Hi, we need to cut half of a long board which will hang over the front. Because of this we would like our X/Y zero position to be the top-right corner of the board. However, the probing block always probes toward X+ and toward Y+. It would be nice if Carbide Motion would allow us to probe toward X- and Y- and for that matter each direction should be independently choosable, so that all four corners could be probed. Thanks.
Yep,
Only being able to probe bottom left is very irritating and should be a relatively easy fix for the next update of CM.
It’s so irritating and restrictive that since upgrading to a VFD spindle I have given up using the bitzero to set X, Y and just use an edge finder.
Please Carbide, next release…
2 Likes
And the little drop-down box where you select what your probing on. Once you’ve added these new options, save whatever we picked as the default for next time. That drop-down box is just a little too small for me to use the touch screen to select, and I just about always select X, Y and Z which isn’t the default.
3 Likes
Out of curiosity, what are you guys probing?
I’m all about probing and think it’s a cool thing that CNC machines do. I think I’ll always be fascinated by automation.
I’ve had, and continue to have, a good time with writing macros for all sorts of probing.
That said, I almost never probe. I don’t think it’s any more accurate than eyeballing, especially with a V-bit.
(BitSetting is a different story… I’ve always been a fan and it’s changed the way I do things)
Probing can be very useful for resetting fixtures, parts on a flip, softjaws, vise locating. Faster than paper and should be more repeatable.
Being able to switch corner locations is very useful when near travel limits due to how much part overtravel you need.
Being able customize probe height and width, part distance, corner selection, bore, boss, x± y± and z individually would be amazing.
Now a hobby cnc updating your setup based on rotation through probing, that would be money!
3 Likes
On rough stock I agree, you just need an approximate position, then set the Z depth on the spoilboard or stock top with the bitzero depending on the type of op and go from there.
I’ve also used the V-bit and phone camera trick to line up on things too, it works but is slow.
Where it gets a bit more challenging is when flipping the part for front & back operations without having enough spare for locating pins. Being able to take the edge with the edge finder is very handy on metal, on wood it would be nice to be able to use the carbide square as that’s a bit less bothered about how smooth the edge is.
Even when you do have a jig, being able to reliably and repeatably zero off a point on the jig, without enforcing the lower left corner would still, I think, be handy.
I also use the edge finder in the spindle to check if I’ve got jigs and vices square on the table.
Maybe my workholding fu is still weak and I should be doing something else instead of probing?
2 Likes
Here’s an example, this part (too shiny to take a decent picture sorry), was machined this side up, faced, adaptive clear, bored and contoured;
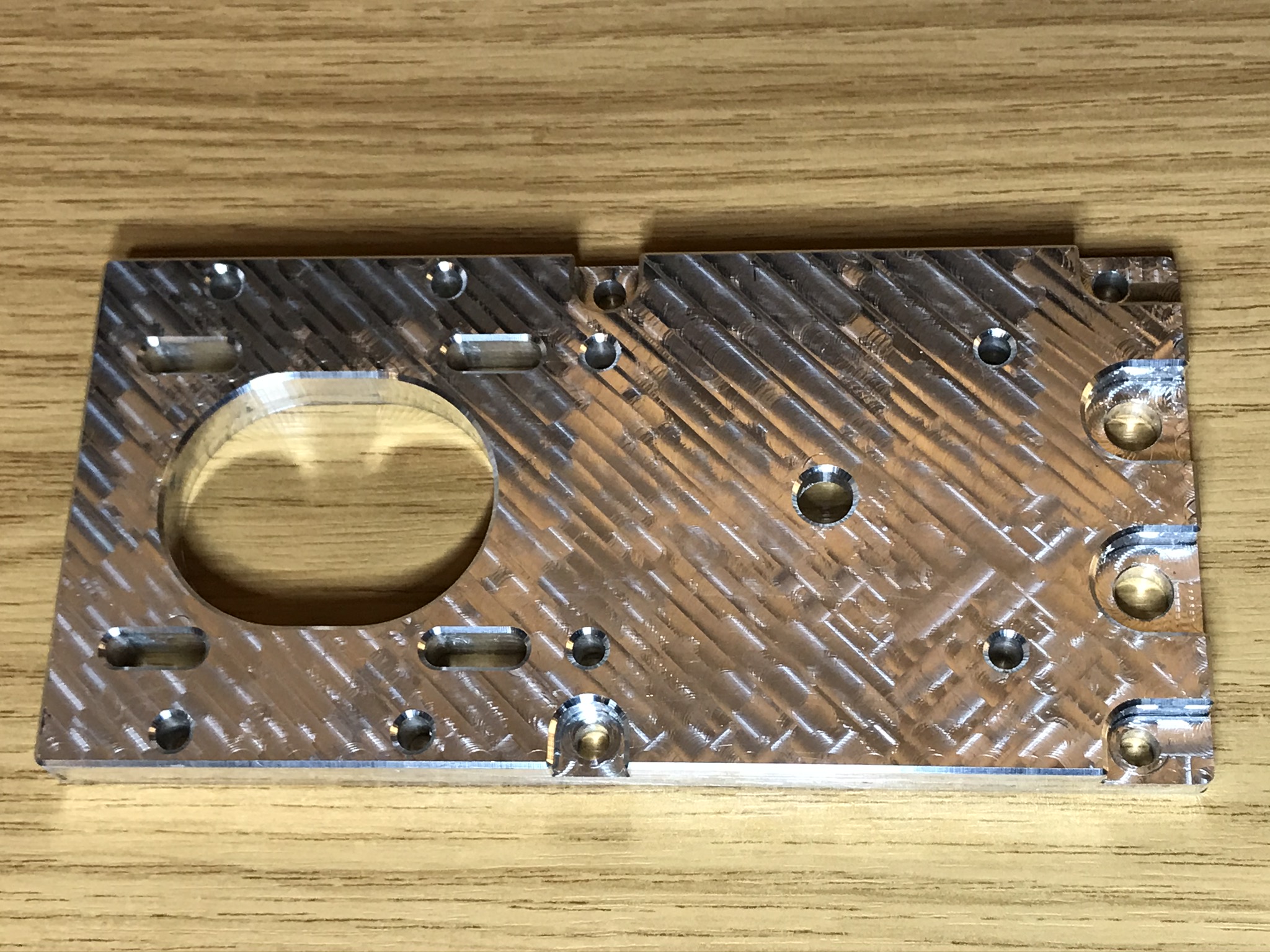
But it needs an interference fit pocket for the bearing on the other side;

Which needs to be fairly accurately positioned, as it’s the bearing supporting a shaft.
To machine the second side I flipped the part over, tape & glued it back down using a fence parallel with X and then used the edge finder to find the left and bottom edges. I guess, as it’s metal, I could have put a 1/4" bit in the collet and probed electrically by breaking into the bitzero wiring but so far I’ve not violated the warranty on that part 
The second time round I was confident enough with position and angle to send a chamfer bit round the edges at 0.5mm.
4 Likes
For me the bit-zero is just a time-saver. I’m over 50 so it also avoids the problem of looking at small things with old eyes.
There are times when I use it and there are times when I don’t. Not because I don’t trust it, sometimes the design favors using the center or a different corner for zero. Which is why I like the idea of being able to use it in other corners.
2 Likes
Don’t get me wrong, I see the value in probing. I have some endmill blanks I use for probing aluminum parts, especially for 2 sided jobs. I wrote some macros for finding the center of a hole that I used once.
There are absolutely reasons for probing. I was just curious about those reasons here.
There’s always the option to move to a sender that will allow macros or “manually” probe using the MDI.
4 Likes
Yep, got that, thus the list of ways I use it. Worst that can happen is somebody tells me a better way ![]()
Manually with the MDI sounds like an interesting approach.
I would also love to see that added in CM.
For now I’m using CNCJS with some macro made by @neilferreri and that I customised for my use.
The only problem I have with CNCJS it seems to ignore the top of the Z so if I go to high when jogging it’s bad…
1 Like
You could enable soft limits. That should stop AT the switch with the default config.
I did not find how to enable soft limit! It seems the Z limit is 0 (absolute) but I cannot see anywhere to setup that. Could you help me with that?
(send $20=1 in MDI tab)⠀⠀⠀⠀⠀⠀
2 Likes
I guess I have to enter the maximum x-y-z travel in the Machine tab of the settings also. 
It’s a good idea to tune your $130, $131, $132 to reasonable values for your machine if you do enable soft limits, to avoid triggering a soft limit alarm for no good reason. For just enforcing the Z=0 it would not change anything though. Back to @neilferreri
2 Likes
This topic was automatically closed after 30 days. New replies are no longer allowed.