Well Crap, I knew this relationship would end in tears, but she’s pushed me too far this time!! And I fear there’s is no going back.
I just wanted to make a simple design at first, so came up with a key shape with nice round edges etc, also this will be the Key to my Success… or in my case the numchucks of defeat.
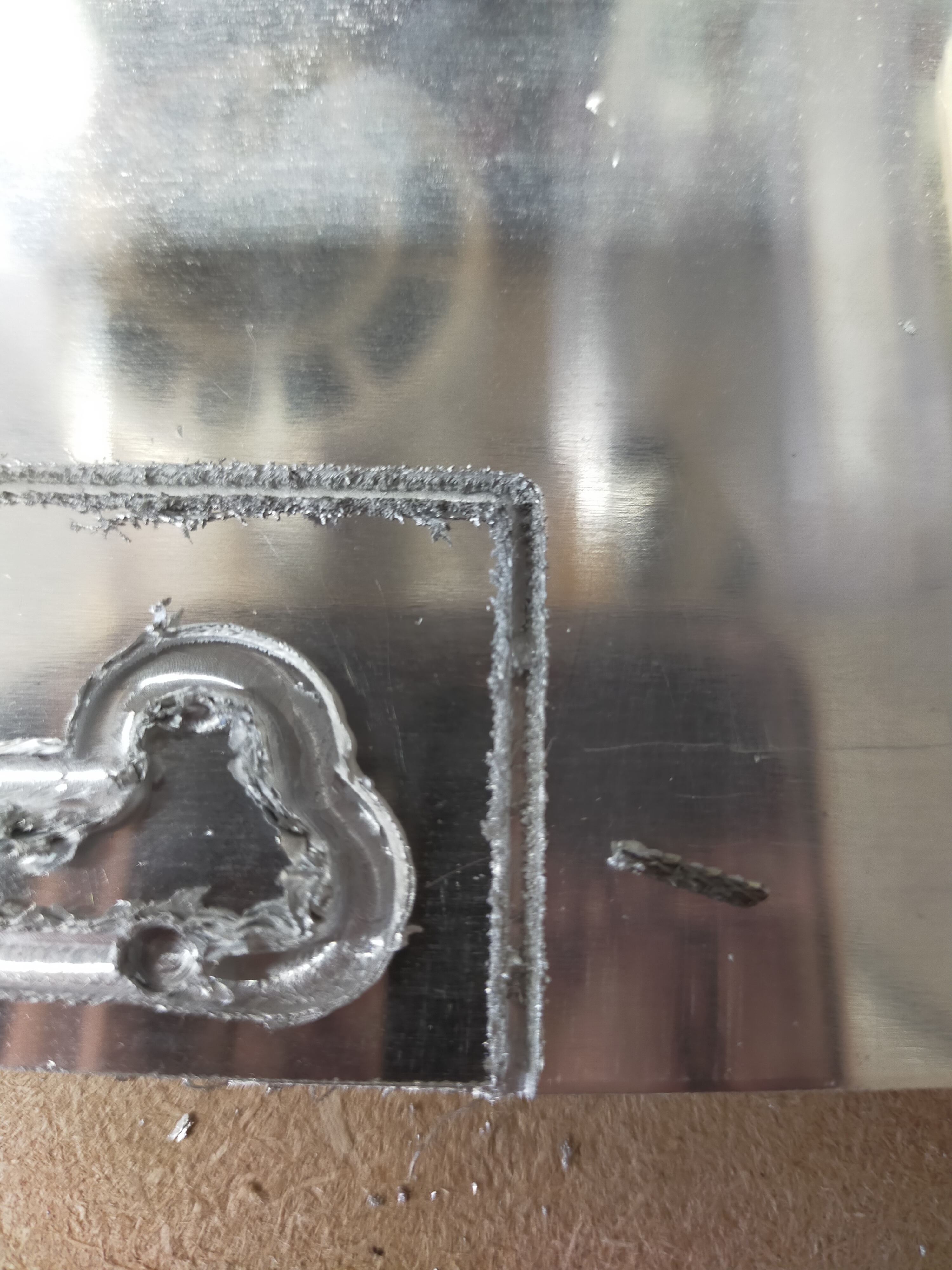
Ok this is what i ended up with (focus on key not box contour come onto that in a bit, i think we can all agree that this is less than on message for finishing result.

the Stats: i had a 4 flute TIAN coated 3.175mm end mill upcut (cant remember the feeds and speeds but they where low / conservative), but all this seemed to do was get worse and the cut went on, ending with an ESTOP (can see the circle in contour) as it started to generate loads of heat.
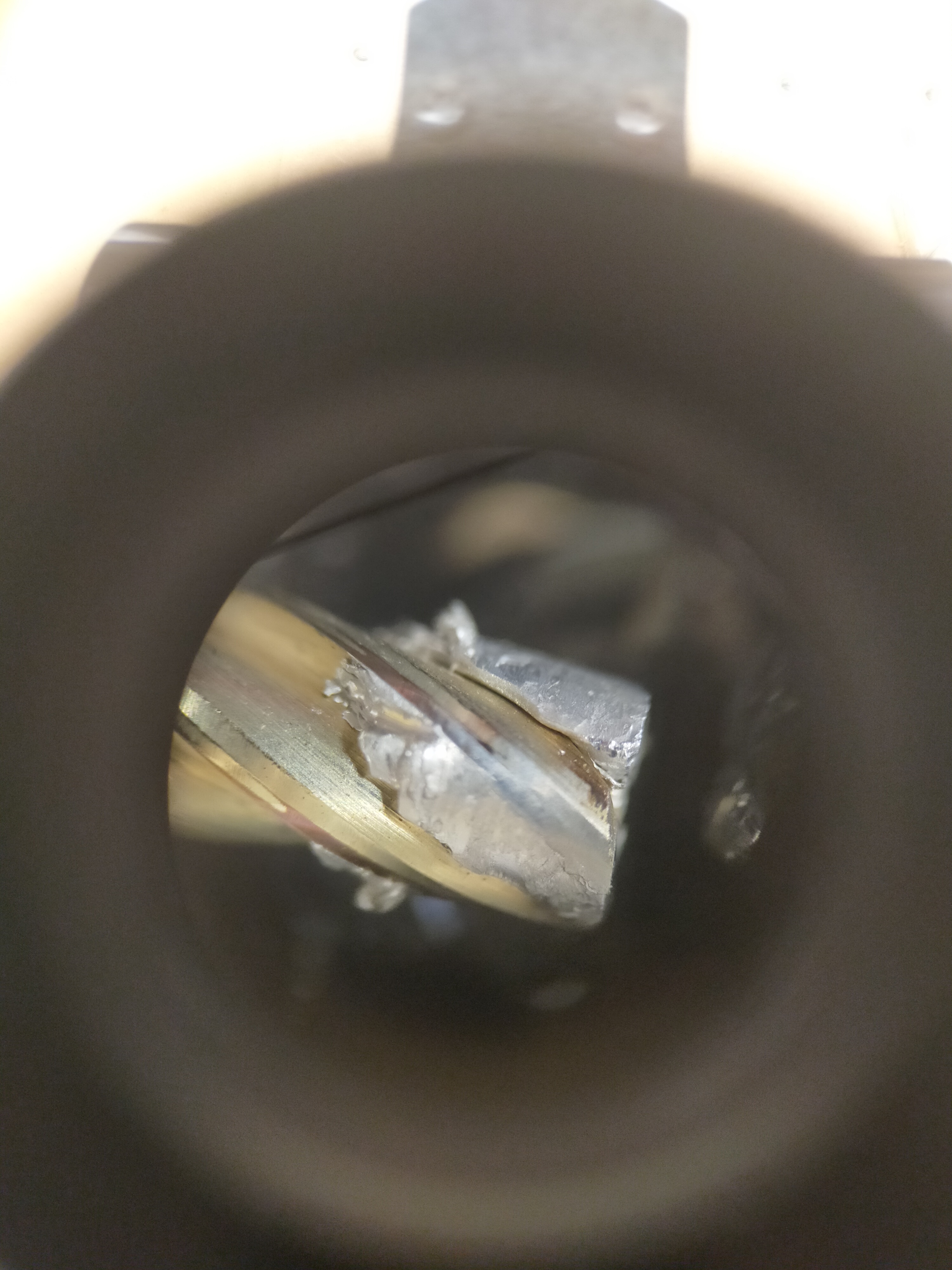
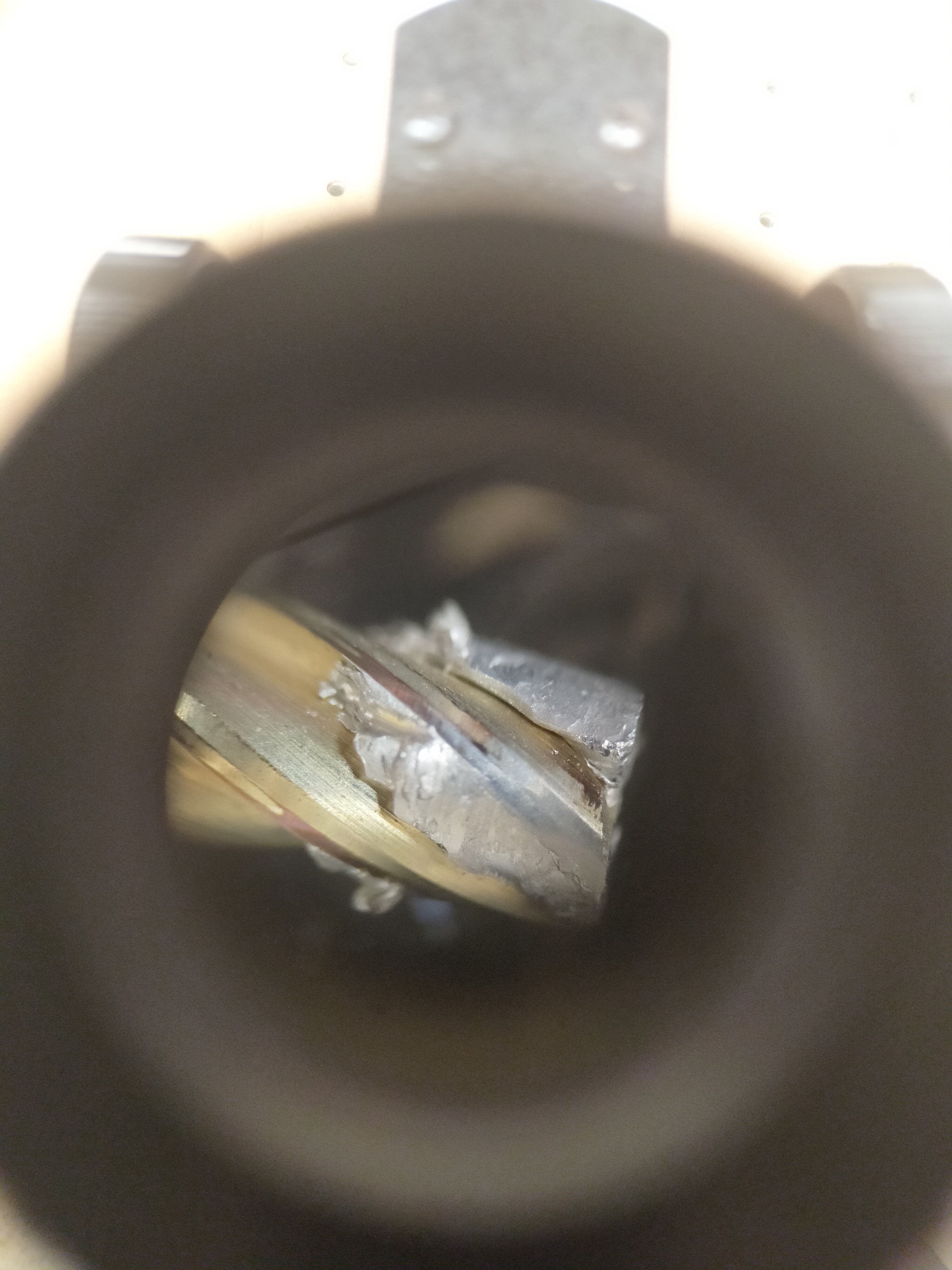
This was why, the aluminium was fusing to the mill (see below) as you can see below, oh well, only and end mill - yeah right, that was untill i tried to take the piece off the wasteboard, then i was annoyed! I didnt want to use tabs as i wanted to do a straight cut through so used double sided tape & claps for work holding.
!
Well when i tried to lift it off the MDF board, i know it was not going to end well, tried everything, in the end had to use a chisel to lift it up and insert loud ripping / tearing sound, as a section roughly 5x5" teared out of my wasteboard, the heat had melted the glue in the tape and bonded to the first few mm of MDF.
After saying things like Oh dear this is disappointing, and i am not happy about this (but i used less words and most sounded like trucking, truck, truckers) i resurfaced the board and carried on, only the damage was so bad i had to take it all apart and put a brand new one on!!!
Decided to sort myself out and not cry into my beer, i thought i know i will create a little job to sort this out and learn in the process, so created a small cut 30mm x 56mm to contour the cut out and then leave me with clean stock again.
Did some more reading and after an hour or so came up with these F&S based on a 0.001" chipload as always pointed out by Mr @Julien
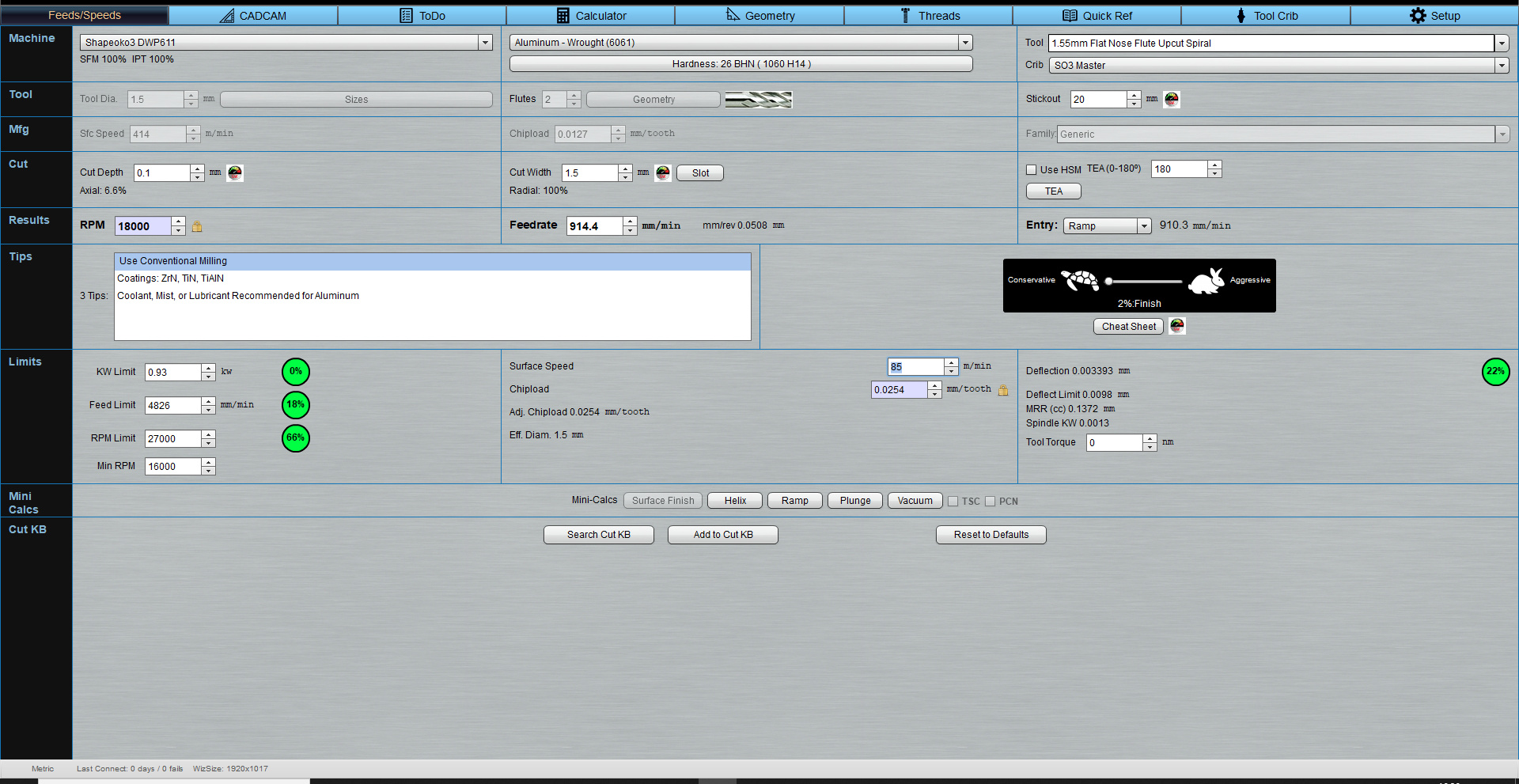
Still felt a little high to me but, GWIZZ is like SATNAV no point in having it if you decide you know better or choose not to follow it. so back to the table i went.
It started cutting and was sounding ok (or at least was not screaming or chattering) again the contour tops looked a mess, but on the last pass, i heard that lovely sound we all understand, “PING” rev increase then settle, yip the end mill was left in the stock, but it did cut 1.5mm at least.
!
I looked at the chips i was making and as you see below, it ranged from, dust looking (worrying) small chips (happier) massive stringy bits (don’t know how to feel about that as it might be good or bad !)
!

This toe tipping into the water flet more like cutting my feet and diving into the shark pool. and the whole thing has left me feeling less that confident to try anything again, and between the two end mils and stock i am down around £50.
Now whilst that is not a huge amount, what is frustrating me is that i have no idea what to do, try , attempt differently. With wood i am in a happy place, as in i look at a cut and say, oh this has happened because of X thing, with metals i am just looking at the material going “it snapped!”
Now that i am at the end of this post, I kind of feel better with mutual failure sharing  but lost interest in going back to metals. would it be possible for metal SO3ers out there to provide a fail safe (as much as it can be) use these F&S and End mill in a contour cut in 2mm 1050 H14 Aluminium and it will work - or is it not that simple?
but lost interest in going back to metals. would it be possible for metal SO3ers out there to provide a fail safe (as much as it can be) use these F&S and End mill in a contour cut in 2mm 1050 H14 Aluminium and it will work - or is it not that simple?
Thanks as always
Jon
