Well…just because…ha ha!
My only belt skip while cutting was in Z Solved that problem with Mr. Beavers HDZ design.
I’ve broken 1/4" mills in X and Y while learning to cut aluminum. Almost wish the belt would have skipped.
Well…just because…ha ha!
My only belt skip while cutting was in Z Solved that problem with Mr. Beavers HDZ design.
I’ve broken 1/4" mills in X and Y while learning to cut aluminum. Almost wish the belt would have skipped.
Lol, I’m all about upgrades too but its really interesting to me to see how far the stock one can go. 3/8s have been living fine at 3000sfm so that means I should be able to run a 1/4 at 45,000 rpm and 350ish ipm all things being equal.
Man, I crashed my gantry so hard last night! I had disabled the soft limits for some reason and setup the stock a little to close. Needless to say I blew up two wheels and slipped the X belt until the gantry slammed into a Y rail, but endmill was fine. 5 min later and back in business.
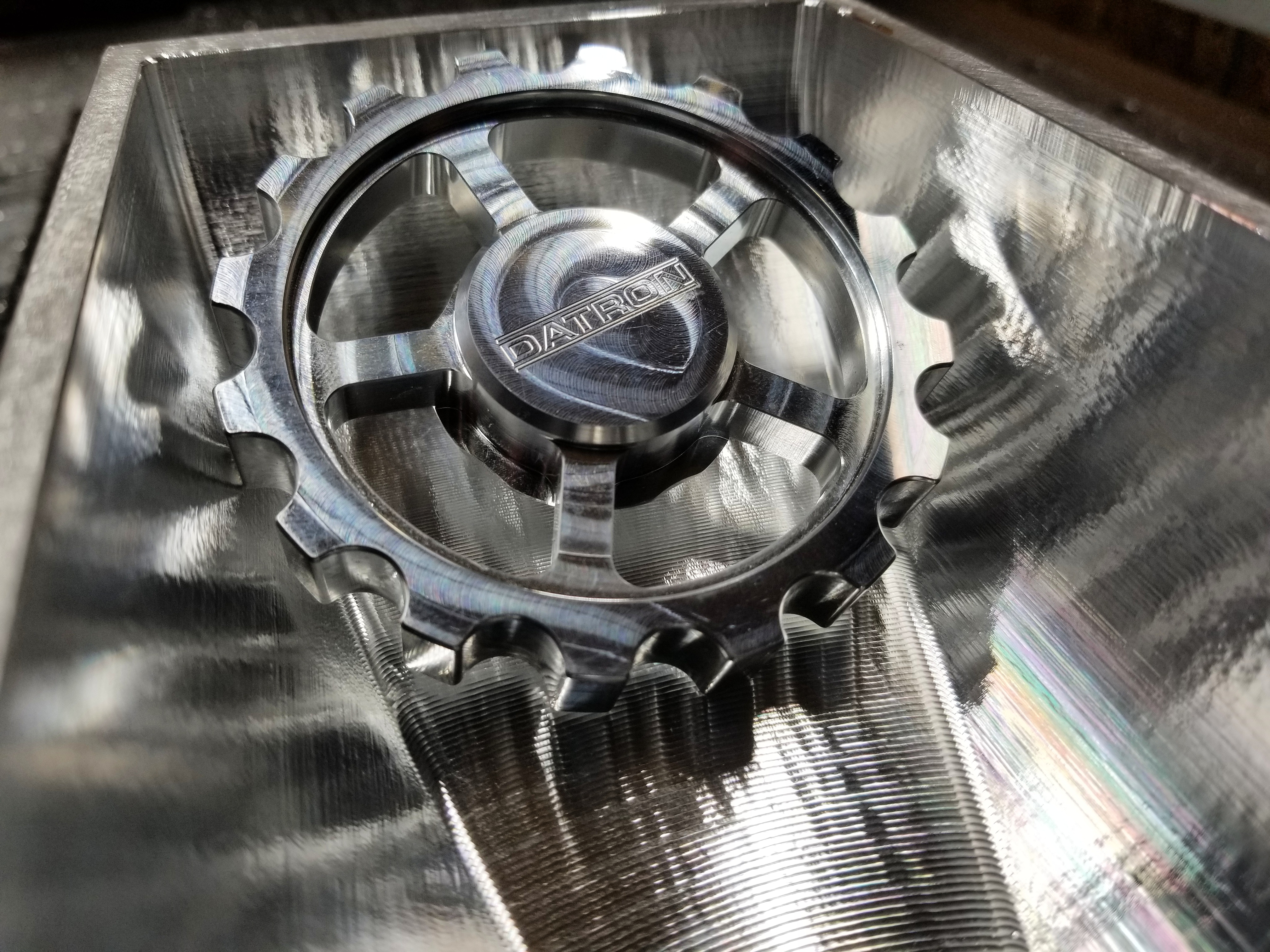
These things are almost indestructible!
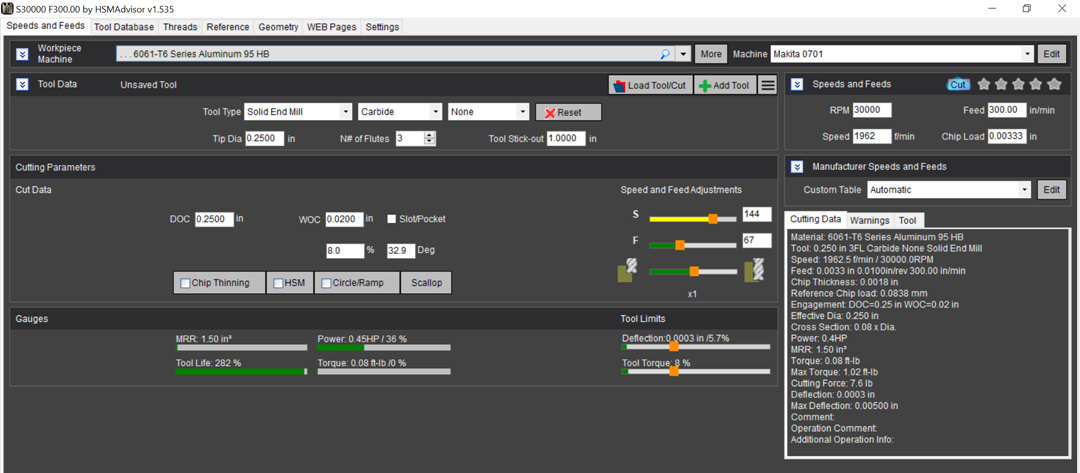
I stumbled on a speeds and feeds calculator that could help answer some of those questions Unlike GWizard, it actually uses specific material hardness values in its calculations and provides cutting force along with the torque and power predictions. You can even restrict torque to achieve an acceptable force level. It’s power and force predictions are about 50% higher than those predicted by the Kennametal calculator for 6061 T6 aluminum but consistent with predictions by NYC CNC, so they’re likely conservative.
G-Wizard doesn’t use hardness data in their database?
How can they compute anything without the properties of the material (hardness being a pretty critical one)?
Good question. Although GWizard claims and appears to allow the selection of specific “Alloys” in each material “Family”, it uses a single undefined hardness value for all of the “Alloys” in the “Family”. It appears to use the hardness for 6061 T6 for all Aluminums.
Well huh!
Good catch.
Here’s what Bob Warfield “said” when I “asked” him about this in June “Gerald, here’s the thing–I’m not really here to teach everyone the detailed cutting physics of how G-Wizard works. Sorry, but there just aren’t enough hours in the day. You can take my word that this approach works or not, but I’m just not interested in diving down into futher details.” Apparently he doesn’t think that it needs to be fixed.
Yeah, one thing I’d love to see is a physics-based CAM tool which tries to keep track of material removed and remaining to be removed and the effort needed for each revolution of the tool.
The material removal rate (MRR) is DOC (in) * WOC (in) * Feed (in/min). All speeds and feeds calculators (and anyone else) can accurately compute that. The effort required to achieve that MRR is the spindle power consumed during the cut. That’s a lot harder to calculate because it’s dependent on so many variables. It’s a lot easier (and likely more useful) to measure the spindle input power increase when cutting. In conjunction with spindle RPM, that can then be used to provide a pretty good estimate (via simple calculations) of the average force on the cutter and machine during the cut. If the machine’s torsional stiffness is known, the accuracy of the cut should also be calculable.
I’m not a GWizard user, do they allow the user to specify different types of aluminum but always use the same hardness, or do they just have one “aluminum” material when specifying the material you’re using?
It has lots of aluminum “Alloys” selectable, with as much as an order of magnitude in hardness variation, but only uses one hardness regardless of the “Alloy” selected. See.
Apparently my assumption that the stepper motor currents/torques were limited to prevent damage was wrong (unless the workpiece moved.)
They are absolutely not limited by design, but they work out such that 127oz/in isn’t enough to cause immediate damage to the belts, but if you get the machine running fast, and run it into something, you can (as Vince has) break some wheels or cause some other damage - that said, on my XL I haven’ t been able to get enough energy into anything to actually hurt anything in the past ~2 years.
Let’s create a little more energy, then maybe figure out the cutting force later. Sounds fun right?
Turned up max rates to 400ipm/10000mm, accels to 900. Going to try some deep adaptive after another project is done.
Been busy with some custom projects but ready to go fast. Surfaced MDF this morning at 700ipm and 900 accels. A little extra speed was sure nice!
What axial (depth) and radial (width/stepover) cut sizes?
1" triple insert, 0.95 step, 0.003 doc. There wasn’t any reason to take a ton off the top and im not setup for dust.
Right now im cutting 6061 adaptive - 300ipm, 30000rpm, 0.250 doc/0.020 opt. Hitting TQ limit of Makita so playing around with doc and opt. That’s still pretty conservative @ around 2thou chipload after thinning
With 6061, you’re probably getting all you can expect from the Makita (about 1/3 it’s advertised power).
Only thing to do now is upgrade the spindle. More tq and more rpm. Belts and drive system still seem rock solid at the accels and speeds.
0.250 endmills should be able to live at 45,000rpm
I was also bull finishing at 350ipm…but cam needs to be on point or you explode endmills…ask me how I know