RetiredLeo
April 30, 2022, 8:51pm
1
I purchased a SpeTool 1/8 spiral down cut end mill and want to add it to my carbide create program. This is a first for me and I have no idea what information I need to enter or how to enter the end mill. Any help would be greatly appreciated.
WillAdams
April 30, 2022, 9:11pm
2
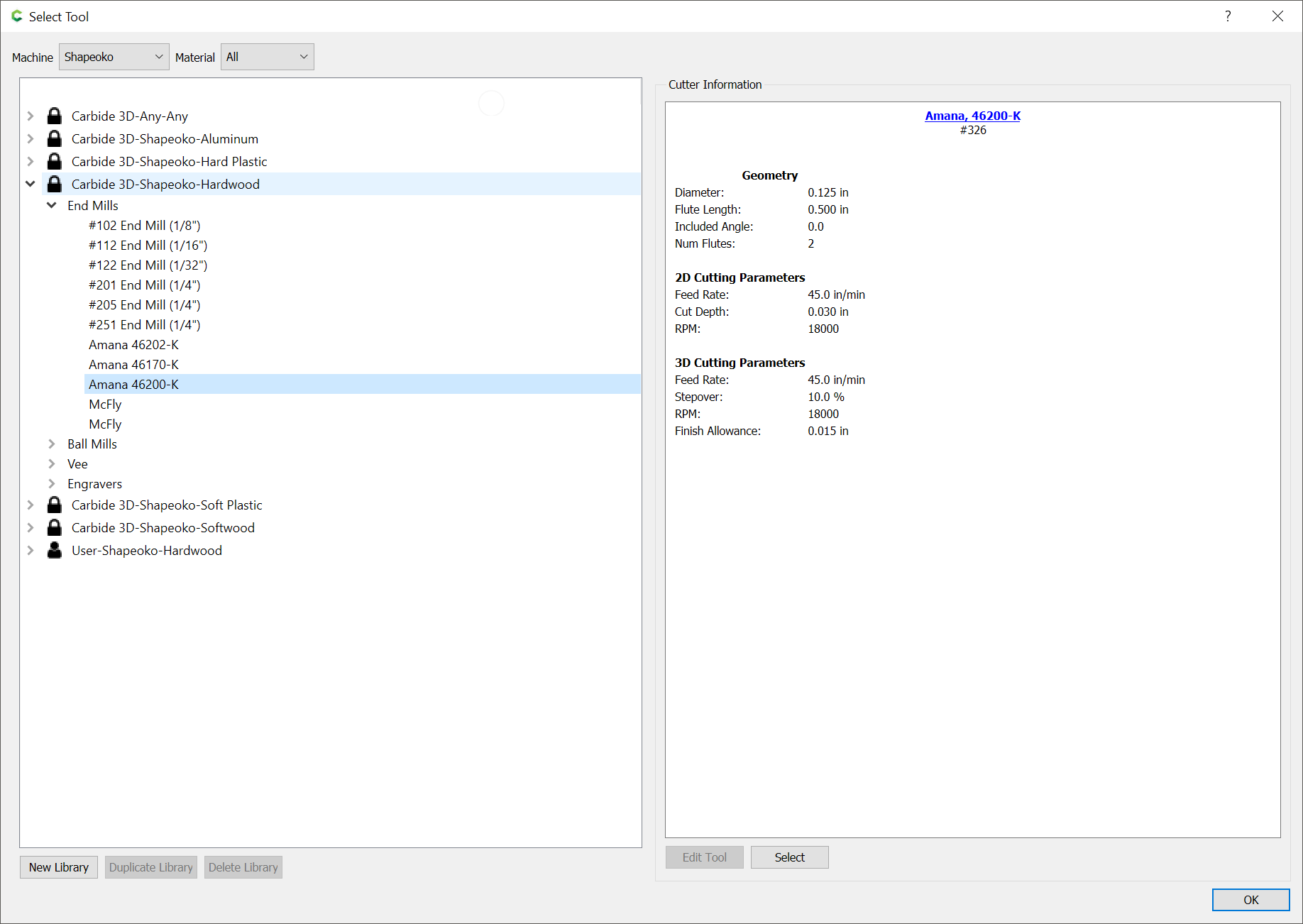
You should be able to the same feeds and speeds as for the Amana #46200-K:
RetiredLeo
April 30, 2022, 9:17pm
3
Thank you so much. I appreciate it.
RetiredLeo
April 30, 2022, 9:20pm
4
So to add the tool I create a new library and add the tool?
WillAdams
April 30, 2022, 9:21pm
5
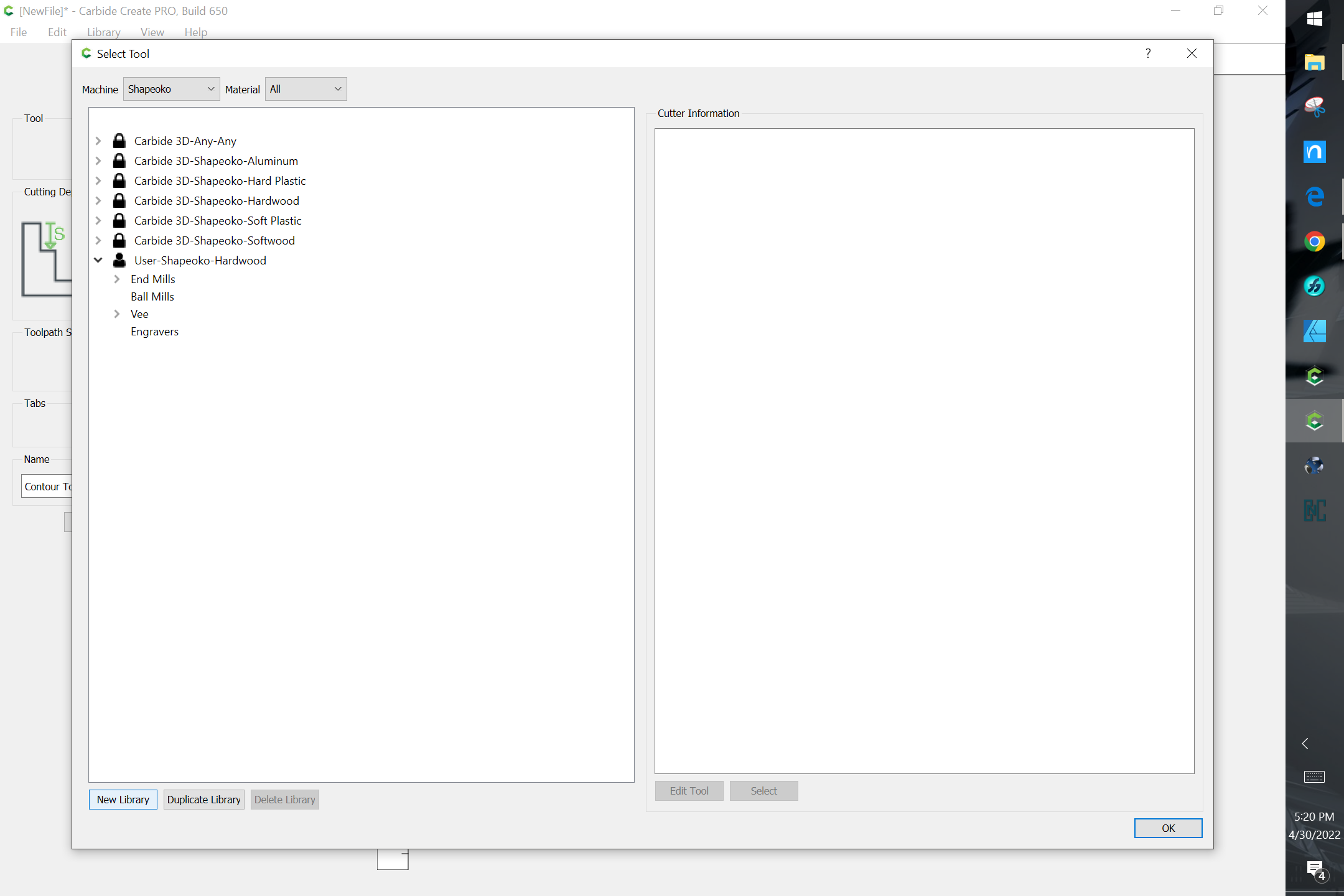
To actually add an endmill, make a new Library:
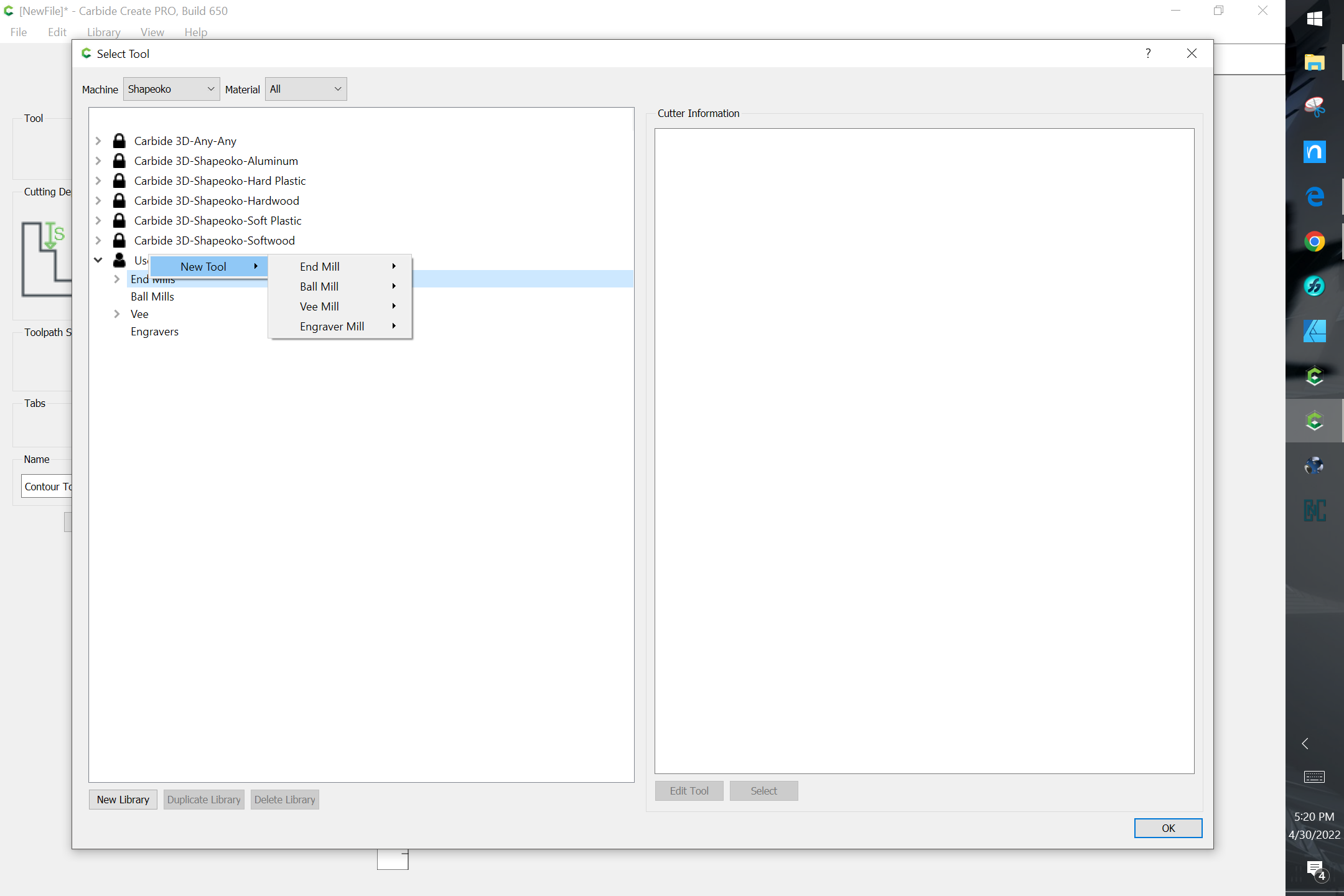
right-click and choose “New tool”:
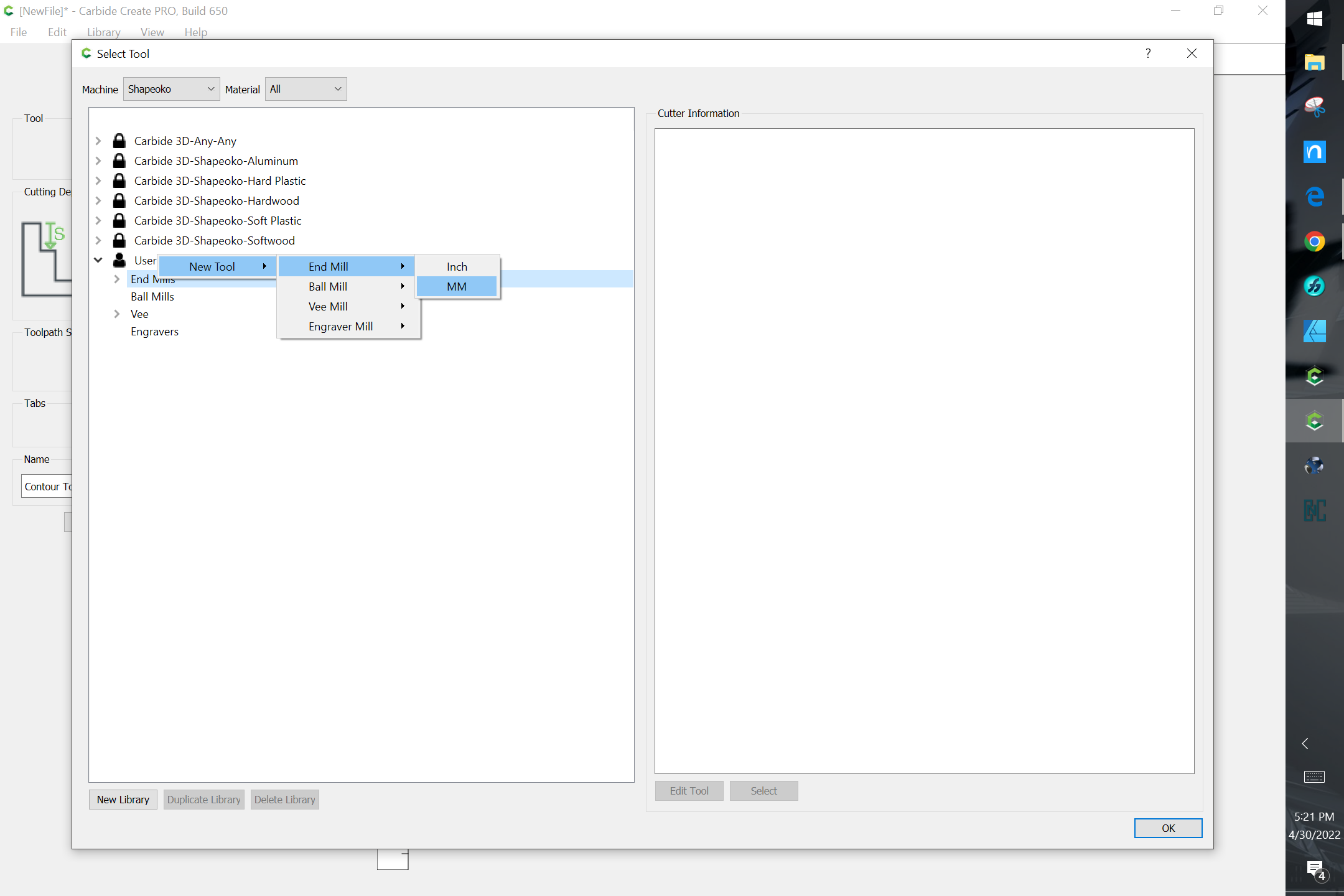
choose the type of endmill and units:
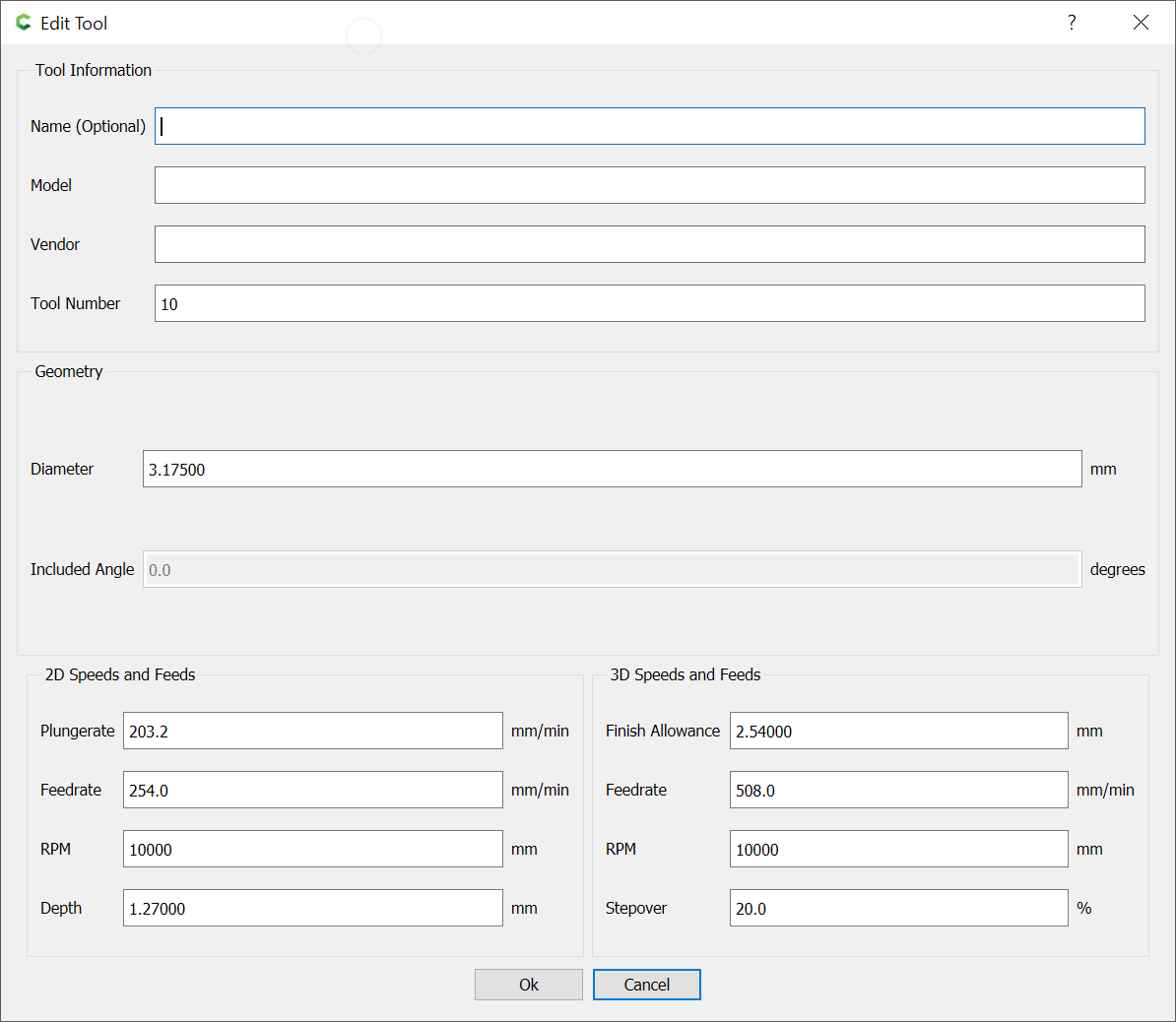
then fill in the information in question:
RetiredLeo
April 30, 2022, 9:24pm
6
Thanks again. I will do that and if any issues I will just post my questions. I really appreciate the help.
RetiredLeo
April 30, 2022, 9:31pm
7
Do I leave The information that appeared when the edit tool screen opened. (The geometry, 2D and 3D speed and feed)
WillAdams
April 30, 2022, 9:44pm
8
No, adjust and enter the updated/correct information for the new endmill, see:
I’ve been going back to the basics of the whole feeds and speeds thing for a minute, and this time I want to focus on chipload values only, not the infinite number of associated RPM/feed combinations.
I collected a small sample of feeds and speeds below from:
usual recommand values from 3 or 4 different web sites
what CarbideCreate uses
the Shapeoko feeds and speeds chart for the #201, 1/4" endmills
Will’s [Tableau]
(https://public.tableau.com/profile/willadams#!/vizhome/Carbide3DCNCFeedsand…
and
and
RetiredLeo
April 30, 2022, 9:49pm
9
Thank you. Once I sent the last message I remembered you said I could use the same speeds and feeds of the Amana 46200-k. And I will look at what you just sent. Thanks again for being patient.
system
May 30, 2022, 8:51pm
10
This topic was automatically closed after 30 days. New replies are no longer allowed.