Forgive me for the break. We rented a house and found out it was uninhabitable, landlord wouldn’t follow property code to repair. We filed suit and had to shell out for another home. 9k in the hole but bright skys above!!
One maximum effort Evo 9 RS Air Oil Separator in the works. 20 hour maximum time window. Customer spec’d no limits.
17 pounds of 6061, three AN fittings, custom length o rings, bolt together construction, Bones Reds bearings to articulate the billet clamping system, ORB remote drain connection.
The Little Hero is back! 60K ALL THE WAY
Please keep going with the custom aluminum beds! 5/8s is huge @agentwusabi ! Please please get us some deflection numbers when you are done! The 1/2 on an S3 is nice but actually deflects pretty decently, one reason I bolt on additional fixture plates.
The 1.2kw 60,000 is pretty low on tq, nothing I was able to change on the VFD made a real difference and it basically only runs single flute 1/4 to minimize load per revolution. However with the 0.125 endmills, given the right part geometry, at 60,000rpm can actually have a higher achievable MRR. Endmill deflection is a major point to consider but to be able to cut almost 100% of the part without a toolchange really helps out.
I’m actually specing out 2.2 40,000 and 3kw spindles as we speak.
Thanks Vince, good to see you back! I’m in no desperate need to upgrade a spindle (from 24k one atm) but it would be nice to sooner or later get something faster. At the moment I’m mostly cutting aluminium with 3/8 2 flute end mills and couldn’t be happier with the speed (in 2400-4800mm/min range) and surface finish, but faster is mostly better. Cant wait to see what new upgrade will you implement. 40k sounds so good!!!
Also, thank you for inspiring me to get into a cnc game. This is a custom subframe for my bike and all these parts were made on my so3. While the ballscrews and linear rails help a lot with the surface finish and accuracy - all the rules of cutting on a desktop cnc apply. This forum proved to be an invaluable resource!! thank you for sharing your knowledge!!!
Now that’s what I’m talking about! Those parts look absolutely beautiful, its really amazing to get parts of that quality out of a desktop machine. The ridgidity of 3/8s is really nice.
The plate was 270 +60 shipping I believe, I programmed it at my work and thats where we machined it. I think the runtime was 1 hour 40 minutes on this Haas EC-1600 horizontal mill. I have the luxury of working in a large machine shop so my cost wont be much
I probably wont have time to install the plate since I am pretty busy with christmas gifts right now. Plus I will make a sacrificial wasteboard to bolt up to it right away. I number the rows and alphabetized the columns to help with fixturing
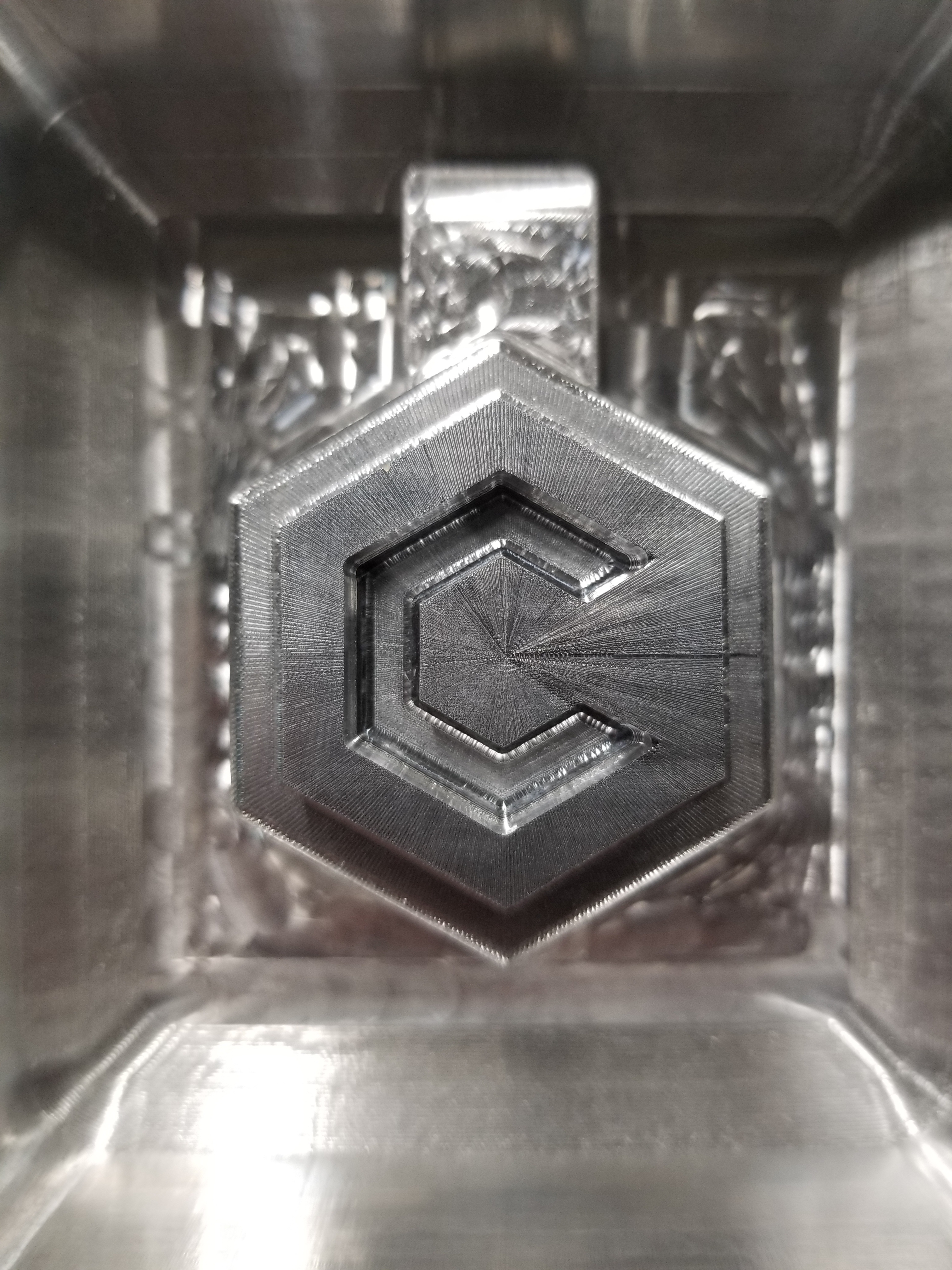
Flow Forming plus punching in one hit on the billet. CD3 single flute 250 really impressed when using new finishing strategies! 6061 block is 4"x4"x1.5"
Been awhile since I’ve had a race car of my own…this was just a fun project to have running while bending a chromoly main hoop for a 7-800ish hp civic. Multitasking!
Today its transferring bolt patterns and reverse engineering easily with fusion…hard part is trying to put together a little tips vid for Patreon account.












 Been awhile since I’ve had a race car of my own…this was just a fun project to have running while bending a chromoly main hoop for a 7-800ish hp civic. Multitasking!
Been awhile since I’ve had a race car of my own…this was just a fun project to have running while bending a chromoly main hoop for a 7-800ish hp civic. Multitasking!
 ahahah
ahahah