@Luke, you know what you have to do then
I wouldn’t mind providing the plates, bolt pattern seems to be the same as the others 15s I have here.
The nice thing about the Bantam is that its much easier to hit tolerances than someone trying to do this on an s3. It’s still about 3 hours machining
1 Like
Production
1 Like
Ummmm, as usual, behind the curve…Bantam?
Yeah, a side by side comparison would be interesting but I can’t find the specs for the Bantam.
Hey @fiero1, don’t think too hard about special endmills for aluminum. Just give it a try with what you have, 2-flute is pretty safe to try. I’ve enjoyed single and dual flutes ZrN coated and Alupower from YG-1. The Datron 4-in-1 endmills Vince has been using are around $50 each so you might want to try less expensive ones first. Vince used to use Amana HSS single flutes to great success as well.
4 Likes
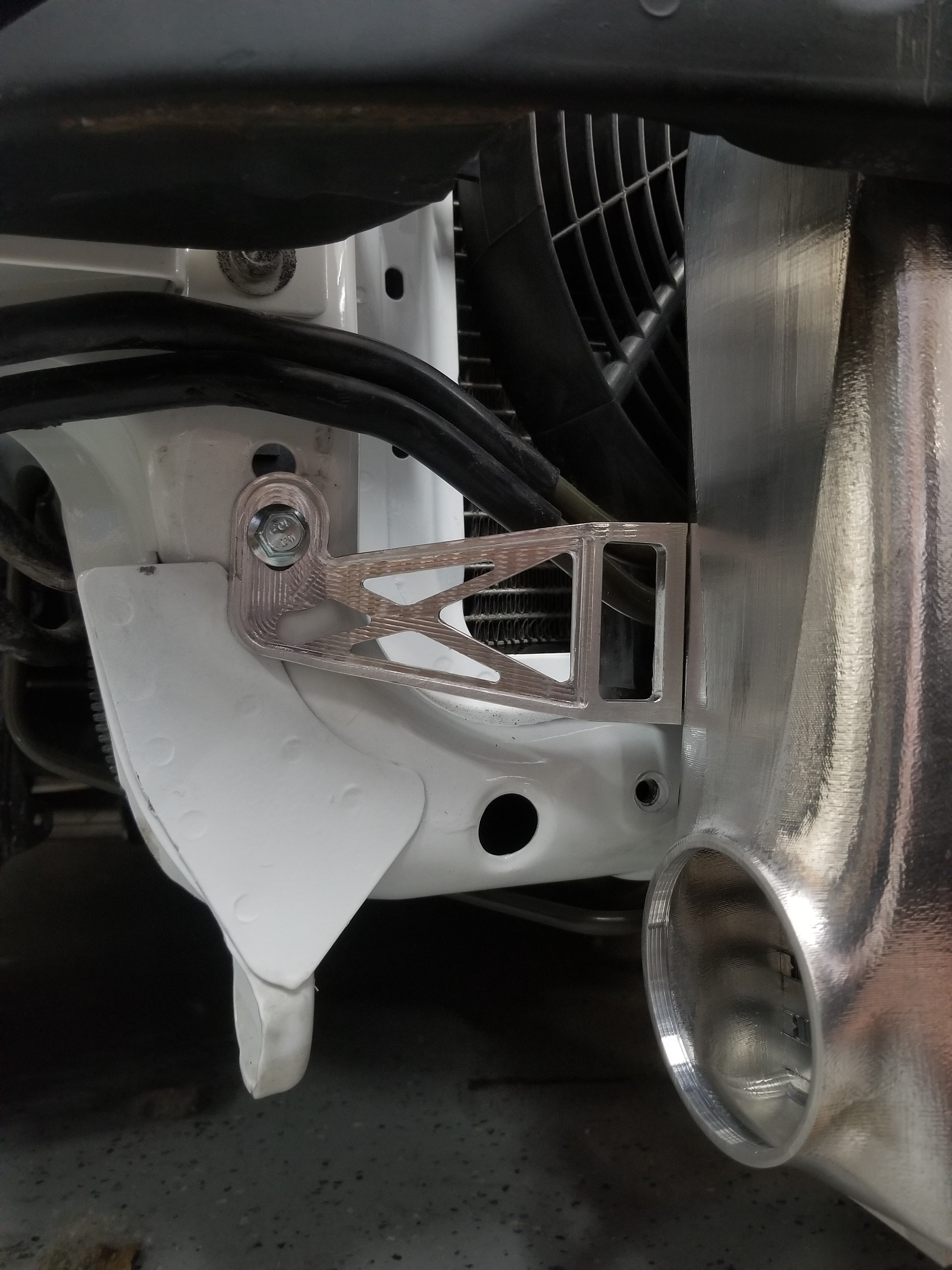
7075 testing.
Decent but we can do better!
So many tricks up my sleeve it looks like i’m wearing a pirate shirt.

9 Likes
Oh cool. That Bantam Tools machine uses g2core (software) internally to process and run the G-Code. It’s similar to GRBL, but substantially improved motion planning due to having more powerful computing hardware to run on.
@Vince.Fab When you’re generating G-Code in F3D, which machine profile are you using for it? (Note, it’s been a while since I last looked at CNC stuff, so my terminology might be crap atm). 
2 Likes
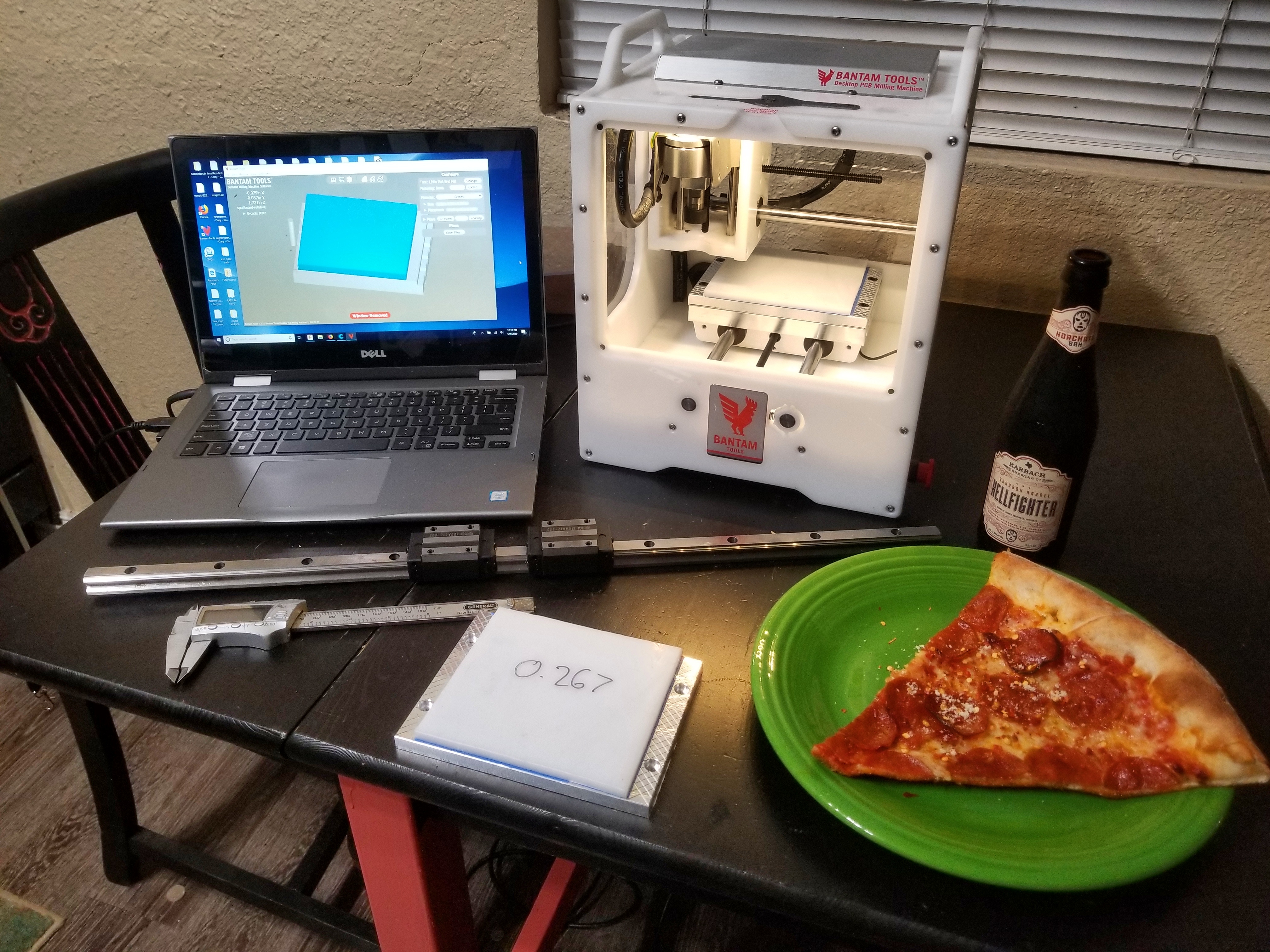
After reading up on the Bantams software, I feel like it has real potential in high powered and high speed machining. Its already quite amazing what a 17lb machine that consumes 120watts max can do!
There is an Othermill post processor in the list that works great. Zero errors or any kind of issues so far.
The specs on the Bantam
17lb, aluminum and HDPE frame.
Linear bushing rails and nema17s with leadscrews
4.5x5x1.6 cut area
26,000 rpm spindle (not a tq machine)
Advertise ±0.003 but ± 0.001 doesn’t seem to be hard.
Awesome interface with collision detection and automatic fixture probing.
I’ve run up to 6mm endmills successfully.
1 Like
Although it’s pretty off topic… that same internal g2core software used for the motion planner also does the motion planning in this: https://dorna.ai. Yep, that’s a robot arm. 
It’s Open Source too, so if you ever have a need to build a robot arm yourself you can. 
[end of really off topic stuff]
1 Like
When I rebuilt the X axis on my old laser engraver, I replace d the elliptical nuts and delrin rollers with this track from mcmaster (I found it elsewhere for about 1/2 the cost through) and ave been thinking about using it to build a new Z axis. https://www.mcmaster.com/linear-motion-carriages
It really works well, I ran that laser for 2 more years and its sill running up in NY almost daily. The best part is that tension / preload on the bearings is set by inch pounds, not by guessing and tweaking. I hate guessing and trying to adjust that stuff by feel.
2 Likes
The Fabricator in me says to overbuild.
Better safe than sorry
Spec linear rails that can hold more than your belts.
The nice part about linear rails is that they are self aligning to a certain extent. Even the manufacturer says so.
Imo trusting feel and intuition is an integral part of being a maker. It’s how I teach fabrication, sometimes you need to let go.
1 Like


Im fine with some of that, but for lining up a machine that can ruin a $$$ part in miliseconds when it jams, I go to the math side My mk.1 eyeball is in poerfect setup for most things, just the hands that are not as nimble as they once were.
I do like the setup with the rails on the X. You planning on doing the Y as well? Did you get parts with wipers to take care of chips?
1 Like
Hey Vince, how did you install the rails to ensure parallelism to the bed?
2 Likes
I only ensured parallelism with the extrusion when installing, then tramming it in is exactly like stock
Simplest way possible
4 Likes
What’s funny is that I would have thought the rails would need more force to move than the V wheels but the opposite seems true.
The first rail was installed with precision squares but if more people keep asking, it makes sense just to do a real fixture and indicate them in. I just recieved 1500mm rails in today but won’t be able to test them for fitment of quality of movement until tomorrow. These will be trimmed to length for xl/xxl applications sir.
The rails have integrated wipers on the ends but im in the process of machining custom hdpe dust caps on the Bantam because the printer couldn’t hit perfect tolerances.
Once my production machine is up and running my other s3 will get that 1500mm Y upgrade with custom table and extrusion replacements. Sideplate design is up in the Air right now.
3 Likes
The homeless man is free to roam.
1500s
2 Likes
When does the album drop?
1 Like
not to side track this thread, but what is the difference between these three linear rails?
looking to upgrade my 4x4 machine to linear rails instead of vwheels. Im sick of keeping them clean and would like the increased rigidity.
1 Like