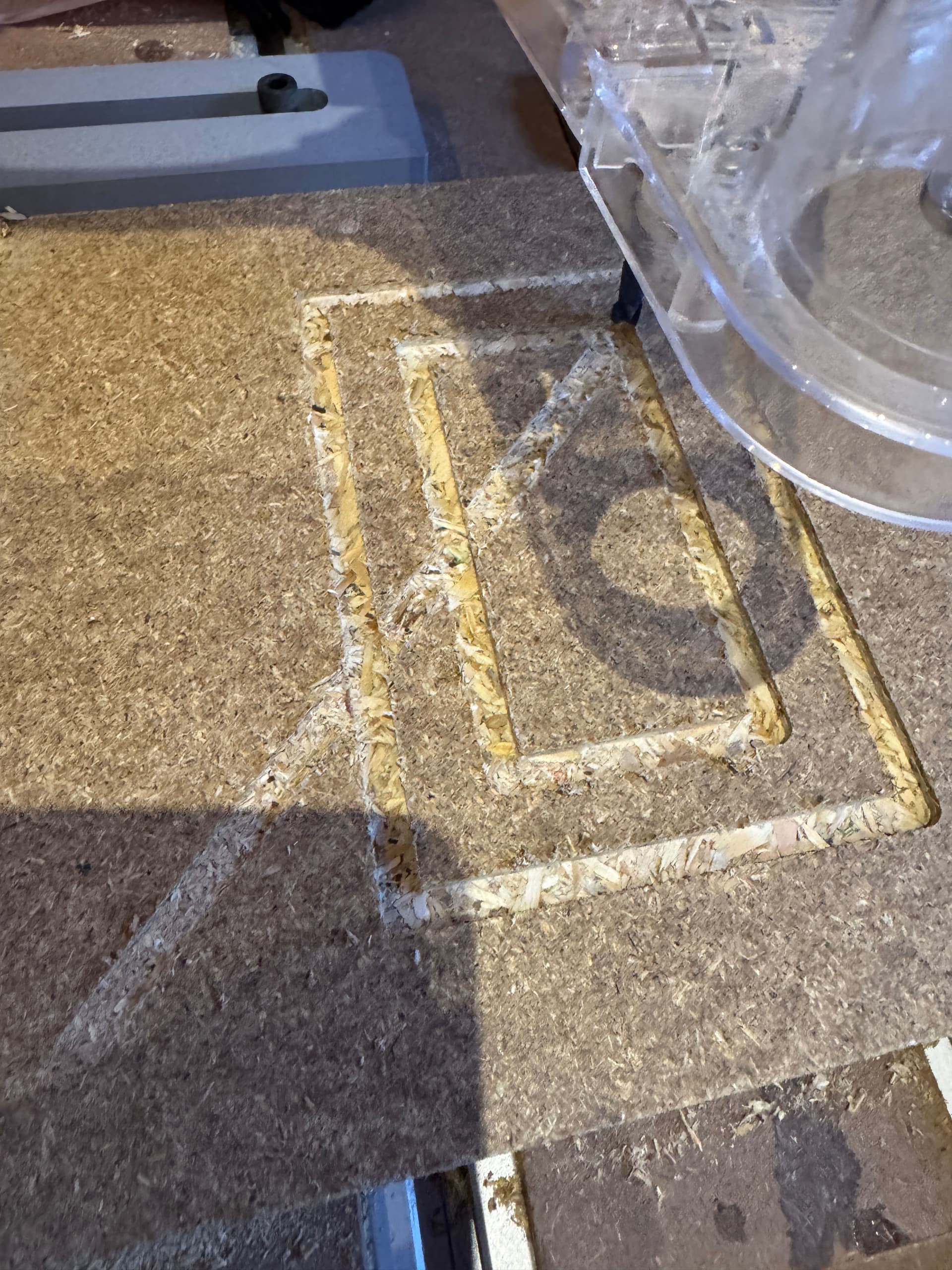
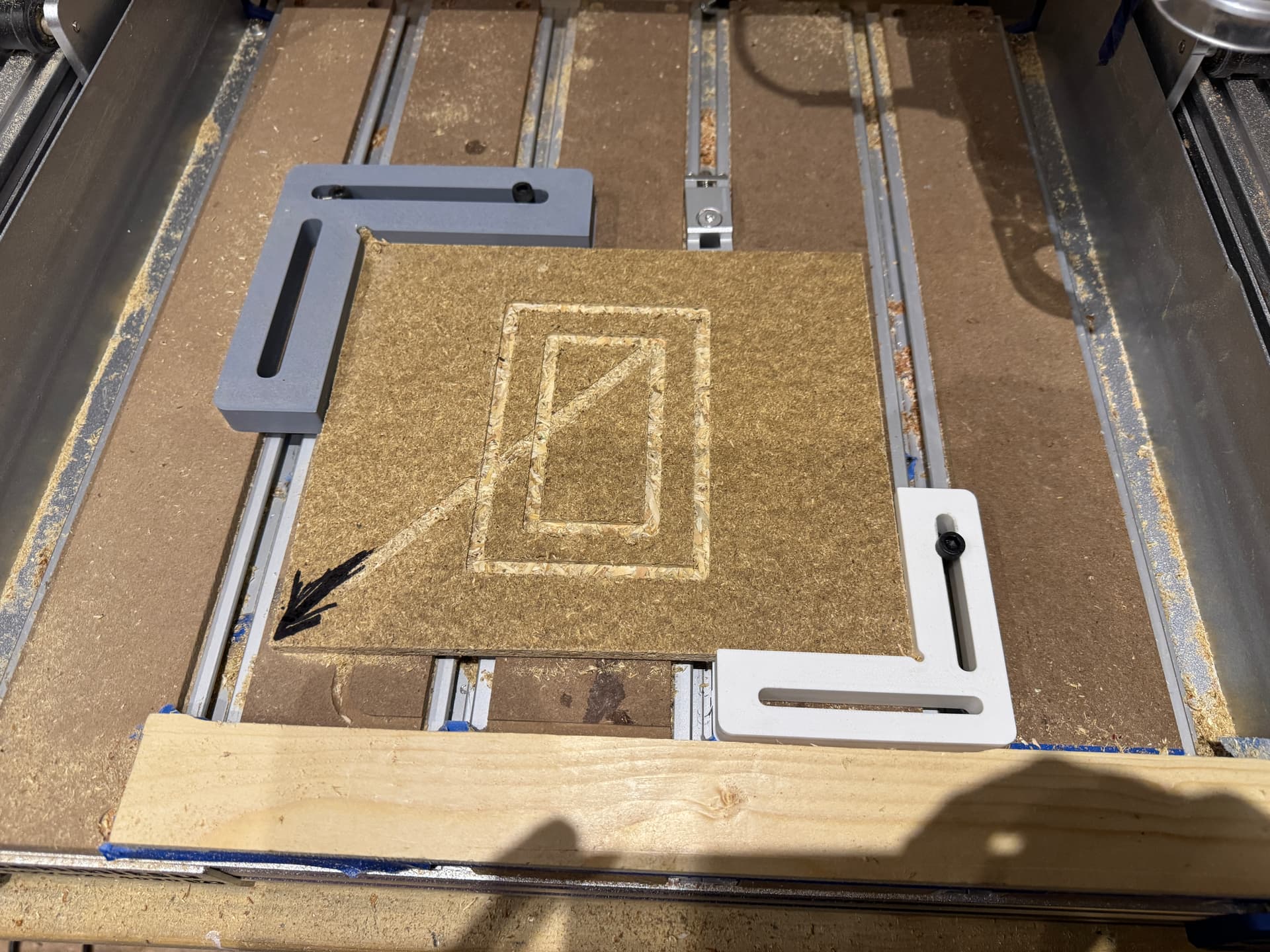
Newbie question on an issue I am having with the Z height. See photo but you can see that the bit is cutting the material on the way to the project start point. i.e. the diagonal line.
I use carbide create pro and Gsender. The Bit is zeroed using a probe. What do I need to change in settings to stop this happening?
Upload your .c2d file and let us know step-by-step how you are securing your stock and setting zero relative to it and managing all tool changes, and post a photo showing the machine at the origin (or a specified offset from that).
Your file looks good. You have 3MM retract height and 5MM material height. I would tend to think it is some parameter in gsender. On CM the Z retracts all the way up on a rapid move to the first cut. Then the retracts would be a 3MM retract. In the early days of CM the router would travel to the first cut at whatever height it was. That would cause it to hit clamps or other obstructions on the spoilboard.
Maybe try the same file with CM to see if there is a difference. The full retract to move to the cut is a function of CM and not the file. So that is why I suspect gsender as the problem.
Thanks a reddit user has suggested that the gcode generated by carbide create currently does a 3axis move to XY start position and Z retract height as a simultaneous move after spindle has started. They say this could be causing the problem and that the Z should retract first to Z height before any XY move.
I am not familiar with G code. Could this be the problem with the code?
Thanks
It is possible but the track left seems very even so that may not be the problem. It is likely the retract is not happening at all and just moving at whatever level the Z was at before starting the cut. So to verify if it is a gcode problem or the sender try using CM to send the same gcode file and see if the behavior is different with CM or with your gcode sender. If CM retracts the Z and then moves and your gcode sender does not then you will have to figure out how to setup the 3rd party gcode sender to rise first or edit the gcode files to raise the Z first. What post processor are you using in CC?
Update below. I have tested the Z axis and when asked to move up 10mm it does so. I measured three times and it seems to be spot on.
I then did a test cut without using the Autozero probe i.e. zero by eye for X/Y and using paper method for z. = All good no diagonal line.
I then used the Auto probe for all this axis. See the screen shot. What is interesting is that whilst the x and Y are at zero the Z is not. Using this setting it did not cause the diagonal cut line. I will head over to the sienci forums to ask about the probe there.
That said. I did set the safety height in Carbide to 15mm and did the same in G sender and it didn’t look like the Z went up to that level before moving to the start point. So not sure what I am sill getting wrong there.
Try setting the zero, jogging the machine around, then returning to the origin point — does it return to the expected position?
Jog up by the Safety/Retract height from that position — does it move as expected?
Try making a simple test file with a larger value for retract and which cuts a pocket which can easily be measured — does it cut to the expected depth?
Ask your machine manufacturer for a test file and run it and if it runs successfully (verifying your machine settings) compare it to the .nc file from Carbide Create Pro and if different, adjust your settings in Carbide Create to make that output as similar as possible.
Thanks all. Appreciate all the advice. I have had 2 successful cuts today. It seems that the Autozero probe gives a 1mm safety buffer and it appears I overdided that. This is combination with some of your advice has made the difference.
Thanks again
Josh
As an aside, there’s a very active 34K+ member Sainsmart/Genmitsu CNC router group on (yes, I know gag gag) Facebook. While not Carbide Create specific there are multiple Carbide Create and gsender users, along with various models of the chunk of aluminum probey gadgets, that may also be helpful.
Pretty much the only thing I ever look at on faceplant is a handful of technical groups, and occasionally marketplace, and I use an ad blocker. The normal FB seems (to me, others feel differently) to mostly be a waste of time
Amen. Faceplant is anti social. The software wants to keep you engaged so they can kill you with ads. All free apps are free to users but the real motive is making money selling your data and advertising to you.
My adblocker does a decent job of blocking the ads, or maybe they don’t hammer the private tech groups as hard. I don’t use the phone app since it hammered my long gone Moto X Pure to it’s knees. I rarely venture out into the regular part of Faceplant, which might help protect me too. I think that facebook is an ad service masquerading as a giant delivery network for silly cat videos, perhaps the reason their search mechanism is so bad since they’re all basically the same. There was an effort a few years back to migrate the SS group to a real forum, but it was unsuccessful.
My wife is a faceplanter, mostly for family, and not to savvy about clicking on random stuff. I regularly get to scan her PC for nasties, and keep it on the guest network. Overall she’s worth keeping and tolerates my CNC habit so I’ve learned to deal with it.