Not much more to add other than get on it!
3 Likes
Does it mean that ZPlus is right around the corner?
All gone now… more expected in a couple of weeks.
@GJM likely a little longer. The Z+ requires a change of limit switches, so it might not be till we are ready to launch a full upgrade kit.
1 Like
I upgraded to HDZ in March. The best upgrade you can get. The Z-plus looks good but why get the little brother.
Edited the title to stop disappointing people…
3 Likes
When does Carbide expect more HDZ units in stock. Desperately need one. Feed rates are so very slow because hard material and a ball end mill causing the Z axis to skip.
Required to complete job for customer.
Thank you.
Please send an e-mail in to sales@carbide3d.com and we’ll do our best to get a solid timeline to you.
Make sure that you’ve signed up to be notified (using multiple addresses if possible).
Email sent.
Thank you.
Hi @isoworks,
In the meantime you may be interested in the great tips that @RichCournoyer shared a few days ago regarding how to mitigate the risk of losing Z steps with the standard axis:
While you are here, do you want to share more info on the material+endmill+feeds and speeds combination you are using that is causing you to lose Z steps ? People may have helpful tricks to share with you.
5 Likes
Email sent ! Thanks !
We hope the next batch to be ready in a couple of weeks.
2 Likes
Hello Luke, it would be fantastic to have a date that is a bit more precise than a couple of weeks.
Thank you.
Julien,
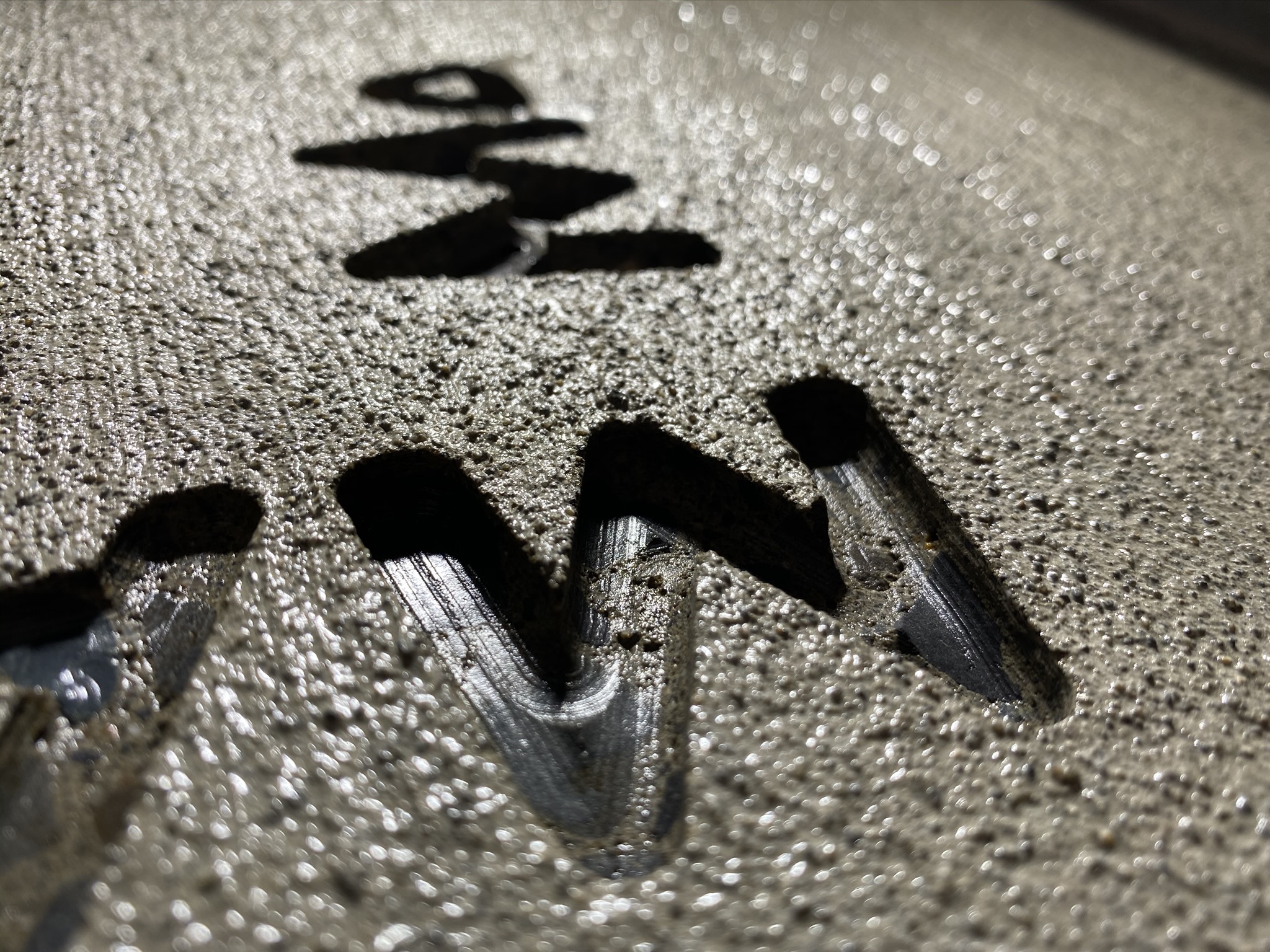
I am using a electroplated diamond grit 1/4" ball “end mill” to engraving hard (freeway spec) concrete to a depth of 0.3" or greater than 1/4" on an uneven surface.
I have stepped down to a feed rate of 4 and a plunge rate of 0.3. And still I am ramping that down to a 10-20% rate when it gets into the aggregate. Depth of pass at 0.03.
The Z skips most often on traverse when the tool encounters a harder piece of aggregate. The ball, the hard material, the shallow pass, and system deflect make for the perfect ramp and “pop” the Z skips.
I spent time making sure that the Z axis belt was tensioned properly. After it skipped again, I took the belt out to examine that there was no damage. Reinstalled, retensioned, and dropped the feed rates to where they are now. The ES letters are the first two letters I have been able to create in a row without skipping.
But this is too slow, I need to create too many letters for a client, on-site, to run this slow. I have a limitied time window each day.
I really need that HDZ upgrade.
Here are some picture and a link to a video of what I am doing.
Video
Engraving Concrete
Picture that caused me to post.

Other Pics

6 Likes
A potential solution to your short I term problem, and this type of job in general. Use the Shapeoko to create offset templates for a brass guide bushing. Depending on the margins, I’d likely prefer HDPE for its resistance to water and texture. Then use a plunge base and a conventional router. Or if this is your primary venture, a machine developed for wet work. I used to run a stone fabrication shop with full CNC implementation. But still had 20 or so guys running hand directed tools.
1 Like
@Lowbrowroyalty. Thank you for the input.
We will also be using the HDPE template and standard plunge router, as well as concrete core drills and hand saws.
The reason we aren’t using a large wet CNC is that this is on-site work so the machine has to be portable.
Wow. I definitely did not picture concrete when you mentioned a “hard material”…so I have no tip to provide whatsover…
I wonder if a trochoidal milling/adaptive cut approach would make any sense in such a material, to enable larger feedrates, or at least deeper depth per pass.
2 Likes
@Julien - interesting thought. I have not played with other CAM software. Will MeshCAM allow for this? Or do you have any recommendations?
I don’t think MeshCam supports adaptive toolpaths, you would have to look at Fusion360 (it has a steep learning curve though) or EstlCam.
But that may just be a crazy thought…I just thought about how adaptive toolpaths are easier on the cutters in metals than regular toolpaths, and maybe the same approach of taking many small circular bites rather than a continuous grind along a linear path would help in your case. If you feel really adventurous and would like to start experimenting, I’ll be happy to generate a few example adaptive toolpaths in Fusion360 for you to (check and) try.
I would really appreciate the assistance and would be happy to experiment with this. What file would you like from me to move forward?
Are you using CC for the examples you showed above? One associated c2d file would be perfect, else just a vector of a letter/text and its associated target size, as well as all cutting parameters you are currently using (some of which you have mentioned above already): I would try and “just” adapt them to an adaptive approach.