Maaaaaaaan, this is Cray Cray! lol
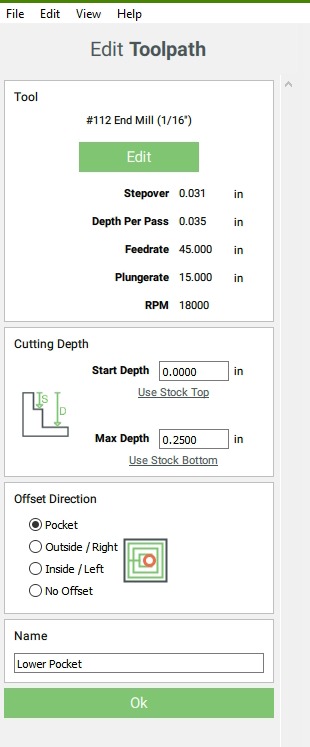
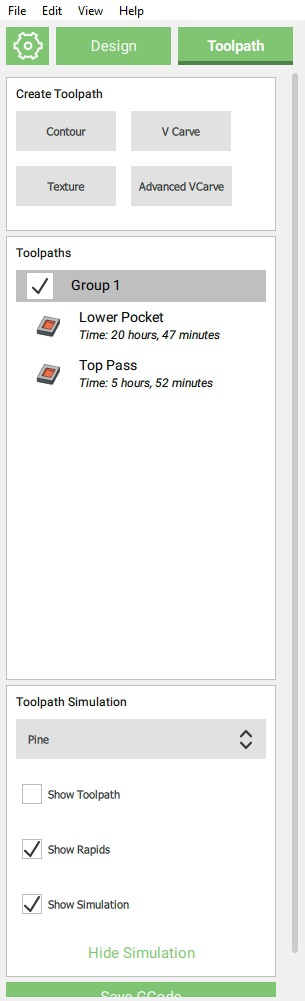
I’ve really got to figure out something here so I wanted to share my settings with you all, maybe someone can help me either 1: see what I’m doing wrong or 2: share some tips or suggestions to help me shorten this time down. Or heck, even 3: just let me know I’ve got it about as good as it can be and I’ve just got to deal with it…see my photos for settings and calculated hours!
Hours|152x500
Can you share the file at all?
Usually when folks use a tiny endmill and have issues with lengthy cut times it’s because they’re trying to preserve detail while clearing a large area.
A better approach is to instead use a V endmill and do a V carving — if you’d post the file we’ll gladly do our best to work through this with you. If it’s not something you can share publicly send it in to support@carbide3d.com
3 Likes
Oh, cool beans, thanks. I’m about to send it to the email
1 Like
One thing I will do to reduce pocketing hours but keep detail is - for instance:
1 - Pocket area with 0.063" end mill.
2 - Do internal profile with 0.0315" end mill.
Assuming that the larger bit you use can pocket the entire area you want done, ( no long thin areas the large bit can’t get to) and as long as your smaller end mill is AT LEAST half the diameter of the larger end mill, there will be no need to clean up any little areas that are missed.
Since I am doing small stuff I usually pocket with an 0.031" bit, then use an 0.0150" bit to do the inside profile to get the sharp corners I want.
3 Likes
Wow! Uuh…can you link me to those bits you use please sir? and hopefully they have long or deep LOC?
I believe the technique described at:
will work — note that the work-around depicted there is no longer necessary in CC457 or later if one has a BitSetter and instructions for the new version are shown at the end of the thread.
Teddy, I do a lot of small, shallow work. Here is a crib board I did with an 0.0315" bit to clear the middle letter, then used the 0.0150" bit to do the other letters and sharpen the corners of the middle letter. I think I used an 0.0235" bit for the numbers and lines between the holes. It was still wet because I coated it with mineral oil and hadn’t blown off the excess yet.

I picked up the bits (about 90% of my bits, actually) from drillman1 (the store on Ebay is also known as Carbide Plus, but if you put in “drillman1” in your preferred search engine, you can’t go wrong).
0.0150" 5 pack - I use lots of these, and most of the time these break because of operator issues.
0.0150" crazy long reach - I have never used these, and I would be scared to use one.
0.0315" end mills - There are too many to list individually, but I have some of the regular length, XL and XXL lengths.
Because I like the single line fonts when cutting crib boards, if I change the size of the font, I will size up the bit as well, so I have these micro end mills in just about every size from 0.0090" up to 0.0315" so I don’t have to mickey-mouse around and re-cut the same single line font to make it wider. I’ve tried it, and it never comes out clean like a single pass with the desired width bit.

{kind=link}
3 Likes
Amazing…Just Amazing! Thank You Kind Sir for sharing this with a newb. Wow, I really appreciate it. It’s Hard Out Here For A Newb lol
3 Likes
I recently upgraded CC to 4.74 from 4.64 and have not created anything in 4.74 yet. In 4.64 my estimates for tool paths were about double what CM would estimate. I suggest you load you gcode file into CM and see what it says. Additionally the estimate in CM is usually a little bit longer in actual time. An example would be that CM estimates 12 hours 47 minutes it would take me about 13 hours 30 minutes from hitting start to the router retracting and heading to the back.
4 Likes
Darn! Will try that out. I think I’ve kinda recognized that subliminally, but kinda brushed it off like, Naa, surely not or maybe its a glitch. Thanks for letting me know I wasnt going crazy, caws it’s happening to others too.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.