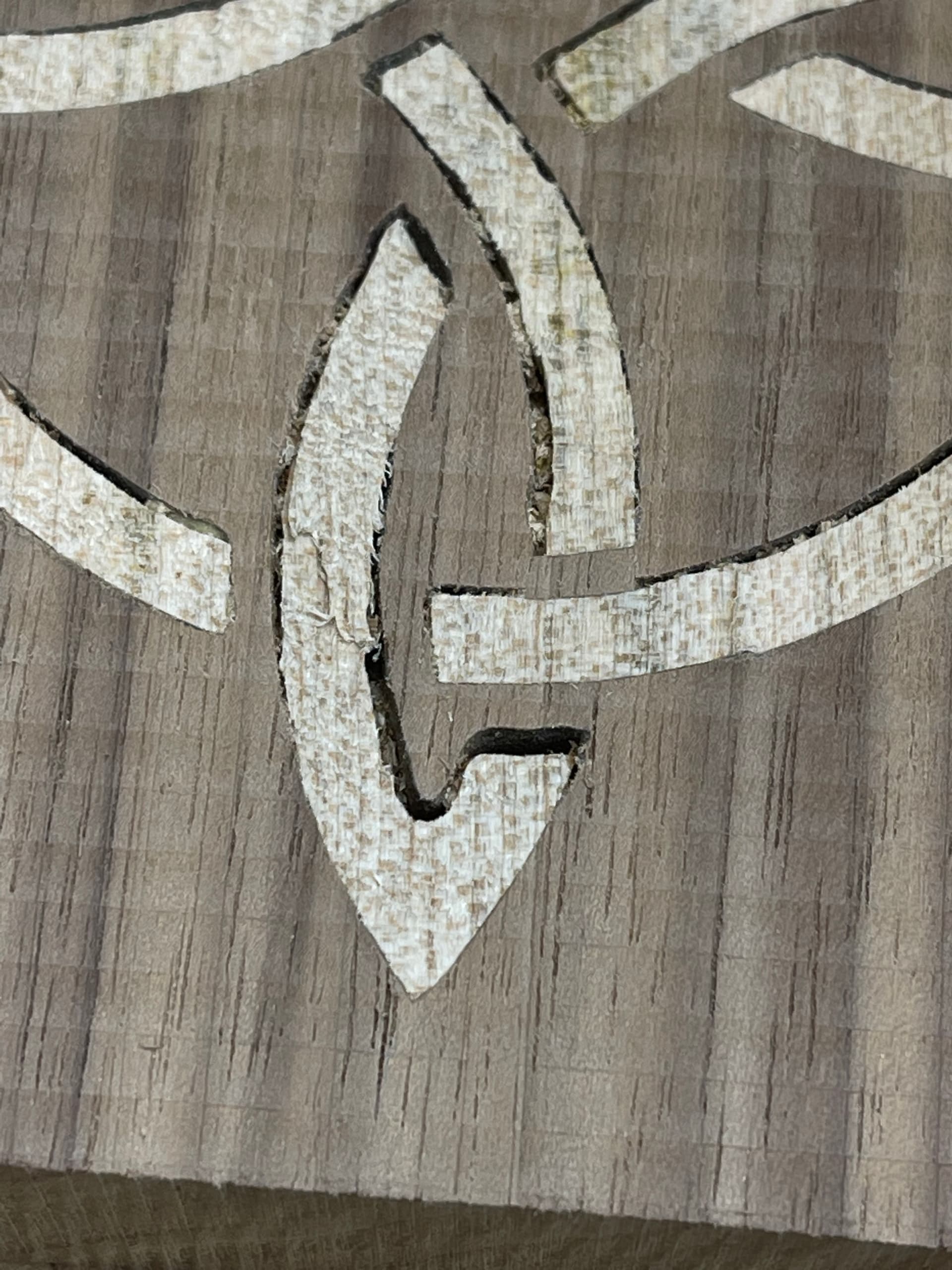
How can I eliminate the gaps around my advanced v carve inlay?
I tried my first advanced v carve inlays yesterday. Both have gaps around the inlay. At first I tried a cheap 10.2 degree Spetool .25 mm tapered ball nose bit. When I got gaps around the inlay, I thought it might be the cheap bit not really being the angle it claimed or maybe being a ball nose (although virtually a point) was the issue. I re-generated the tool paths using a white side 60 degree v bit and still got gaps.
The pocket corners look inconsistent, sometimes nice sharp corners and sometimes rounded. This combined with inconsistencies in the inlay widths, suggests the surfaces of your starting boards were not parallel with gantry movement. If you have not, try surfacing the boards on your CNC before pocketing or cutting inlays. Also, check if your design is symmetrical. If it is not perfectly, you may have turned your inlay relative to the pocket, adding to the poor fit.
Last, your pocket/inlay geometry is different from what I remember (my memory may be off). With your pocket start and depth, I would try an inlay start of 0.150 ( I think this is also how deep the inlay will seat into the pocket) and a max depth of 0.350. I think this would give a glue gap of 0.05 and leave a gap between your pocket board and inlay boards of 0.200 when the inlay and pocket are clamped together. Note: I could be way off here. Inlays confuse me and I stand corrected if necessary.
@Bozo, I appreciate your help. I can see what you’re saying about inconsistent corners. I will need to look more at design as well as tool paths to see what’s happening there.
Re flattening, I did flatten both the pocket and inlay material before running the carve. I could feel some ridges so I could use a re-tram; however, it was not excessive, and I was using 95% step over so it was worst case.
Since I clearly need to experiment more, I will try using different depths as you suggest and cut a cross section to see what the gaps look like.
Ultimately, I want to make an end grain cutting board like I see turning out beautifully. Glad I didn’t waste lots of time and wood right away. I figured I would need to dial v carving in but did both think the first go would be this bad!
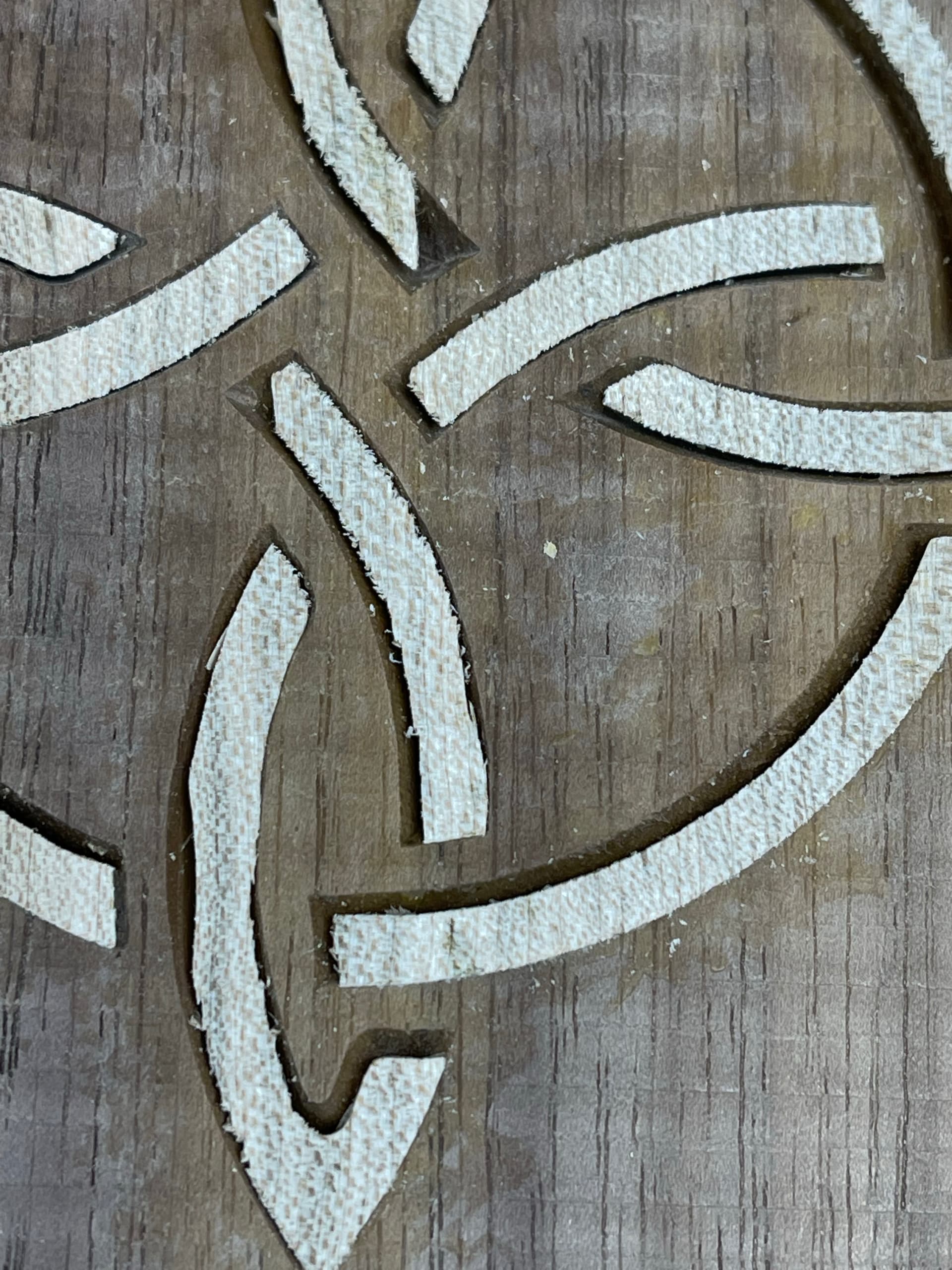
Does the pocket itself look sharp and clean? From the second picture it looks like the edges of the female pocket are already somewhat wobbly (if that’s the correct word?), even when ignoring the inlay parts.
The machine needs to be mechanically sound to begin with, because inlays are not forgiving at all.
Regarding the inlay parts, on some of the pictures where the inlay shape looks correct overall but does not fully “fill” the pocket, it’s possible that you bottomed out the inlay in the pocket, so adjusting depths to leave an appropriate “glue/air gap” may fix that.
Note, from Z zero to starting depth is what is inserted into the pocket and from starting depth to max depth should be the amount of space above the pocket that is left sticking out. So maybe try a start depth of 0.17 and a max depth of 0.25. Then sand the inlay sticking out flush with the base.
@Julien, @WillAdams, @Richjaws, @SLabuta I appreciate your time and thoughts. Hopefully I can run some experiments based on your advice tomorrow or certainly this weekend. I’ll let you know how it goes and if better success will post results. Thanks!
A few shortcuts to help determine your inlay start and max depth with a given pocket max depth in Carbide Create.
Pocket start =0 Pocket max depth = your choice but keep in mind this will be limited by the design and the bit used Glue gap = your choice but keep it small ( SLabuta’s 0.030" is probably good) Board gap ( air gap that remains between the pocket piece surface and the inlay piece surface when clamped together) = your choice but large enough for a band saw blade to fit if that is how you trim off the excess inlay
Given the above values:
Pocket max depth - glue gap = inlay start Board gap + inlay start = inlay max depth
Note that the inlay start is the maximum thickness of the inlay which will be seated into the pocket. This is not the thickness of the inlay. The thickness of the inlay is variable and some sections may barely seat at all. These sections you risk losing when sanding the completed inlay. Also the glue gap is the maximum glue gap that will be present. Shallow inlay sections that seat into the pocket less than the inlay start value will have zero glue gap. Which makes me believe a glue gap is irrelevant for glue and actually just a fudge factor for unclean pockets which don’t fit the inlay perfectly.
Glue gap and board gap are not variables which are entered into Carbide Create. They are only for determining the inlay start and max depth above.
Don’t beat yourself up too much Mitch, your first attempt is FAR better than mine was!
I did dozens and dozens of experiments before I was happy with my results.
My advice for what it’s worth:
Instead of using good wood, use MDF to experiment with, you will still know when the fit is good, even if it does not look pretty.
The tests only need to be small, say 4" square. When you have done each pocket / plug cut write on the back which tool you used, start depths etc. otherwise when you have lots you will lose track.
Stick with it! you will learn LOTS that you weren’t expecting along the way. When you think you are about there try using an Ikea bamboo chopping board instead of MDF. (Cheap).
If the bamboo works out ok then end grain will. It is much more forgiving than side grain.
Did you reach a successful outcome? Experiencing the same challenges and can’t seem to get it exactly figured out. Many thanks for any ideas that solved your inlay gaps!
@CoalWaterFarms I do not yet have a recipe dialed in, but I have learned lots that I am happy to pass along. After 20+ experiments, I finally learned I cannot outsmart CC with a tapered ball nose masquerading as a v-bit! After reading another thread on offsetting for the tip radius impacting CC’s z height calculation, I thought I could make it work. Unfortunately, the only way I got it to work was with a pretty big gap under the inlay, which won’t work for end grain cutting boards. I switched to a real v-bit (Whitesides SC50, 11degree.) I have only run few experiments with that bit playing with “glue” gap–more on that later. Only one was successful and another nearly so. Unfortunately, I have not had time to do more…storms took down a bunch of limbs so my free time has been cleaning the yard the last several weekends.
Here is what I 've learned so far (some duplicate above, lots of useful advice in the response, these are the ones that come to mind now sitting at the keyboard):
Use a real v bit, tapered ball nose is not close enough.
Use MDF until you get close to a recipe, it is cheaper and easier to work with
Small tests are quicker and easier. I started doing the pocket and the inlays on the same 4"x4", bandsawed everything apart, and glued it up.
wiggle the inlay to see if there is movement. If so, save some time and heart ache–its not going to work, no need to wait a glue up cycle.
Always flatten pocket and inlay first.
a 0.0"/0.11" pocket and 0.06"/0.14" inlay (start/max) worked, but I think will be too shallow for durability on cutting board. (that gives a 0.05" glue gap and 0.08" above the board so I can see clearly when it bottoms out/will be a bad fit)
a 0.0"/.2" pocket and 0.15"/0.23" inlay almost works. (This gives the same 0.05" gap under the inlay and 0.08" gap between the pocket board and the inlay board above the top surface.) Since this is the amount of inlay I would like in the board, I need to figure out why there is still a noticeable (but close!) gap around the inlay.
Ensure inlay does not go over 0.25" – I almost always had tear out so it won’t mater if it is gapless around most of the inlay when a chunk is missing.
I either use a shallow inlay gcode (I duplicate the design leaving all the paths the same but adjust the start depth to 0 and the max depth to the start depth of the desired value above) or raise the z0 to +0.125", run the inlay, move z0 -0.125" (to be at material surface), and re-reun inlay. CC plunges to the start depth on the inlay and does not ramp in. The 1/8" upcut, while not optimal with a surprise 2xDOC, can handle it, but plugging the v bit almost a quarter inch into the wood is not good.
Problem areas:
face grain hardwood and MDF are way to fragile for small inlays. The tear out is horrible
face grain hardwood and MDF are can be marginal on smallish inlays
face grain hardwood can be unpredictable on sharp corners of pockets with tear out
I only did one end grain experiment early on (too much time invested in making the boards kept me from retrying until I have a better recipe) seemed to help with the tear out, but it was a fair bit of work to clean the fuzzies with an razor
I am not sure how the YouTubers make end grain cutting boards look so easy! This has been pretty frustrating. I’ve done many of epoxy inlays that look beautiful, but wood inlays continues to allude me.
OK, “glue” gap comment made in most of the how-tos bothers me. I would not tolerate a 50 thou much less 100 thou ‘gap’ at a glue seam. Glue gap seems like a misnomer. Glue, for any other joint, would squeeze into the wood fiber and out of the joint. It does not need a ‘gap.’ PVA wood glues are not gap filling glues. So what’s going on here? I would think it is about tolerances BUT I am holding +/- half a thou on depth for both pockets and inlays. A 2 thou gap for 3D alignment would be reasonable. a 50 thou or 100 thou “glue” gap? That seems unreasonable. There is something about the geometry and process I am not understanding nor able to replicate yet…other than one shallow inlay out of about 30 attempts. Subtracting the tapered ball nose runs, which apparently were never going to work, 1 of 8 worked.
In spite of the frustration, I will get back in the shop and figure out a recipe that is reliable and repeatable! I Hopefully that helps in your v carve inlay journey.
On the glue gap aspect, on the ramped sidewalls, every 1 thou of additional movement vertically tightens up the sidewall by some smaller amount (say 0.2 thou) depending on the V bit angle, so to get the sidewalls to tighten up you would leave a larger gap than expected at the bottom. Looking at it the other way, any tight / loose on the sidewalls is going to multiply to the depth.
Also, in most glue joints, as you say, glue squeezes out, the problem with an inlay would seem to be that the hydraulic forces can get pretty big, as you push the inlay in the sidewalls create an effective hydraulic seal as they close up and the glue viscosity takes over and stops flowing through the tiny gap, if there’s still glue in the bottom that needs to squeeze out at this point, it has nowhere good to go.