Perfect! Thanks to you both.
Hi @Gerry ,
Do you use the 10v output from the VFD to power to voltage conversion module?
God morgen Lars,
I took another rubbishy picture with the board pushed out of the way… it’s got a big bit of door-seal foam on the back to keep it lodged in there and slightly insulated.
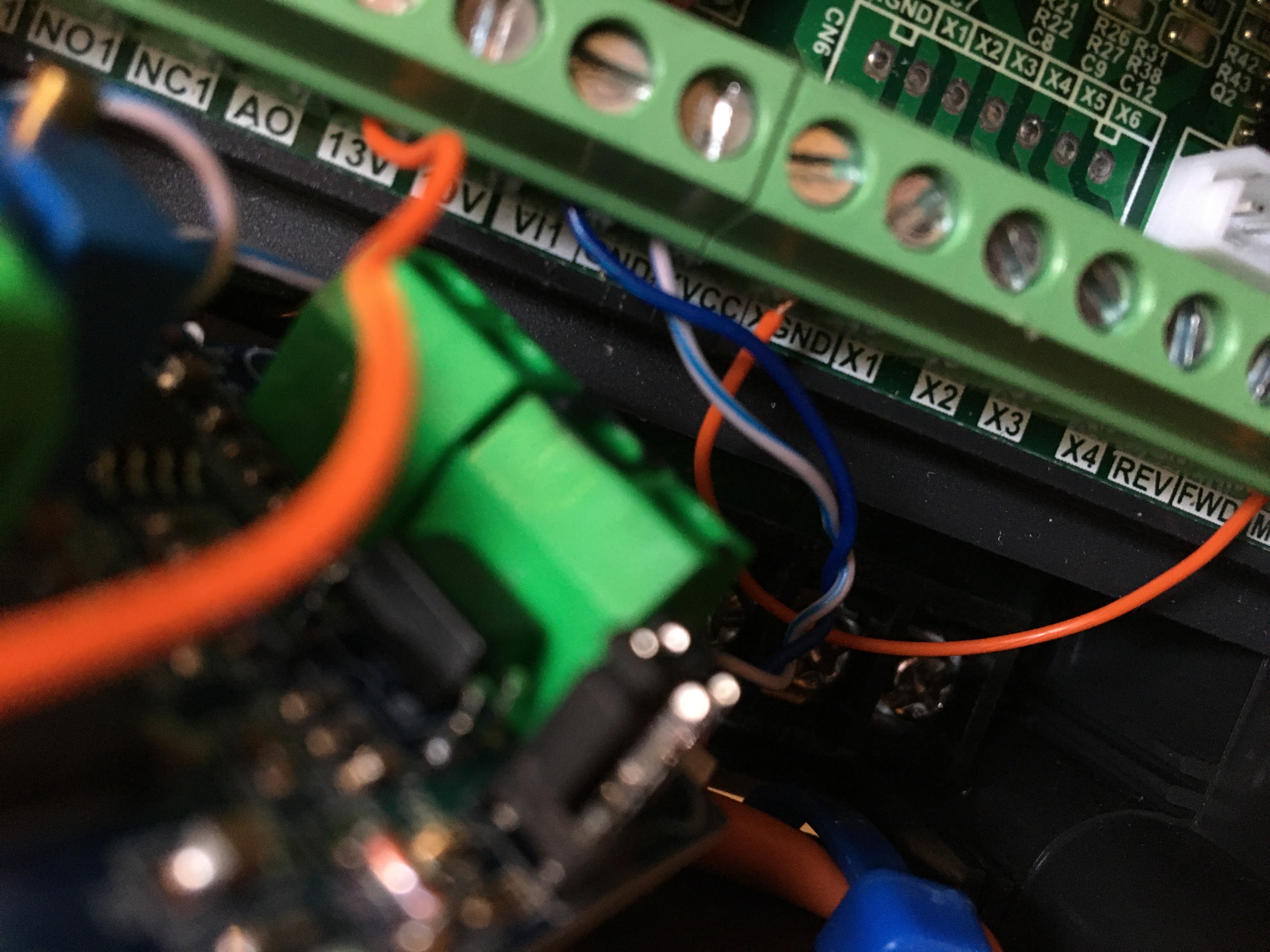
I used the 13V (the thin orange wire) line, joined the two grounds on the board with the blue/white wire, and then tied that to GND on the VFD. The the dark blue wire is the VI1 0-10V.
I also tied XGND to FWD with the other thin orange wire.
I hope that helps 
Do you have a NC emergency switch? If yes where in the wiring do you have it? If no where in the wiring should I put mine? Thanks.
Rick
@Luke Did you happen to look at these MagSprings instead of the normal constant force springs? They don’t have the cycle life issues of the usual clock-spring type constant force springs. We used one on a medical device where we didn’t want the actuator to drop if power was lost.
I’m unsure who the question is directed at. But I do have a NC emergency stop, yes. It’s attached to a power board that powers the VFD, the ShapeOko, and (incidentally) the water pump. It’s a separate box that would turn off anything connected to it. It has a switch to turn all those things on and off, too.
I’m having trouble from your picture as to where all the wires go. I believe the bottom wires are from your
PWM and GND from the Shapeoko board, then the top right wires got to the to VI1 and GND on the VFD board, but I can’t figure out where the left wires are going from the picture. Maybe I am way off. Anyway, you can diagram it out for me? I am a bit slow…
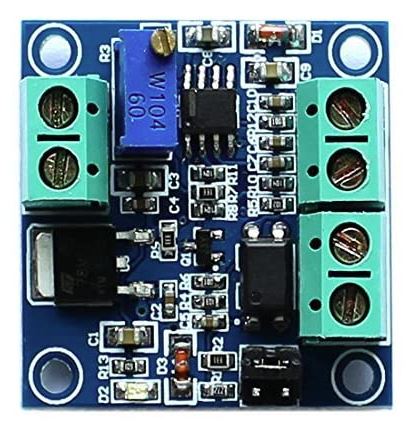
The board takes PWM in, and GND … these are marked on the board and connect to the Shapeoko controller.
The board gives out 0-10v also marked on the board. These connect to VI1 and XGND on the VFD.
The board needs power. So it’s power is connected to the 13v on the VFD and the XGND on the VFD.
That accounts for all of the wires on the board.
I can draw a diagram of these connections but not at the moment.
ok awesome. I appreciate all the help. I’ll try not to bother you…for awhile:)
Well, I couldn’t leave well enough alone. I got it all installed and had it working fine. Started and stopped as it should. I watched a youtube video where a guy had his hooked up to a VFD and controlled the speed using the M3S24000 code. I inputted that, sped up my spindle, but now it doesn’t start using carbide motion like before. I can I fix this? Sorry if this sounds stupid but I don’t deal with GRBL very much.
- check your $30 GRBL value, set if at 24000 if not the already the case
- with the VFD off, initialize the Shapeoko, go to the MDI and type in M3S12000, then check you measure ~2.5V between PWM and GND at the VFD level
If this is ok, the Shapeoko/CarbideMotion side of things is fine, and it must be something at the VFD
Then check that the VFD & spindle still work fine when operating in manual mode (changing back the VFD param to let the front knob control the spindle directly, instead of the PWM)
If this is the case then I would suggest rechecking all VFD params, possibly doing a reset from factory settings and then re-tuning the parameters as you did the first time.
Got it back up and running, thanks. Just curious, is there a way to just have the spindle turn on/off via Shapekok, but still control the rpm from the VFD?
Not that I know of, unless your VFD can use the PWM as a discrete two-state input signal that could somehow be configured to act as the VFD’s start/stop button.
But having the RPM set from Gcode is so convenient that I’m not sure such a setup would be very useful?
Julien, you have been a great help to me, thanks. I think my last issue is that once the PWM from my SO4 turns on the 1.5kw spindle it won’t shut off or go below 3600 RPM. I tested the PWM with this program and the voltage goes to 0V, but the spindle never stops after the initial PWM voltage start up. I’m thinking its a minimum voltage or RPM setting in my VFD. Any help is appreciated.
Thanks
Thanks Gerry. I will keep this in mind.
@psutex : there is indeed a parameter in VFDs that defines a minimum RPM. This is mostly useful for air-cooled spindles which rely on airflow to be cooled. On my VFD it is parameter PD011. If you have a water cooled spindle you can set it to 0, on mine I did
Thanks a lot for the quick response. you know how this can be frustrating. I have to try it later. Thanks again.
Julien_that was the ticket. Everything seems to work. Still need to run it thru its paces.
You are such a great source of knowledge.
Thanks
Hey guys. Is there a way to wire a Huyangyoung (whatever the spelling is) VFD into an E-stop in case it trips the over-current protection and the spindle shuts down? I was doing some heavy cuts in aluminum yesterday and the spindle threw an error code and shut down, but the shapeoko kept going. Luckily I was standing right there when it happened so no messed up pieces and no broken end mills.