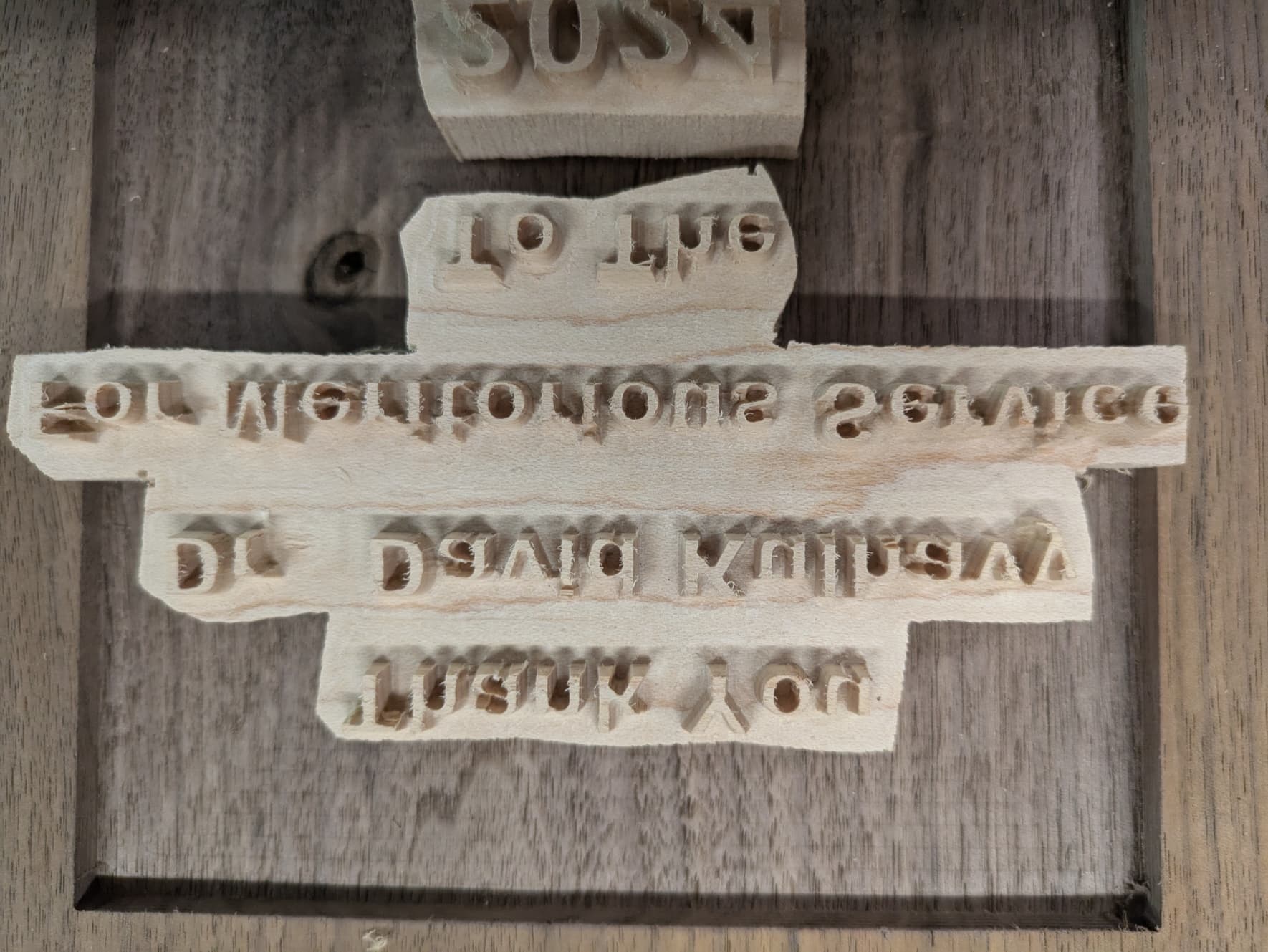
So my inlay with the CC v777 did not turn out too good. Could the community take a good look at my files and advise on how I might improve. I need this plaque by August 10, 2024 so I have plenty of time to redo it. The female pocket was walnut and some of the letters like “e” had parts tear out and that is some of the problem. However around some of the letters there is space so help me improve this or change to get a better result. The inlay was maple.
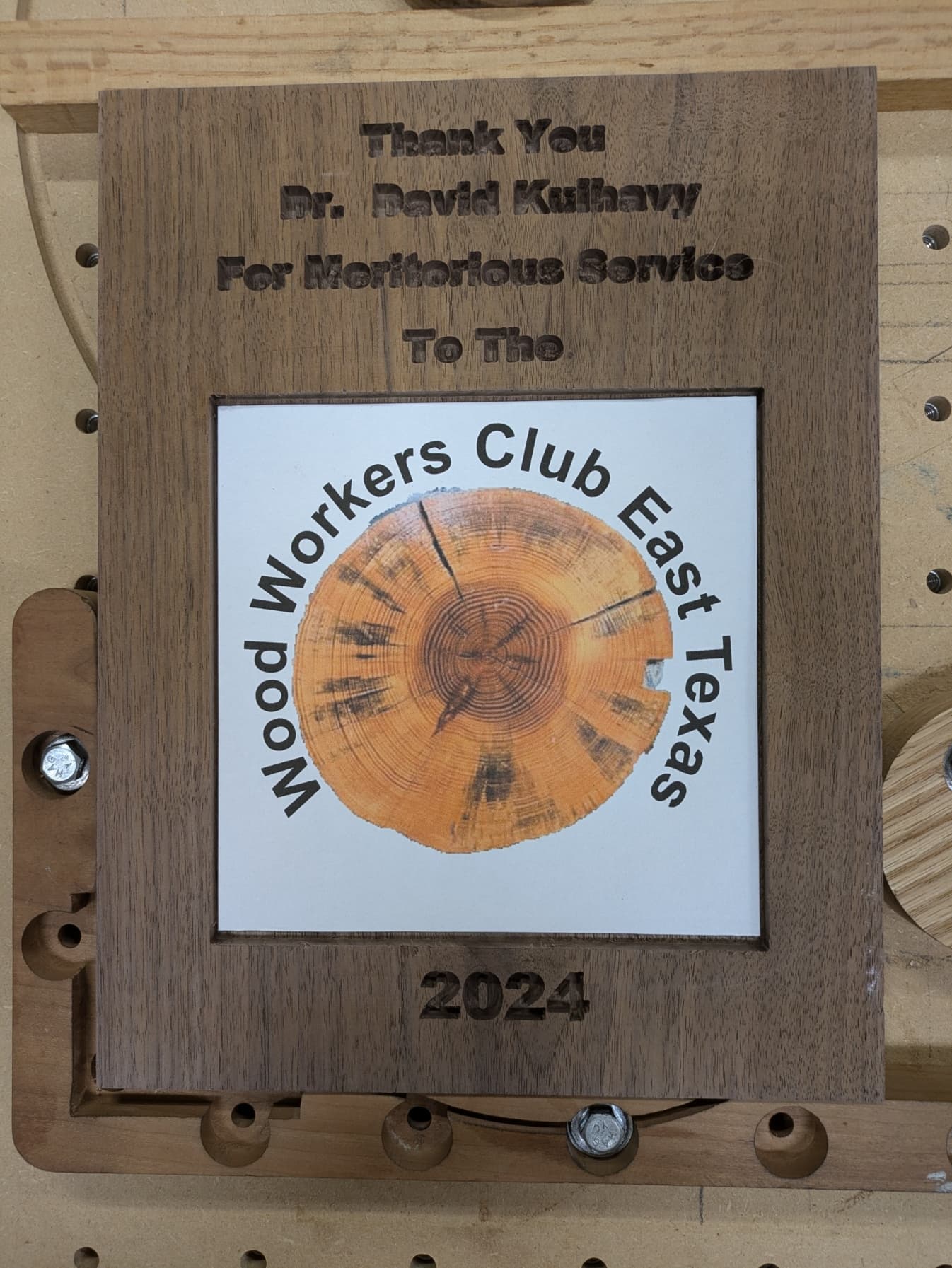
Here is a pic of just the female pocket and what it will eventually look like with a printed picture in the pocket in the middle.
Let me know if you think a font change would work better.
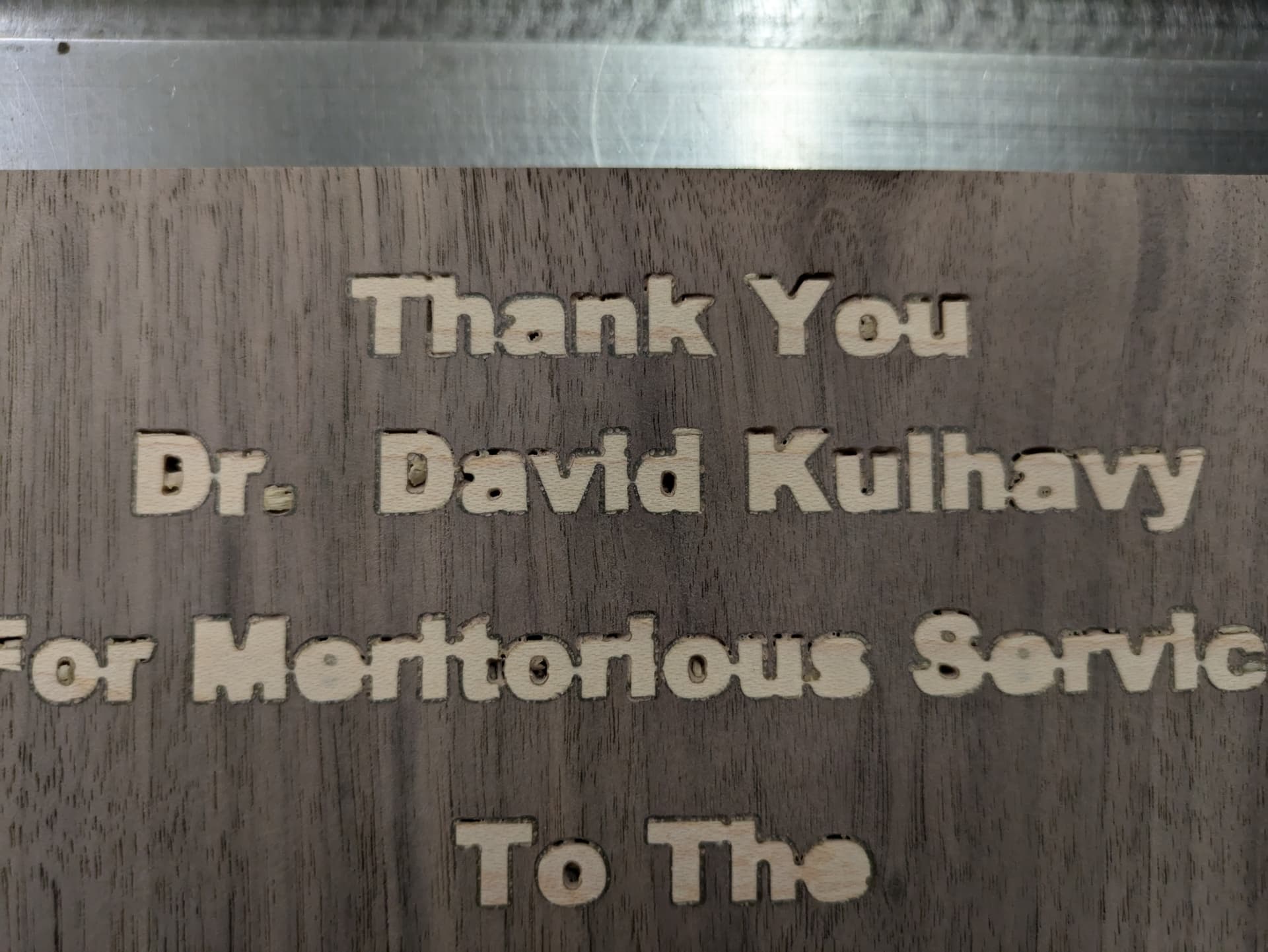
I used a 15 degree for the vcarve part of the Advanced Vcarve but used different size flat end mills. On the Upper text the flat end mill barely was used and almost all the carving was done with the vee bit. When I used a 60 Degree Vee bit the simulation was very light due to the fact that the letters are small in size.
I did notice that when I glued up the inlay that it was sitting flat against the walnut with no gap. That may be why I have gaps around the letters.
I agree with the print spacing. On the female side a lot of the internal structures chipped away like any of the “e” and “i”. So maybe a different font and more kerning (Spacing).
I did originally but after doing the engraving I deleted the tool path and recreated it before posting the file. I cannot remember why I deleted the tool path but I used the posts in the thread to have a bottom gap and top gap. The only thing I did not do was make the male inlay deeper than the .2" which I should have done according to advise from the thread.
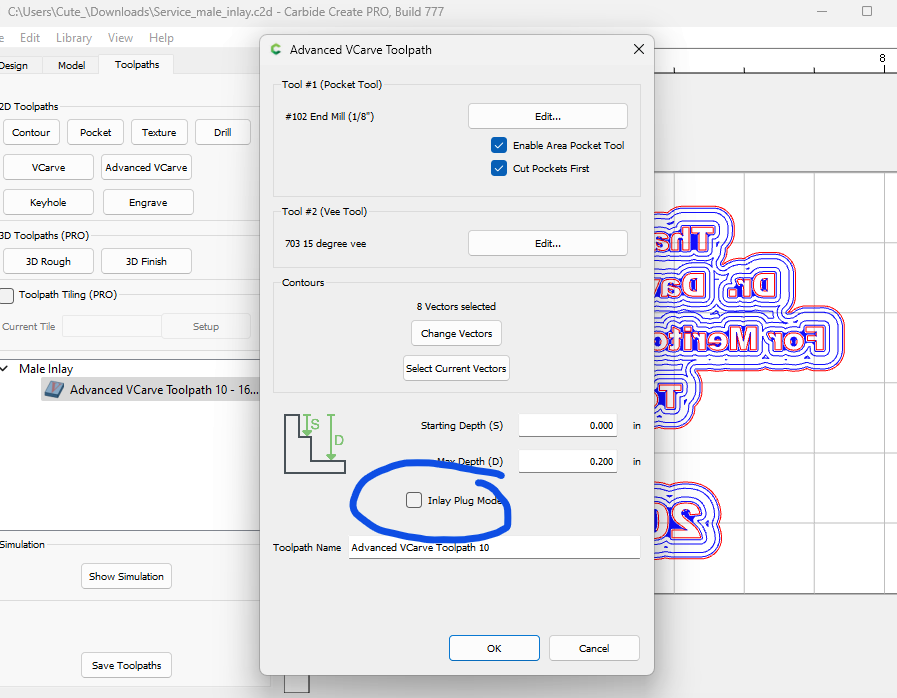
So I did originally do the “Inlay Plug Mode” but now I am blanking on why I deleted the original tool path.
Edit: After thinking about your comment I had been changing the offset and may have deleted the tool paths and never went back on the new ones and checked the “Inlay Plug Mode”. However on my next attempt I will be sure to check that. I believe I originally set the bottom gap at 0.02" and the top gap at .2" because the maple was .75" thick so I was not afraid of cutting through it.
So far I may need a different font. I may need to increase the spacing. Make sure the “Inlay Mode” is selected and make the male inlay maybe .22" deep.
Maybe the walnut for the base is too soft to hold the font well. I may change to another material for the base. I just want to make contrasting base and lettering.
The male inlay was maple, likely hard maple, and that came out well. The walnut half not as good. I might try some mesquite and maple???
I have redesigned the project and made it larger, 11x14. I increased the size of the font and the font itself. I made sure the inlay mode was checked. Please take a look at the files and give me any feed back you might have about getting a good inlay. The female pocket is mesquite and the inlay will be maple.
The center 6" x 6" square will have a photo like picture with my club logo in it. I am working in Affinity Photo to replace the white back ground with a green and the lettering to a yellow. That is a minor fix but I am concentrating on getting the inlay done. If this fails I will just pocket the letters and paint them. I would prefer to get the inlay to work but the inlay features have failed me many times in the past. I know c3d has been working on it and @wmoy had commented earlier. I want it to work but I can only waste so much time and material when I know the pocketing and paint will work.
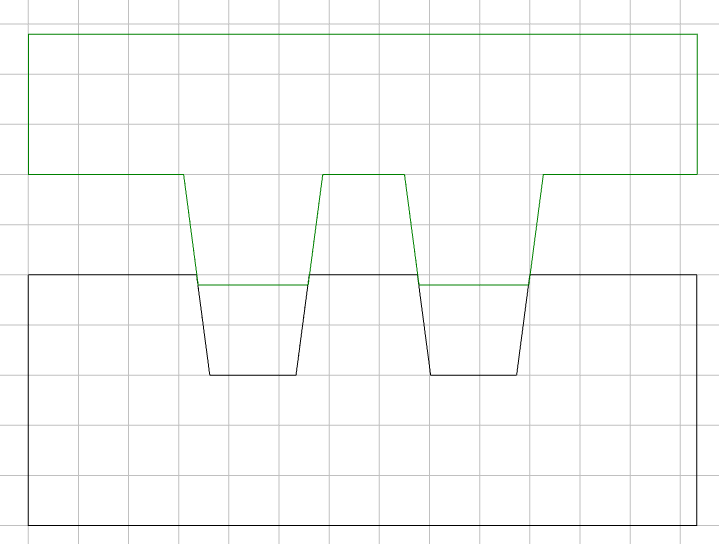
This is of course the theorietical if everything is cut perfect. With deflection & compression of the wood when clamping this is going to go together a bit more than designed. How much is the tricky part.
With a steep wall (7.5°), I think I might go with a plug depth of 0.150 and a top gap of 0.050
If you have some spare wood I would do a test something like this so you can see the cross section when you put them together & measure the difference from the designed dimensions & actual dimensions.
Worse case, with 0.020 glue gap it will bottom out before it’s tight… maybe??
Again, your best bet is to create a test where the inlay runs off the material so you can see it.
Or, glue a test up & band saw it. Measure the actual gaps & make adjustments.
You’re not just testing those 2 materials & the chosen cutters, but also the machine & setup. So the test should represent the final cut as closely as possible.
Good luck, and I hope you share the results. So many people are having trouble with inlays.
I got lucky, I’ve only done one so far, and it worked out perfect. It was an odd combination of PVC inlayed in acrylic, and I went overboard aligning & calibrating my machine beforehand.
Honestly this feature made it dead simple. Followed the instructions in @wmoy video and went for it. Made this for a friend as a surprise. It is his favorite team.
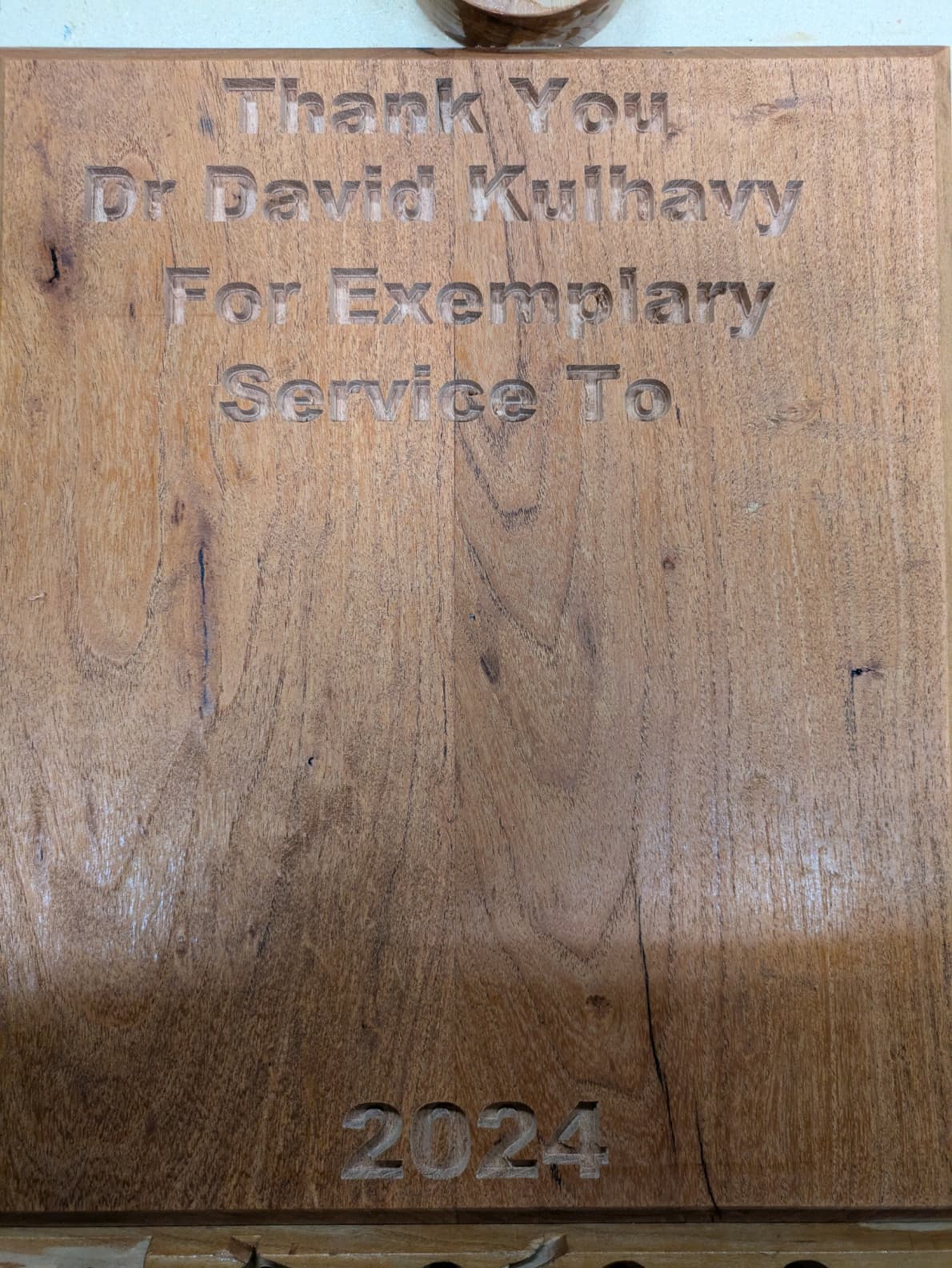
So I redesigned the project with a bigger material, bigger letters and cut the female pocket. The lettering came out very good in the mesquite. I had put two coats of Zinsser Universal Sealer (dewaxed shellac) on to harden up the wood. The pocket was cut first in the advanced vcarve and then the vee bit cut second. The letters came out great. In the previous version I used walnut and the lettering was smaller and a lot of the letters chipped out like the inside of the e. So I thought I was making progress.
So after 3.5 hours the cutting was done but unfortunately the bottom of all the letters have a ledge at the bottom. Not sure what happened. I have been using this machine for a long time and know how to use it. Somewhere along the way between the pocket and vee cut something changed.
This picture is blown up and shows the little ledge at the bottom.
So the ledge was formed during the vee part of the advanced vcarving.
Since the project went side ways I am not going to cut the male inlay. Instead I will fill the lettering with epoxy. The letters came out very well and the little ledge will be buried inside the epoxy.
I will try the inlay again on another project but I have never been able to get the C3D inlay to work properly in several attempts. I was hopeful with this one until I saw the ledge at the bottom of all the letters. If I tried to cut the male inlay it would never fit down inside the female pocket or I will not attempt that on this project. I need something by a deadline and this will work for the project just not as envisioned or intended.
@wmoy would you please look at these files to see if you think this would have worked without the booboo.
Does the ledge really matter? Is it within the gap such that the plug would never hit it? It’s hard to tell from the pictures.
One thing I learned from the inlay attempt I did that worked was to cut the plug first. It was the thing most likely to have issues at least in my case. It also is mostly in scrap so recutting isn’t a big deal. I was able to identify places where the plug was too fragile and adjust the design before cutting the pocket which was in the “real” material.
This took 4+/- hours to carve. My last attempt took about the same so after 8 hours I have nothing to show for that time. So I can salvage 4 hours by epoxy filling.
I used a brand new 15 degree bit to give this the best chance to succeed.
So with the ledge at the bottom I am not going to waste the time and material to find out IF it will work. If it does not work I would have wasted 9+ hours of carving plus a nice piece of walnut, a nice piece of mesquite and several pieces of maple.
This plaque is for a professor of forestry so I would prefer if the wood inlay worked but this boils down to a cost benefit analysis. I have something now that I have a 99% chance will work over a big maybe that I think has a 99% chance of failure.
So I don’t see anything wrong in the toolpath settings themselves. However, since I don’t have your 15 degree tool in my library I can’t check to see if maybe the included angle or something was wrong or if there’s a ball nose or other geometry quirk. My suggestion for a small scale test would be to try it with a 302, or other 60 degree V-bit first.
If your 15 degree bit has a ball nose larger than say 0.1-0.2mm, that’s going to throw things off. Create would expect the bottom of the cutter to produce a sharp line, whereas in reality the cutter following an imaginary toolpath would produce a significantly wider cut than expected. That would make your pocket bigger. Not sure if that would also cause the lip you see. And because of the steeper angle, there needs to be more “axial margin” if a plug is going to drop deeper into the pocket to fill the gaps around the perimeter.
Anyhow, TLDR, try it with the 60 degree V-bit first. So far that has seemed to produce universal success. You don’t need the skinniest cutter possible to produce crisp, accurate results. That’s the beauty of V-carving, and a fatter V-bit can be pushed harder, saving you time. Later you can try to see where/how the process for your 15 degree cutter differs. Maybe to make the 15 degree work, your female pocket would need to be much deeper. And your Top Gap would need to be as well, to allow the plug to drop in more if need be.
Also, side note, I hope you have a different file that you actually run for the male plug. There’s no need for the inlaid text sections to be so distant, expecially if you’re not inlaying the middle square. That’ll save you quite a bit of wood.