I made a base/wasteboard I can use to make replacement slats or modify existing slats. Naturally the slats are too long to be machined vertically or horizontally, but diagonally they can be cut to exact size.
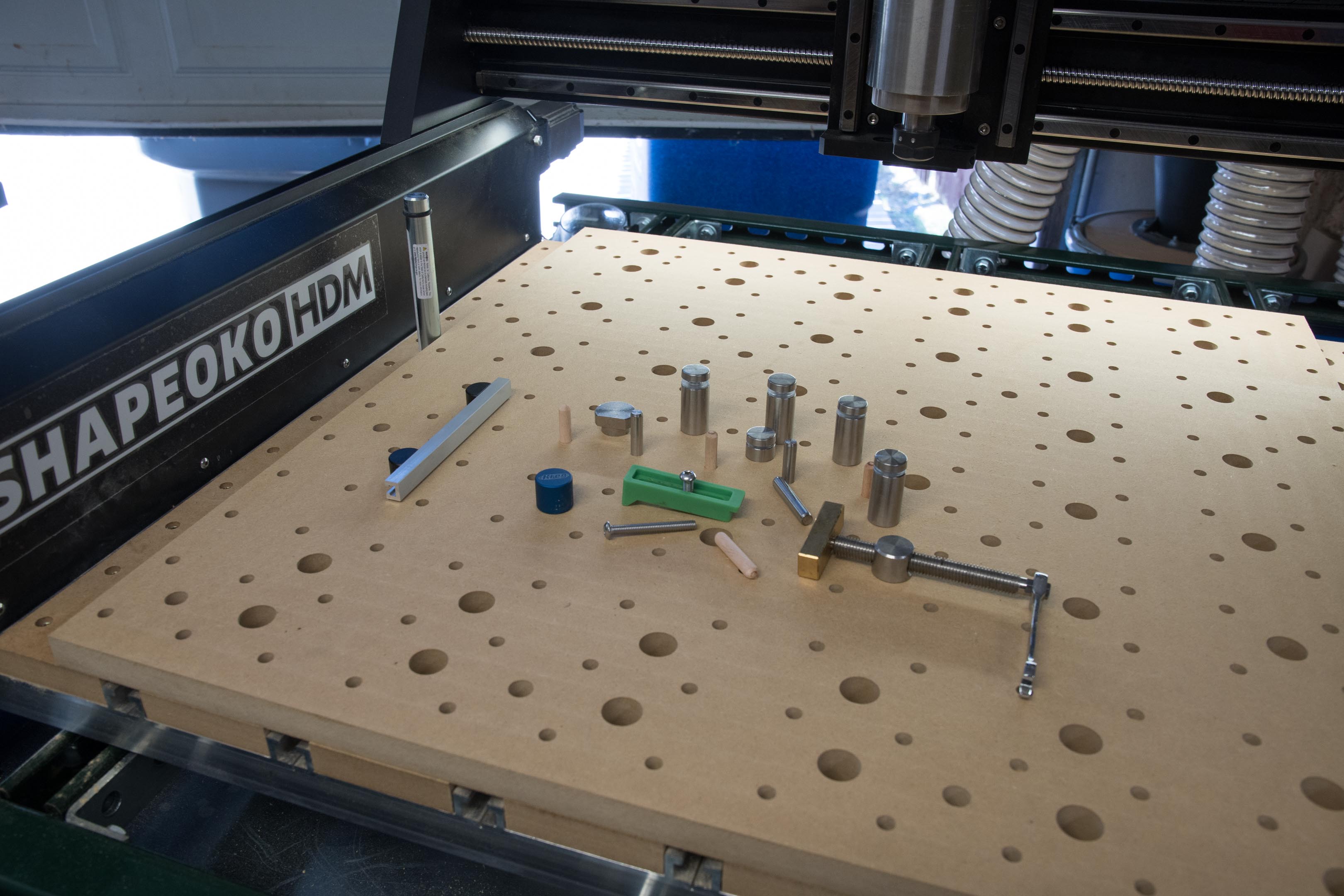
Each slat has 28 holes for M6 threaded inserts spaced 50mm apart and 8 3/4" dog holes spaced 50mm for the first and last one and 100mm for the rest. Once all the slats are done this will create an array of 224 threaded inserts and 64 dog holes.
The idea is once these slats are made they won’t be cut into. I will make 4 1/2" MDF wasteboards with the same hole patterns and I can use 1 or up to all 4 of these by placing them into the four quadrants of the bed.
Eventually I will make new slats out of 1/2" phenolic or other material that is resistant to mist cooling. That way I can mount either the MDF wasteboards or fixture plates depending on what kind of material I want to machine.
The first video shows cutting the mounting holes into a slightly oversized slat blank. Those holes are then used to secure the slat to the base so the final cuts can be made without any workholding getting in the way. They are kinda boring so just cut to the end to see the final result.
I’m still working on cleaning up the CC file so I’ll post it on cutrocket soon when I get to a completed project. It will probably be a series of files. One to create the base that holds the slats, and another for the slats themselves. Eventually I’ll also have one for a 1/2" MDF wasteboard which will go on top of the slats with through holes to use the inserts and dog holes so you never have to cut into the slats.
I did some testing with some 1/2" HDPE and I think that will work well for slats as it should be unaffected by coolants and it’s relatively cheap compared to phenolics. The dog holes cut perfectly to size and the threaded inserts go in even better than I expected. The only down side is it’s very messy to machine and I’m not sure if I’ll be able to use my dust collection as the machined plastic tends to wrap around the cutter sometimes rather than breaking off as chips. In my test I used a 1/4" upcut similar to the #201, but I’m sure there’s better cutters for this application.
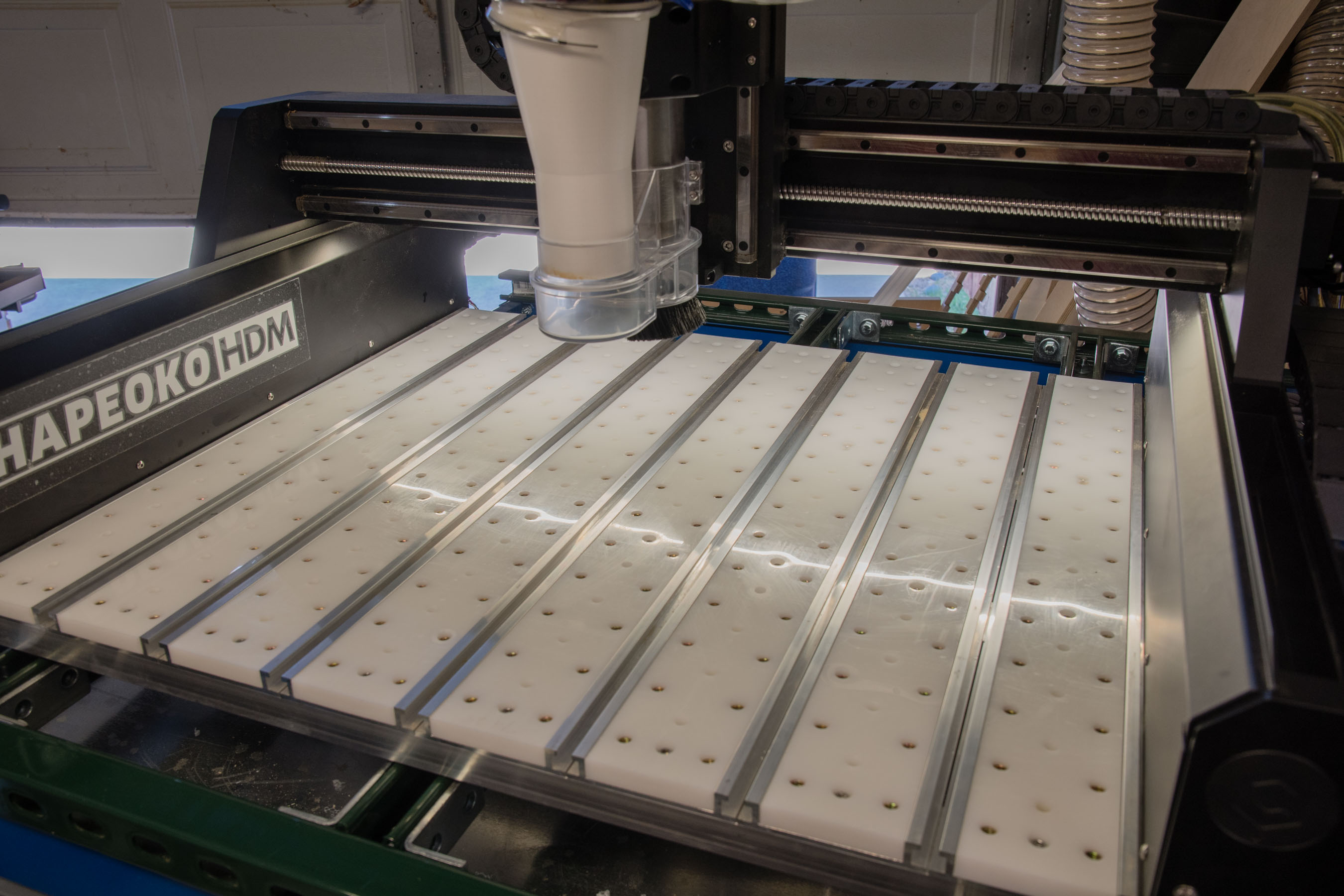
I have the prototype of everything completed. All of my slats have been either created or modified with 28 M6-15 inserts spaced 50mm apart and 8 3/4" dog holes. On top of this I have a MDF spoilboard with holes that match those in the slats, except the through holes which allow access to the threaded inserts below are cut to 8.1mm. This allows for either 8mm metal dowel pins or 5/16 wooden dowels to be inserted as stops. The spoilboard is cut to pretty much the X axis width of the machine and the length is the same as the slats. I had to move the spoilboard forward to finish the remaining holes and complete the rest of the surfacing.
Lessons learned:
Cutting the 3/4" dog holes to 19.05mm diameter made the dogs just a bit too hard to get in and out. 19.1mm works perfectly. I made an alignment jig for perfect alignment of the slats since the mounting screws have some play in them. Installing the inserts with an impact driver is a must as there are hundreds of them. My inserts worked best with a 9.2mm hole in MDF. It’s best to do some testing with the inserts you have before you machine hundreds of holes only to find out they don’t fit well. I also cleaned up the underside of the holes with a countersunk bit in my drill which made installing countersunk into the slats easier.
I have a line on an ebay seller who has said he can cut some 1/2" HDPE slats exactly to 74x701mm for $11.20 ea plus shipping. Eventually I’ll made slats out of those and make a 1/2" MDF spoilboard. I would have gone with a 1/2" spoilboard, but 3/4" is what I had on hand.
I finally completed this project using HDPE for my slats. I saw that someone else had used phenolic material, but HDPE was considerably cheaper and it seems to have worked quite well. In another thread I detailed the process and included links to where I sourced the material.
If you don’t want to give up your slats I think HDPE is the perfect material for the HDM other than the challenge it presents machining it. It will allow me to switch between a MDF spoilboard or aluminum fixture plate pretty easily depending on what I want to machine while being immune to liquid coolant.