For the Facing toolpath. If you are 100% confident that the planes are perfectly parrallel then you can skip the Facing Step. In my humble opinion, knocking off .5mm to ensure the surface is perfectly flat to my machine is worth it. Escpecially if you are doing some fine detail. It doesn’t take much to screw up an inlay. Secure you stock, run a pencil over it, touch off, set your Z, run the spindle to all four corners of your stock and the middle. Just verify the stock is actually perfectly flat and parallel to your machine.
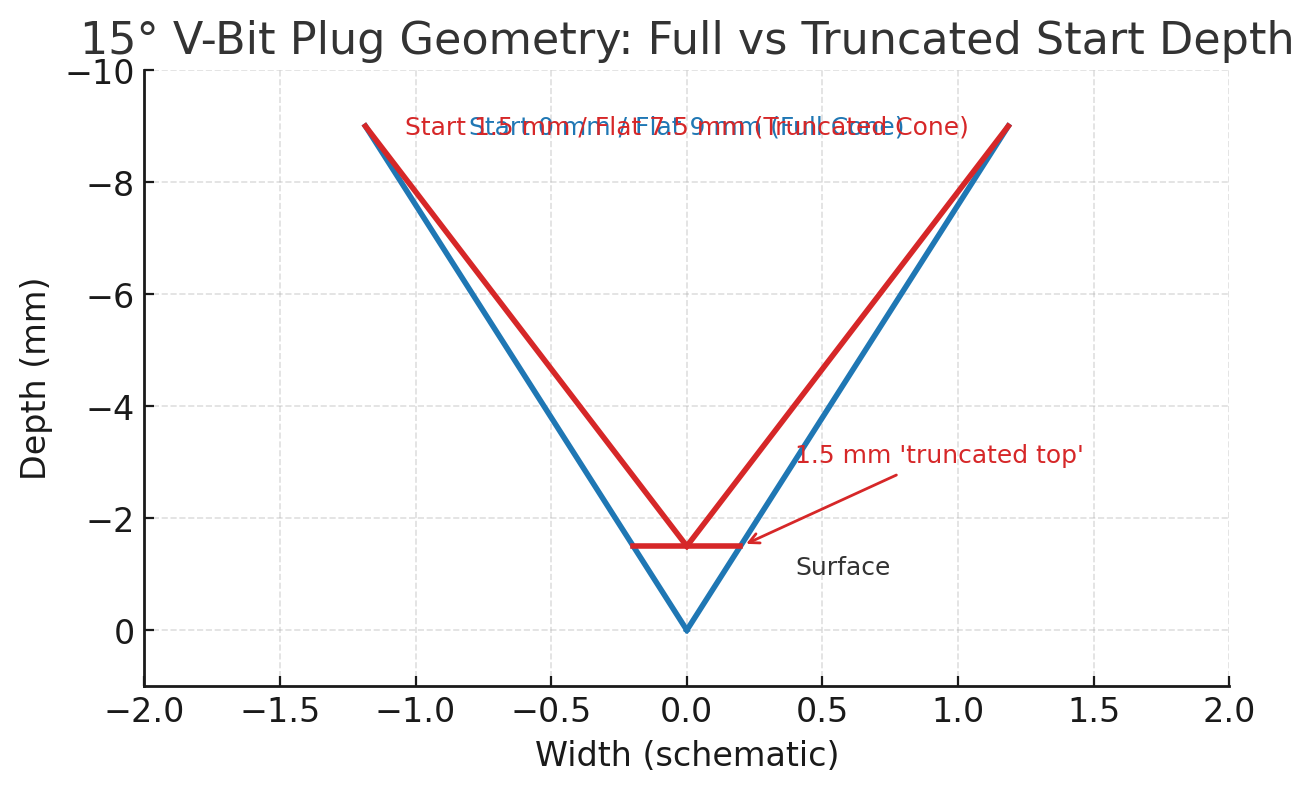
I didn’t use the Depth per pass because it changes the geometry of the carve. I can’t explain the math, but here’s visual. The blue would be a regular advanced V-carve, while the red is the manual 3 step v carve. I asked Chatgpt to explain this to me and this is what she produced, so like I said I can’t explain the math, but this is a representation of the difference.The “truncated top” allows for the bottom glue gap.
You can use whatever method you choose to do your inlays. The numbers I provided are proven numbers and proven toolpaths. I am sure CC has done a lot of homework to made the inlay mode work, but I do see a lot of questions on it. I am a keep it simple stupid type person, if it ain’t broke then why fix it.
Also, you can use my inlay toolpaths without having to buy CC pro. Using CC 8 and up you can group the toolpaths so you have less bit changes, which makes it nice.
FYI, there are also some “pro” tips. I can share.
Fit Adjsutment tips.
If the inlay is too tight. Reduce the Start Depth slightly.
If the inlay is too loose, increase the start depth slightly.
You can also “cheat” your toolpaths by slightly adjusting the angle you have the tool set to. IE use a 30 degree v bit but in the software change the angle to 29 of the plug only. This will also tighten the fit by a few thousandths.
After you carve both the inlay and the plug, let the wood “rest”. At least overnight. The allows the internal moisture of the wood blance after exposing new grain. If you are doing a DEEP carve inlay let it “rest” longer.
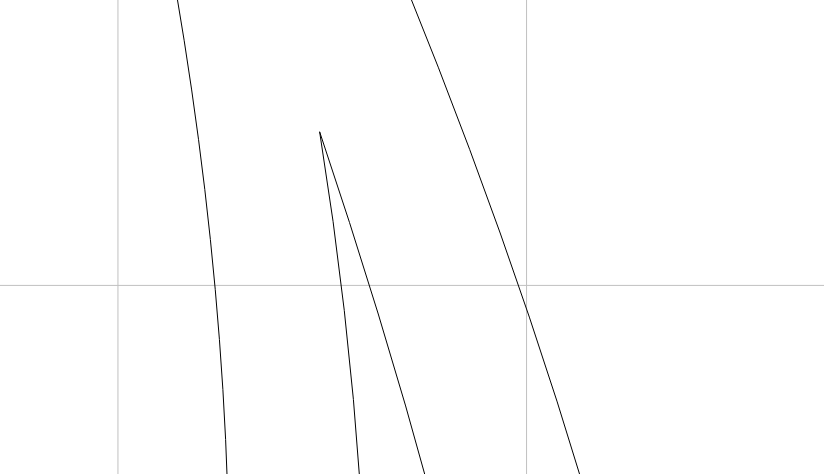
Another Pro-tip, remove any pointed Vectors.
This is a No GO:
I added two nodes and smoothed it out. This point works.
The DOC at the tip of the Sharp point will be too shallow for the plug to penetrate, it will likely break off and or be too easily sanded off, leaving the female carve showing. You can just use some glue and saw dust to fix. I just remove all these really sharp points from the Vector.
I hope these pointers are helpful. I have spent MANY hours FAILING at Inlays, going back to the drawing board, watching YT videos and trying again.
Also, I suggest practicing on a simpler and easier to carve design. Here’s a good starting point.