The HDM has almost 3x the spindle power and a lot more XY surface area than the 440.
3 Likes
I will be ordering one soon, I might have to mess with them when they call me, say I want to mill ice or something along those lines…
2 Likes
Luke–will that HDZ 5.0 be compatible with ShapeOko 3 XXL?
1 Like
It isn’t a perfect comparison. I just looked an a similarly spec’d (will all the equivalent accessories) PCNC 440 comes in at about $6,800.00 before shipping and tax. So for a couple grand more you have quite a bit less X/Y travel and spindle power but the ability to add coolant, a well designed enclosure, ATC and a few other things. The HDM has way more X and Y travel and an ecosystem of software that makes it easy on beginners. While an HDM is closer than a Pro to a PCNC 440, I still think it is like comparing apples to oranges. Now, comparing an HDM to a Tormach 24R is a little different. 24R has less X and a little more than double the Y and has a built in vacuum table with everything else being pretty similar. The 24R is almost triple the price.
1 Like
I was mainly curious about the design differences between a desktop router style mill and the VMC style of the tormach. I assumed (probably incorrectly) there was some advantage to the tormach design and moving table vs gantry style. Regardless, congrats to team at carbide the HDM looks really nice.
1 Like
I haven’t actually seen or touched an HDM so I am just guessing about its characteristics but gantry style machines are typically less rigid than moving table mill style machines in the same class. It is a tradeoff for more working area. Really just two different machines for different use cases.
2 Likes
In terms of power, at what point do we run into limitations of the ¼" collet bits even the HDM maxes out at? Traditional woodworkers often choose ½" shank bits for hand held routing, and use something like a PC7518 upside down in a router table for shaper-like operations.
The HDM spec’s say it has an ER20 collet - and up to 1/2" shank bits can be used. ER20’s go bigger than that but bigger than 1/2" is not recommended by Carbide3D.
I’ve got an ER20 spindle and actually have 16mm collets (which are only legal in two states, and I don’t live in either) 
3 Likes
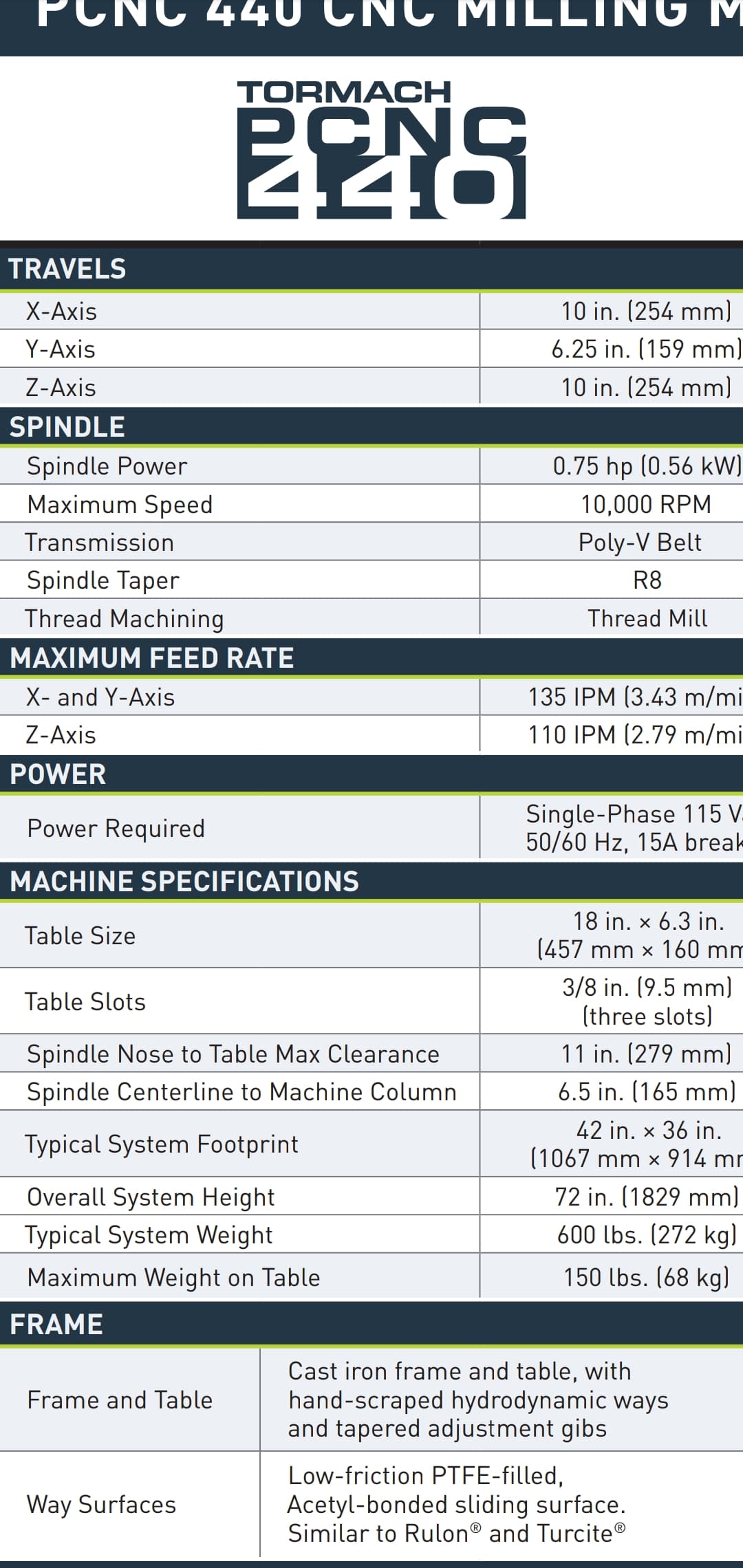
The PCNC 440 has either 2.2kW (220V) or 1.5kW (110V), that’s exactly the same as the HDM isn’t it?
As @nwallace said, gantry routers are less rigid. With a gantry router, you have the Z-axis attached to the X-axis attached to the Y-axis. The total flex at the spindle is something like <x-flex> * <y-flex> * <z-flex>.
In a machine like a PCNC 440, you have the X-axis sitting on the Y-axis and then Z on its own, so you have <x-flex> * <y-flex> + <z-flex>.
The PCNC 400 is also much more solidly constructed: it’s cast-iron and weighs 272kg vs. 110kg for the Shapeoko HDM, so I’d expect all of those <?-flex> numbers to be smaller on the PCNC 440.
However I’m not going through all of this to say “the Tormach is better than the Shapeoko”, not at all. The Tormach is just a different machine.
While the Tormach is more rigid, the Shapeoko is more nimble: the Shapeoko has higher maximum feed rates.
IMO, the machines are very similar but the Shapeoko HDM is going to be better at machining say Aluminium with HSM due to its high feed-rates, while the Tormach is going to be much better at handling ferrous metals due to its substantially higher rigidity.
The different working area is also a bit of a tradeoff to me. The HDM has a larger horizontal working area but substantially smaller vertical working area. There have been tons of times where I’ve really wished I could use a mill to put some holes into the end of a long plate where that vertical area would be useful to me.
2 Likes
I think SLCJedi might be referring to the numbers on the spec-sheet? It shows it as 0.56Kw there.
2 Likes
That’s super weird… Maybe I was accidentally looking at the specs for the Shapeoko HDM instead of the 440 for the spindle… Tormach doesn’t seem to have a machine with 1.5kW/2.2kW spindle.
In that case, the Tormach has a lower-speed spindle which I suspect is explicitly intended for ferrous metals, where surface speed can’t be too high.
2 Likes
I’m just going off the spec sheet. 
Even with the likely extra rigidity, the Tormach would be tortuously slow in ferrous metals. You’d be limited to small diameter tooling, and drilling really small peck cycles to keep it from stalling. I’d love one of their machines… just not that one. 
3 Likes
It’s depends what you want to do. The HDM has more X/Y but less Z clearance. If you need more Z clearance on a HDM I’m sure you could be creative with the hybrid table.
The Tormach starts off at $6k, but if you want an enclosure and ATC you will be spending $18k…
If you were going to do batch steel work and only clamp in a vice the Tormach might be better. If you wanted to do sheet work, or multiple jigs fixtures well the HDM rocks socks. I’m butchering aluminium at 40mm DOC which is a limitation on my end mill length and what I need to do.
We also have more spindle power and speed on the HDM but that relates to HSM and lends it’s self to non ferrous and composites. You can cut steel on it - but you will be running at slower feeds/speeds.
This seems like it’s in the wrong place - the HDZ 5 is for the 4/pro only. The only change is the compatibility - the 4.0 is the same in other respects.
Very much so, however the HDM is very solid. I don’t want to compare it to a datron but gantry style machines when well done can be very solid. Truthfully I’m amazed at the finish we’re pulling parts off this thing. It’s staggering.
On a side note, I have been looking into the idea of making a full sheet metal enclosure for the HDM, it would be a great bit of kit, but not cheap, likely $1k. We’re a bit unsure on what people thoughts would be on this, again it’s cheaper than most out there but it’s still a chunk of change.
4 Likes
Would it just be a simple bare box that keeps the chips in or would it have, for example, some noise insulation built in?
If I hadn’t just started building my own mill, the HDM with a soundproof box would have been damn tempting.
2 Likes
A full sheet metal enclosure, viewing panels and gas lift door etc. I don’t think soundproofing would be part of it.
3 Likes
FWIW, I’d find it a whole lot more appealing if it had some level of soundproofing. Even if there was an extra kit that just included cut padding to fit the enclosure (so long as it worked well).
I don’t think I’m the only one. There are tons of people on this forum who built an enclosure primarily for soundproofing.
2 Likes
I guess we’d have to know how noisy it is as it stands. If its rigid with little vibration, then the cutting sound is the only thing you’d hear. And often, other noisy sources (extraction, perhaps) can be just as loud as the machine.
Interestingly, one ton of people is around 11 people. Or if you meant metric, it’s about 15… on average
2 Likes
There would be a dampening effect to any enclosure, and water cooled spindle are allot quieter than a router, but the big issue is any kind of internal coating needs be be water/coolant proof, low profile, non textured, thin, light, abrasion resistant, fire retardant.
Even on our HAAS units it’s sheet steel powder coated.
When you move into the realms of industrial tools they get loud and there isn’t much you can do with them other than put them in dedicated rooms.
3 Likes
Does Dynamat meet those requirements? @TonyDangerCoiro had some good experiences with it and it’s primarily intended for automotive applications which I imagine have similar requirements?
I get it but if you’re buying an industrial tool like say a Haas, you’re going to be sticking that in an area that’s prepared for it, like an industrial use zoned building. In that case, the noise it makes isn’t important, you can just have your workers wear hearing protection (which they probably needed in such an environment anyway).
Correct me if I’m wrong but Carbide 3D’s tools are deliberately targeted at smaller users who are as likely to be working from a spare room, classroom, office or garage as they are from an industrial workshop. For these people, the quieter you can get it, the more people can use it.
Dynamat is close but I’m not sure how it would fair to aluminium chips.
I guess that’s my point. The HDM is very powerful and should be run in an appropriate environment.
This is a powerful tool and if you want to be machining non ferrous material and composites or even hard woods on this thing. Regardless if you have an enclosure I wouldn’t be running it in my spare room.
2 Likes