Thought I would make an introduction, as this seems to be one of my go to places in the morning before heading out to the shop. Bought my xxl last month and have been getting familiarized with it mostly with wood , but want to move to alum.and copper.
Been working with metal for around 20 yrs. now -(started with wood) still use wood in some of my sculptures. My main work time is in the spring summer months, and in winter it’s hard to find things to do - (can’t do any welding in the shop with closed doors) so I play around with wood. But I came across the shapeoko and told my wife that’s what I need to keep busy during these long cold winters, so I got one, and let me tell you they can be hazardous to your health (addiciting). Found myself in the shop till wee morning hours a few times.
So yesterday I thought I would try me some aluminum -.1 thick (start thin) I used a .062 zirn coated first, and set the doc to .020 from .010 as suggested and broke the bit immediately, my bad I believe.
So I moved up to 2mm zirn coated and proceeded with the recommended feeds. Well everything was going well - it cut through all and was on it’s last pass (after about 40 min. of cutting) and it broke. Was I asking too much for this? I did not use any lube, but was clearing chips out of the way.
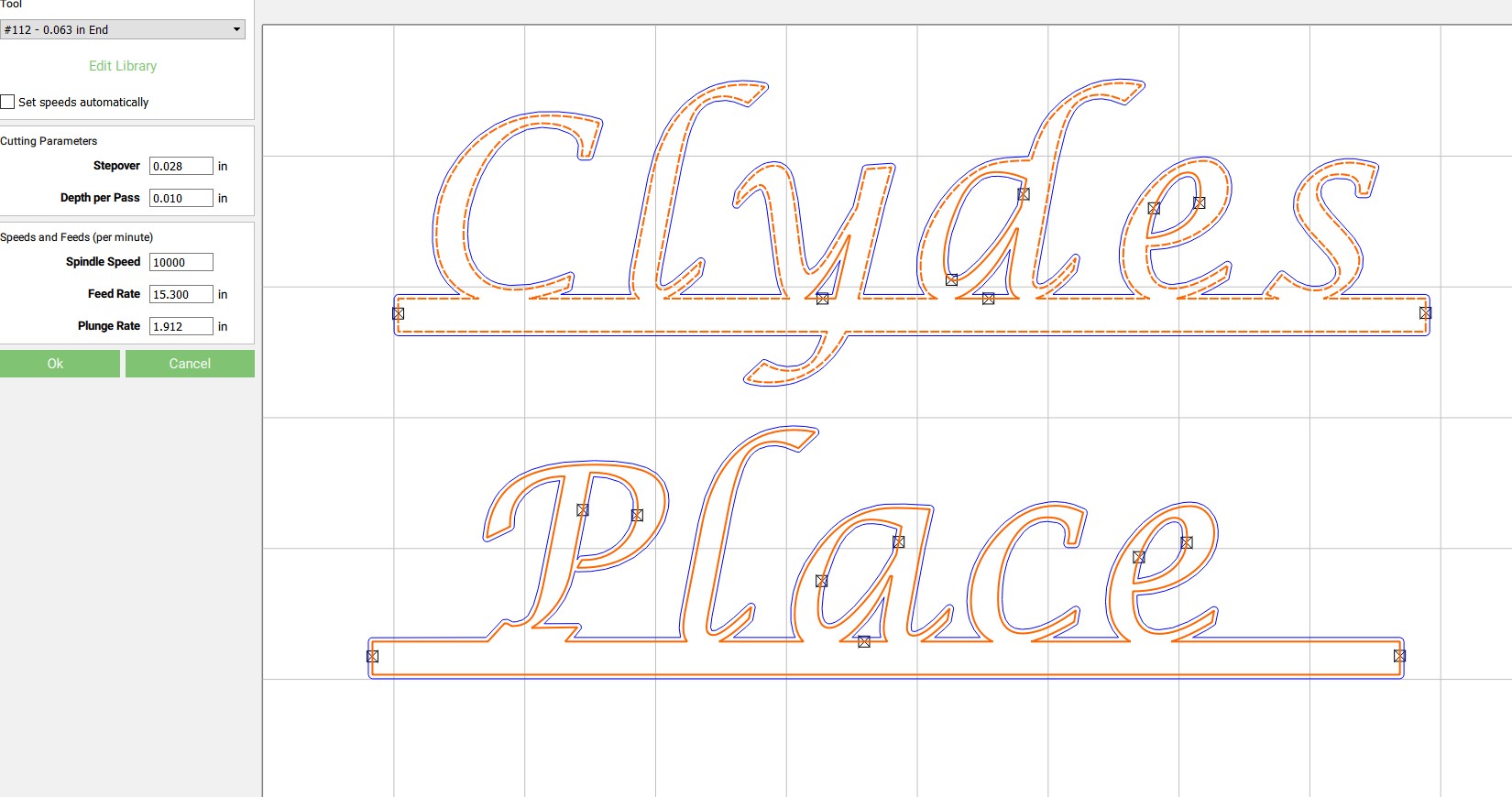
Any recommendations? I went and ordered some cheaper end mills to try again. Here are some pics of the simple text and feeds I was using, along with a few of the shop. Also notice the difference with the suggested feed for the .062 vs. 2mm is this correct?
I thought it broke because of heat or maybe it got caught on of the letters - I was going to cut this all the way out,and used tabs on the end but not on the letters -would you guys recommend tabbing all free ends?
My personal and completely arguable goto rules for feeds and speeds for 1/16" to 1/8" endmills in aluminium are to target a chipload in the 0.0005"-0.001" range. Assuming your endmills are two-flute, that translates to a feedrate of [0.0005 to 0.001] * 2 * 20000RPM = 20 to 40ipm, so those values in the CC screenshots look about right.
Now for DOC, I go for 5 to 10% of endmill diameter in metal for regular toolpaths:
so that DOC 0.02" for a 0.062" endmill sounded way too ambitious
and 0.009" DOC for the 0.08" endmill is about right (11%) but still a little high to my taste, for a first try.
Pretty sure it did not break because of heat, but because of excessive deflection (how long was the endmill stickout?) or high tool engagement in one of the corners of that toolpath.
EDIT: so my point is, reduce your DOC further, find a setting that works, and optimize DOC later.
How fast is the XXL pushing the bit across/though the material?If the speed is too high that can stress the bit and snap it. If you don’t know already, there is a bit of calculating to do. Surface speed in Inches Per Minute, or something like that is something you might want to look into. Again, you might know this. The other thing would be to look into chip evacuation/cooling. The chips take the heat away with them, so get them out of there with an air blower, or something. If you can afford it, get a copy of GWizard, it is very insightful learning about what this app can calculate for you and how to extend the life of your cutting bits/end mills.
Hey, -Thanks for the replies guys, I’ve done a whole lot of research, but I guess sometimes you just got to get your hands dirty and try stuff out, which can get expensive.