Well, if you’re using one of the newer, more rigid machines drilling is definitely worth a go.
Even on my old SO3 XXL (with HDZ) I drill up to 4mm dia in 6061 plate using solid carbide drills. I’m able to run quite low RPM thanks to the manually controlled VFD, so I can go down to 4,000RPM which keeps the Z feed rate sensible. There’s no torque problem on a 2.2kW spindle at this speed with a 4mm drill. I peck drill a few mm at a time with full retracts and lubricate to keep the drill and workpiece cold. I let Fusion work out the feed rate based on a feed per tooth on the drill to keep it drilling and actually producing chips instead of rubbing.
Once you’ve got a 4mm hole through the middle, opening those out with an end mill is much faster and less worrying. 3mm and 4mm solid carbide drills are cheap and disposable, I buy spot drills and stubby drills, I use the spot drill up to about 6mm thick plate.
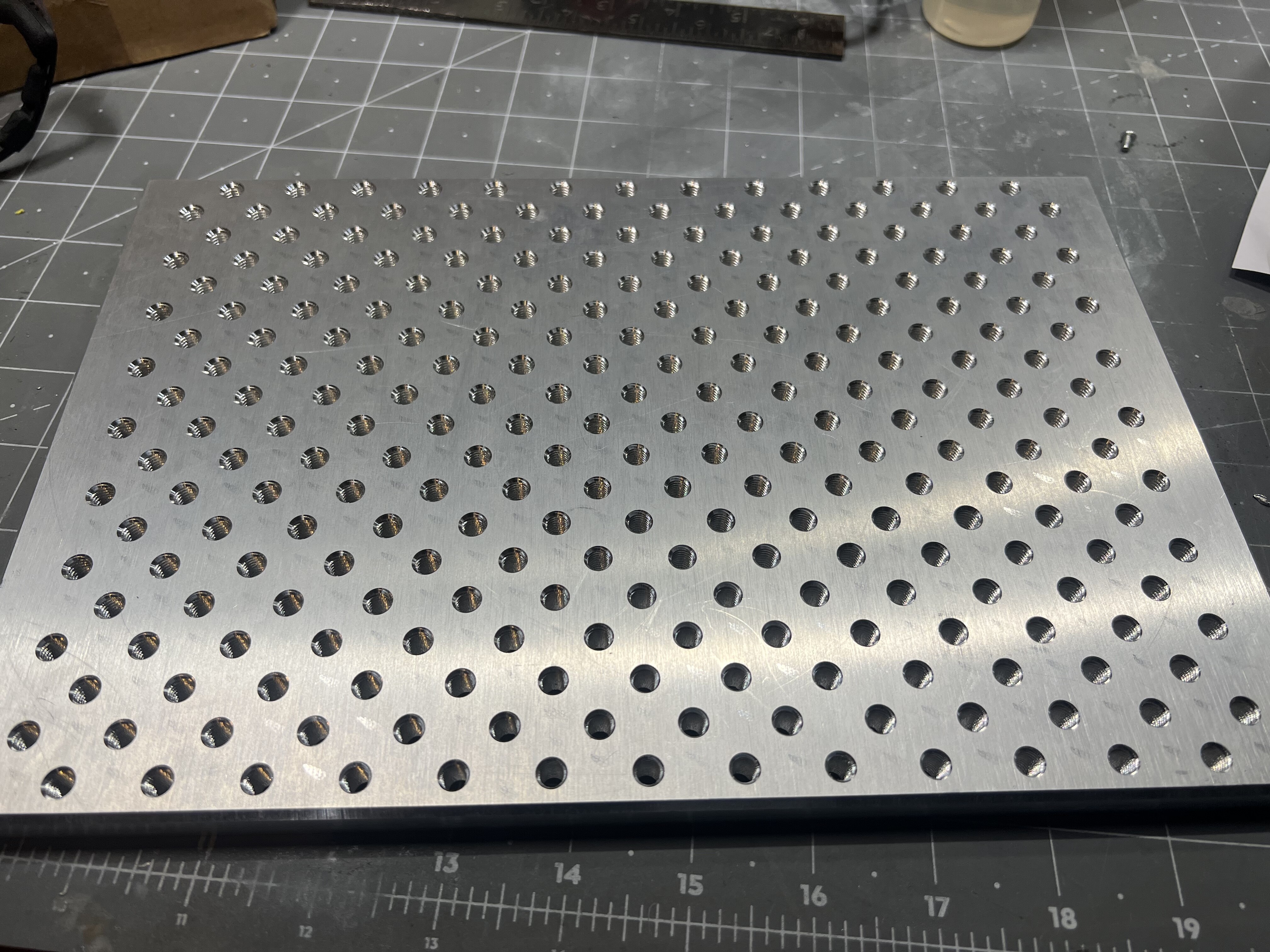
Finished a smaller fixture plate as a test run, came out pretty nice but the threads are a tiny bit rough but very useable.
M6 might be a little small for a full plate though, maybe I’ll throw in some 1/2 threads but I’m not sure
I had to manually debur every hole with a chamfer bit from the bottom though. It didn’t take too long but I don’t really want to do that for a full coverage plate. Is there any way to prevent burrs other than flipping and surfacing/ chamfering?
I also found that mdf isn’t great as a spoilboard material with ipa mist, lots of swelling and it almost came loose. I didn’t want to buy a slab of HDPE but it looks like I might have to