I know delrin’s supposed to be an easy material to machine, but I can’t seem to get it right. Can someone take a look at my setup and provide some advice?
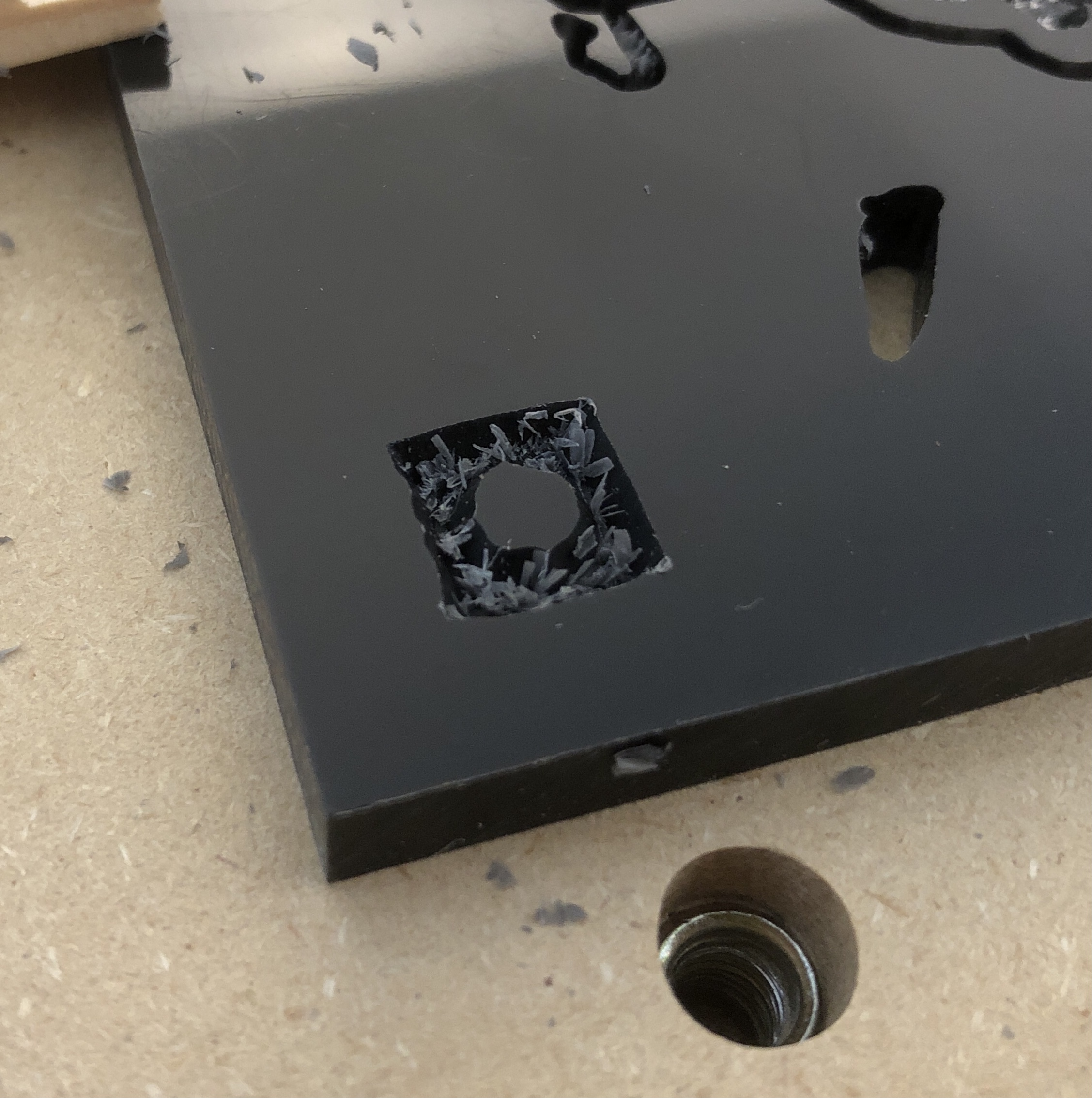
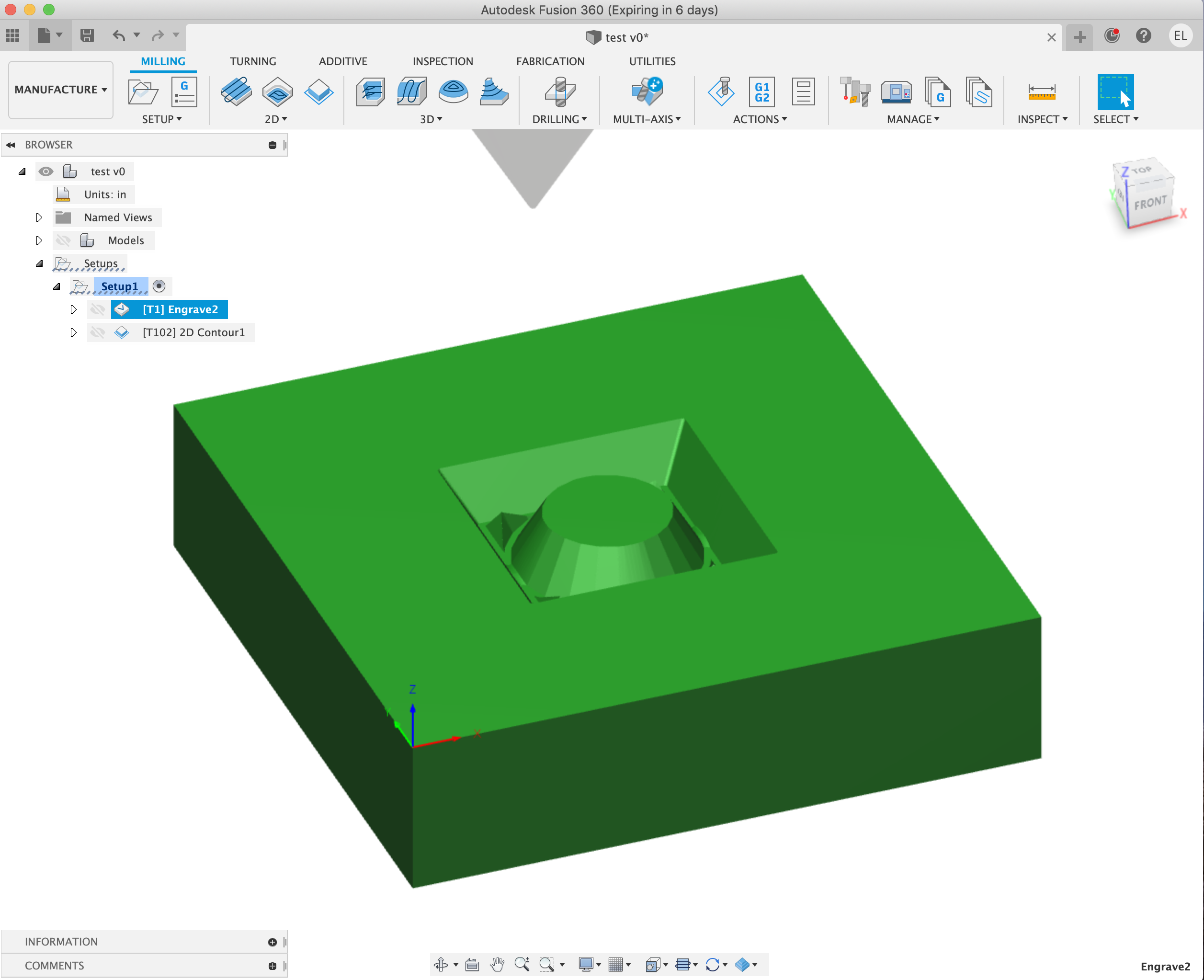
I’m using a Whiteside 1550 60-degree v-bit to do a simple engrave in Fusion 360. However, the contour is not smooth and it doesn’t cut clean (see pic).
Yeah, I cut the same file with bamboo and softwood no problem.
I think I just haven’t dialed in the speeds and feeds for the 60-degree v-bit on delrin. I haven’t found anything online so it’s just been trial and error so far.
Chances are you are going too slow and there is something mechanical going on.
mechanical: as @scottybeefs pointed out, even with suboptimal feeds and speeds, you should not get a wavy edge / irregular circle like that. When you mentioned the same job works fine in bamboo/soft wood, did you retry in wood recently ? It may just be a loose V-wheel that used to be tight. It’s worth a check anyway, at least grab the router collet with the machine powered on (and the router unplugged) and see if you can detect any slop when trying to move it, and/or check whether any V-wheel can spin freely.
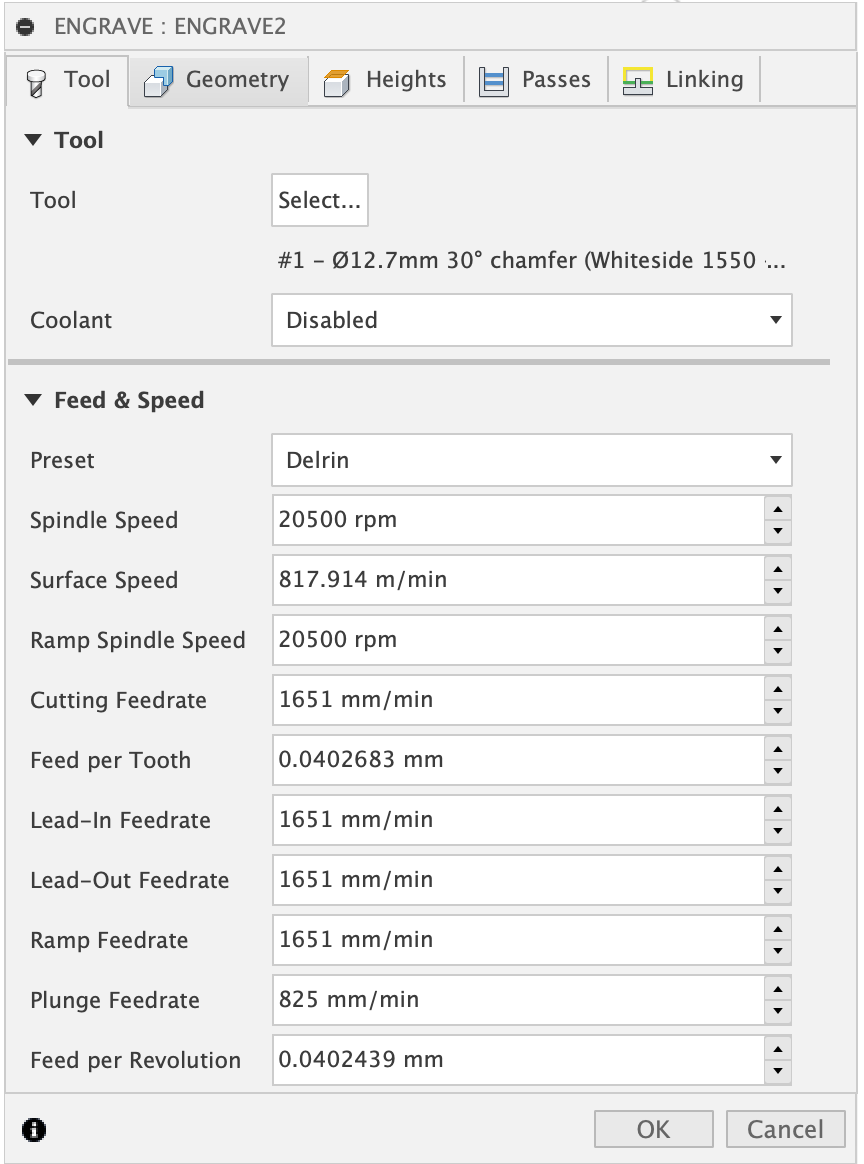
feeds and speeds: soft plastics (e.g. HDPE/Delrin) like fast feedrates, and the answer is very often “go faster”. In this thread we discussed/experimented vcarving in HDPE and the setting I tried back then was a 60° vbit, 10.000RPM, 60ipm. Since you are using 20500RPM, the equivalent feedrate would be ~120ipm, so basically double of what you used.
Also, make sure your vbit is still sharp. Plastics need sharp cutting edges, so vbits that have seen a lot of abuse in wood may perform poorly in soft plastics.
3 Likes
Griff
(Well crap, my hypometric precursor device is blown…)
8
Just recently started cutting delrin on my XL.
Using an Amana 1” 60 degree v-bit. This bit is large, heavy and not balanced particularly well so I run at 12,000, .1” doc, .01”axial, 100 ipm.
This is NOT an optimized parameter, just what I found to work on the quick and dirty. Nice, clean chips, no melting.
I concur with others, I think you have a mechanical issue, I’m guessing in your Z.