! Thanks in advance.
99% of the time in plastics the answer is “feed faster”, when melting occurs. Here’s an old post of mine where I used the single flute Amana 1/8" endmill to mill acrylic, at 16k RPM it took 54ipm to get a clean cut
So that was a chipload of 54/16000=0.0033"
Which is…above the max chipload I mentioned in the guideline table in the ebook, so while those guidelines were never meant to be a max value but rather a good starting point, in hindsight that specific 0.0025" recommended “max” was too low.
Over time I learned that acrylic craves high feedrate, and you can push things very far IF you reduce the depth of cut, because right after the feedrate problem there is the chip evacuation issue, and slotting deep in acrylic tends to be a recipe for packing chips and therefore…melting.
So I should go with the parameters you mentioned and then once I see a little bit of melting manually raise the feedrate in Carbide Motion, by 10% and see what it does?
Also it seems that when I’m cutting a slot all the way through or a small circular hole that maybe .10" deep that’s when I see the melting problem also. I’m assuming that chip clearing is the problem there? I do have a good dust collection setup my XXL. So any suggestions on maybe different parameters for doing a through hole? I have inserted a picture so you can get an idea of what I’m referencing.
Are you cutting a slot the width of the cutter or wider?
Full width slotting is much harder to keep the chips clear, even just going to 120% the cutter width and making two passes at each depth really changes whether chips get flung or stuck.
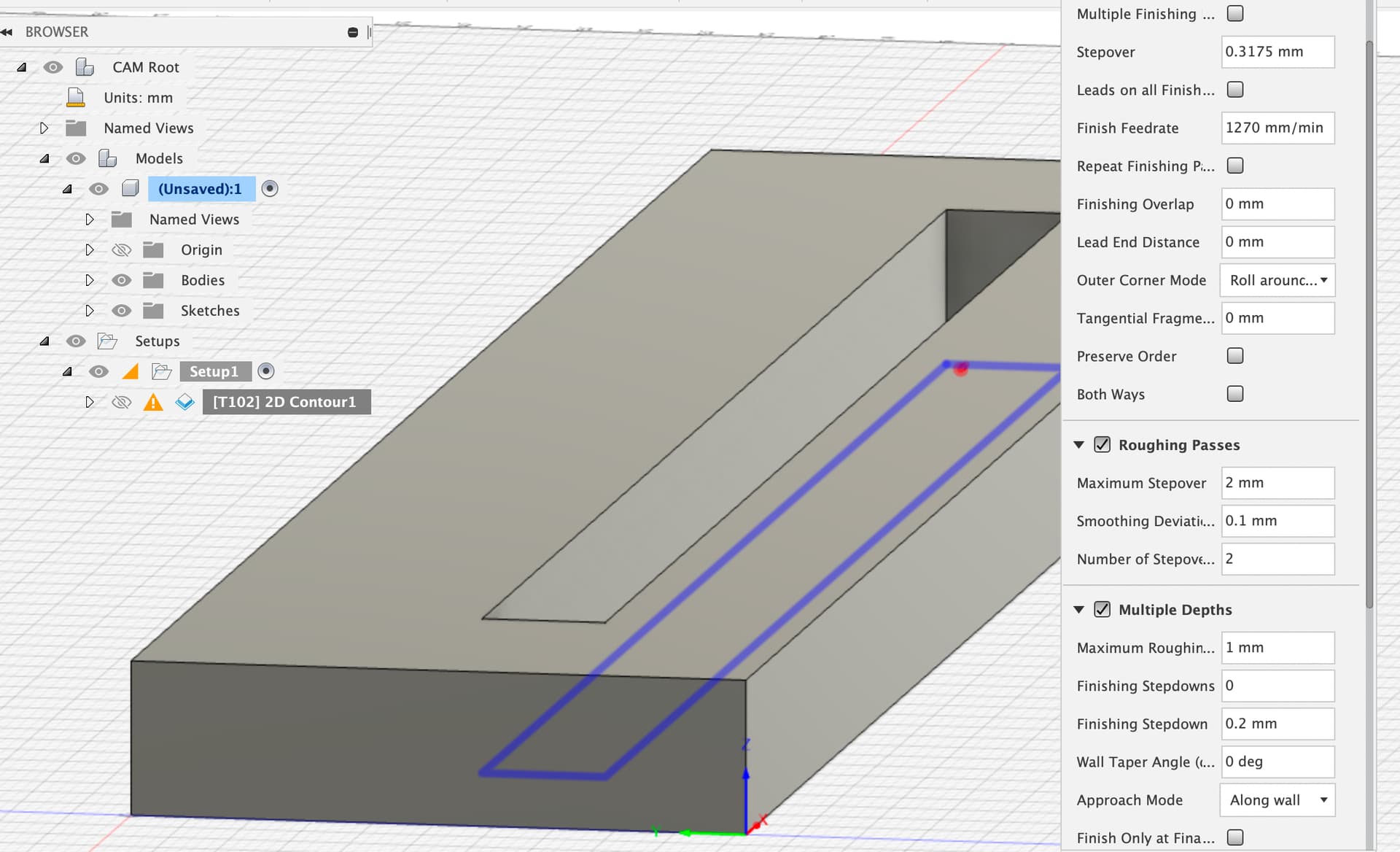
In Fusion the contour toolpath with ramp down I’ve had good results with, it keeps moving fast most of the time, doesn’t plunge and if you do a stepover between roughing and finishing, say 1mm on a 6.35mm cutter you get chips flying not sticking.
I'm cutting a .42" wide slot to a depth of .25", then doing a .20" wide through slot to the finial thickness of the other .25". I'm using a 1/8" O flute bit.
So you're suggesting that I use a contour toolpath for the inside of that first cut down? It would keep the bit moving more?
I’m going slow at this because I think in SI units and fractions and inches have to be converted for me…
So, a 0.125" bit to cut a first slot 0.42" wide and 0.25" deep, presumably in several passes across the width of this slot and a few passes for depth?
Then the same cutter to go down from 0.25" to 0.5" at the bottom of this first slot at 0.2" width?
So the 0.125" cutter should have plenty of clearance in even the narrower slot as that’s 160% the cutter width, however that’s a lot of passes on a small cutter to trim out the 0.4" width above, I’d be quite tempted to run a 0.25" O flute up there. My favorite plastics cutter is an 8mm O flute, the chips come off with a mach number, frequently thrown past the dust shoe and get away from the cut, it’s also rigid enough that I’m not scared of going full send on the feedrates.
What toolpath are you using at the moment?
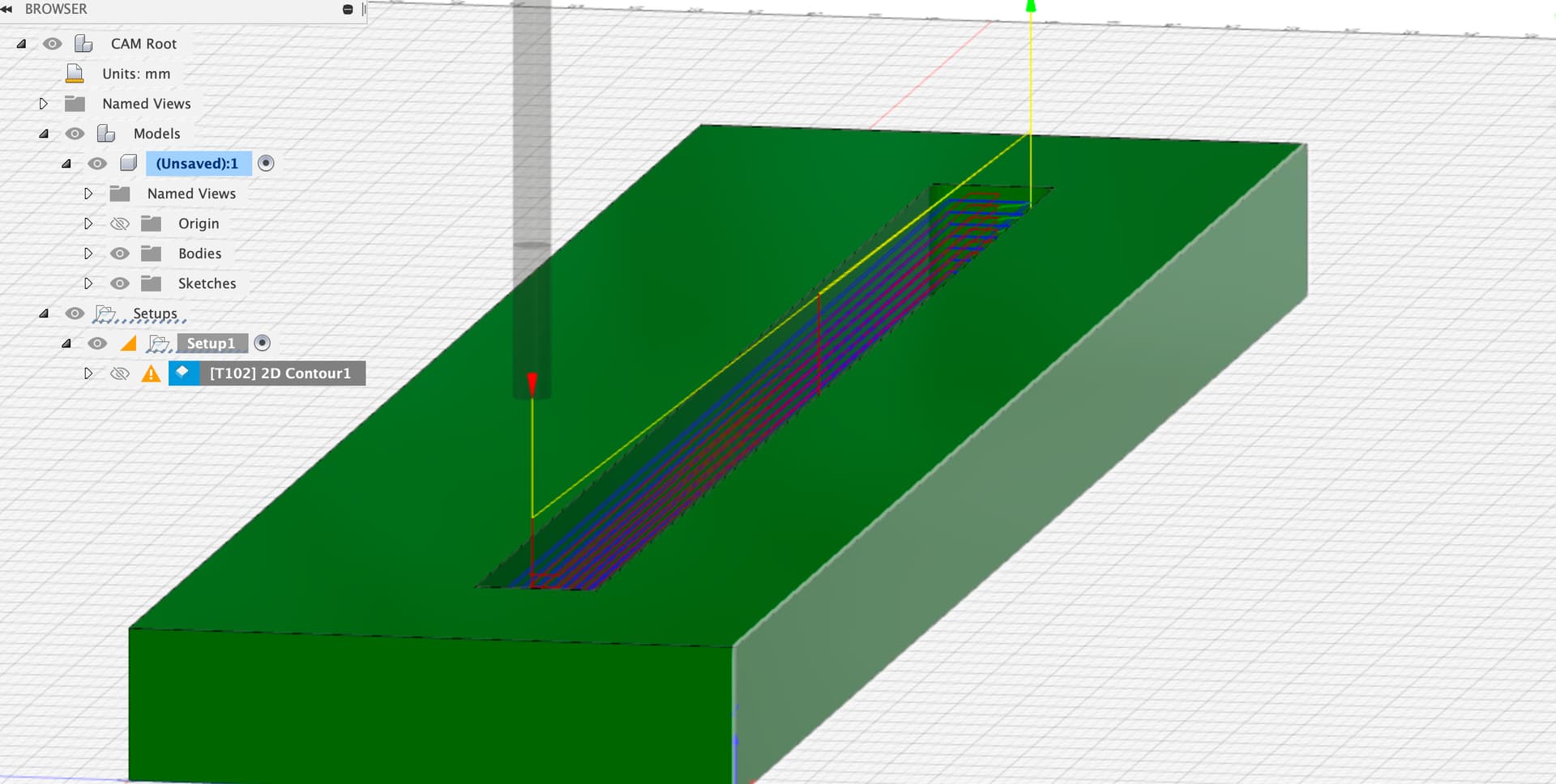
Here’s what a quick contour looks like (using only the small cutter).
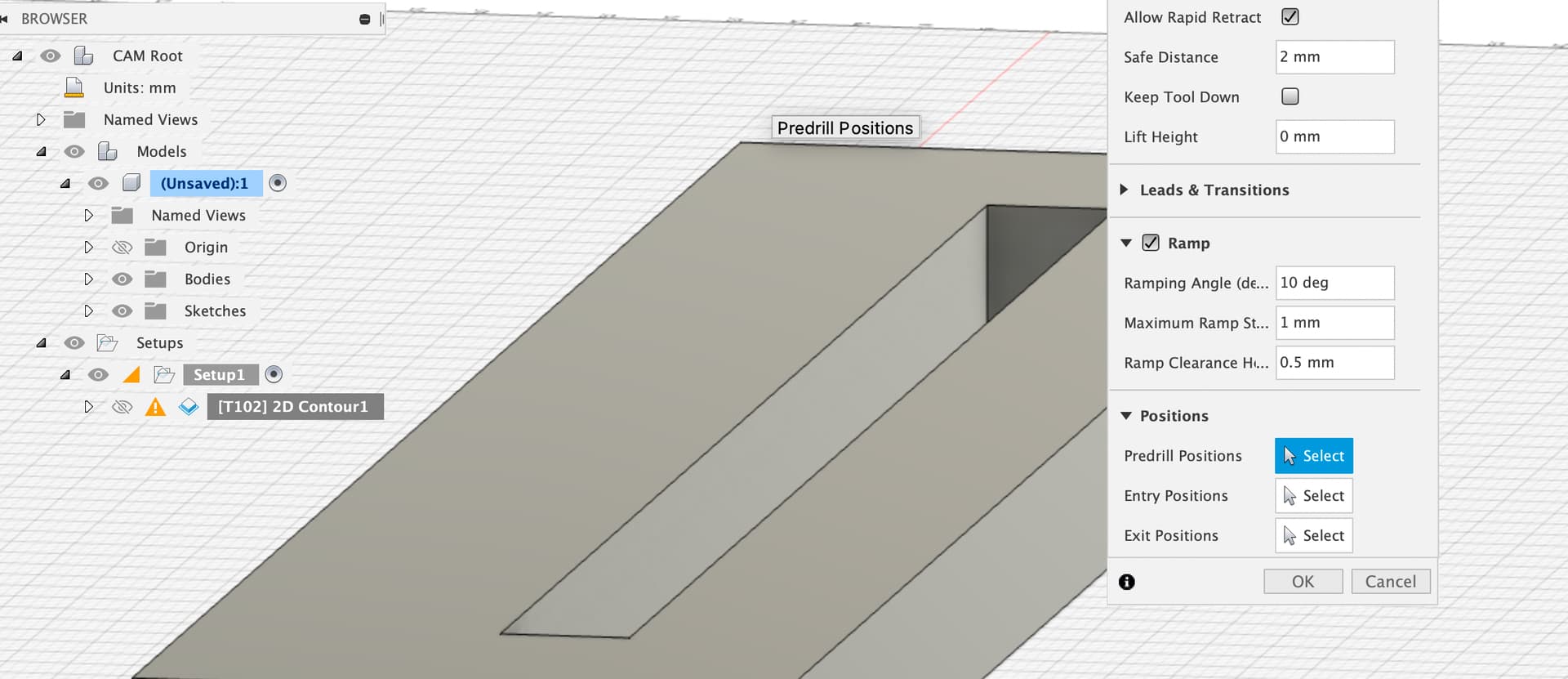
On top of all the great info above, I’ll add that another catch is not PLUNGING fast enough. For straight plunge I tend to use aggressive values (like for feedrate), because it any melting happens while plunging, it may wreck havoc in the rest of the cut. Of course ramping at angle into the material is better since you are using Fusion360. But fast. always.
With all of the advice I was able to get a great cut. I had to speed my feedrate up, to the suggested 120ipm and the spindle speed to 16000rpm with a depth of cut at 1mm. I could probably have gone with a deeper DOC but it was giving great results. Once I feel more confident I will play around with that.
Again, thanks everyone for their input. I appreciate it tremendously!