Hello there I’m trying do do small text and can’t get it right. Can some one give my some pointers. Thanks
How small is the text?
Are you using an endmill or V-bit?
What size endmill are you using (if at all)?
What is happening when you try to create gcode?
1 Like
Tried using the 302 Vee bit. 90 degree with the v-carve setup. On the setup it looks ok but once it’s starts cutting its way to deep and looks crap. Think I might need is small bit some narrower.
How tall are the letters of the text? 0.25", 1.0"?
What material are you cutting?
Did you zero the bit to the surface the way the program is expecting you to do?
Can you take a picture or two of what the failed carve looks like?
Did you specify a maximum depth of cut and a cleanup bit to cut away the flat portion of the carving?
1 Like
Discussion of how V endmill angle relates to text/feature size at:
https://wiki.shapeoko.com/index.php/Endmills#V-bits
For a discussion of how deeply it will plunge for a given width see:
The maximum depth of cut and cleanup endmill are options in Vectric (and other programs?) and would have to be done manually in Carbide Create: V carve + inside pocket?
Letters are .5 to .75 inch tall. Don’t have any pic right now. I think the angle on the bit is to big.
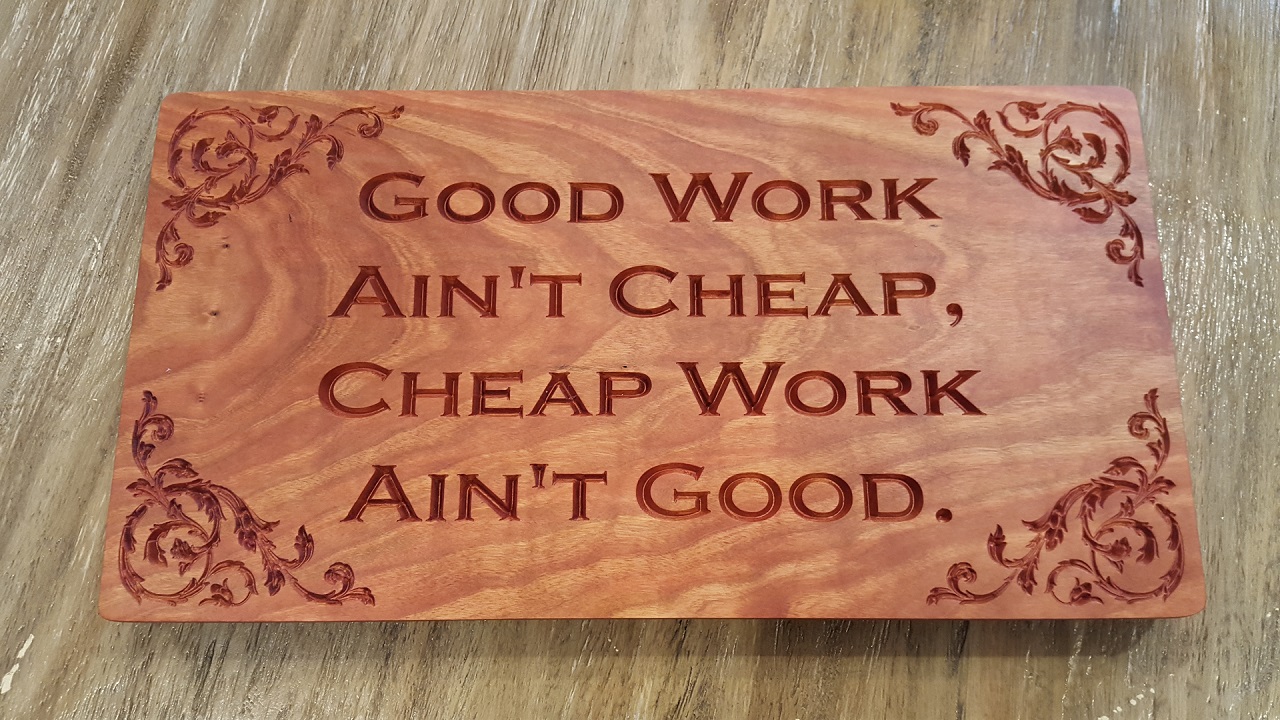
I think a screenshot of your settings and a pic of the resulting engraving would help. Here is a pic of a V-carve I made with a 60deg bit, which carves deeper than a 90deg bit would. The letters are ~1.0" tall.
Do other non V-carving operations work fine? Can you cut a pocket with an end mill and have it come out correct?
2 Likes
(slightly) off-topic: this looks like a perfect Vcarve, care to share the wood type and feed & speeds you used ? (here or in the V-bit feeds and speeds poll thread) ?
I’m out of town right now but will get a pic when I get back. Other v carve items have turned out fine.
Isn’t #302 a 60° v bit? I’m not in front of my computer so I can’t check but I thought #301 Was the 90° Bit.
This was one of the first things I V-carved, and I used F-Engrave and a 60deg bit. When I get home I will see if I can find any info on the feeds and speeds. I run very conservatively, so it was probably like 60ipm feed and 30ipm plunge and 0.05" doc with an 0.02" finishing pass.
The wood is 6/4 cherry I bought from a guy who bought it 10 years ago from a door manufacturer, so it has been sitting on a pallet for years in his garage. All of the cherry was flat and straight grained and I really liked it.
1 Like
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.